Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Backstrap Weaving With Pick UpDocument7 pagesBackstrap Weaving With Pick UpAntonio Canabarro80% (5)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Beautiful Hand Woven RugsDocument13 pagesBeautiful Hand Woven RugsSlavisa Skondric100% (1)
- Benarashi SareeDocument21 pagesBenarashi Sareeshifat99Pas encore d'évaluation
- Textile Remnants in The Archaeological Heritage of The Carpatian Basin From The 10-11. CenturyDocument75 pagesTextile Remnants in The Archaeological Heritage of The Carpatian Basin From The 10-11. CenturyszubotajPas encore d'évaluation
- Quarter 1 - Module 1: Arts and Crafts of LuzonDocument29 pagesQuarter 1 - Module 1: Arts and Crafts of LuzonRuth Salazar-Pielago Larraquel100% (1)
- Handloom IndustryDocument28 pagesHandloom IndustryRaja BalachandranPas encore d'évaluation
- YgojDocument25 pagesYgojAnshul SainiPas encore d'évaluation
- 101 MCQs For Textile Tests and Competitive ExamsDocument17 pages101 MCQs For Textile Tests and Competitive Examszinabu abrha100% (1)
- Financial Statement Analysis ExercisesDocument37 pagesFinancial Statement Analysis ExercisesMirza Zahidul AlamPas encore d'évaluation
- Project Report On A STUDY ON CUSTOMER SATISFACTION TOWARDS RAYMOND'S WITH REFERENCE TO SHIVAMOGGADocument77 pagesProject Report On A STUDY ON CUSTOMER SATISFACTION TOWARDS RAYMOND'S WITH REFERENCE TO SHIVAMOGGAKotresh Kp75% (4)
- 11 Textile DesignDocument31 pages11 Textile DesignAshraf Khan01Pas encore d'évaluation
- Yarn Waxing XXXXXXXDocument23 pagesYarn Waxing XXXXXXXTamer Farouk Khalifa100% (1)
- Everest Base Camp Trek Ma 8776580Document12 pagesEverest Base Camp Trek Ma 8776580Mirza Zahidul AlamPas encore d'évaluation
- CTC CalculationDocument4 pagesCTC Calculationraghu932Pas encore d'évaluation
- Enter Data by Using Shortcut KeysDocument10 pagesEnter Data by Using Shortcut KeysMirza Zahidul AlamPas encore d'évaluation
- Contractor EstimateDocument8 pagesContractor EstimateMirza Zahidul AlamPas encore d'évaluation
- DataCharts 4 3Document60 pagesDataCharts 4 3Mirza Zahidul AlamPas encore d'évaluation
- Salary Break Up CalculatorDocument2 pagesSalary Break Up CalculatorMirza Zahidul AlamPas encore d'évaluation
- Bottoms MeasurmentDocument30 pagesBottoms MeasurmentMirza Zahidul AlamPas encore d'évaluation
- Fabric Pricing:: Order Analysis SheetDocument2 pagesFabric Pricing:: Order Analysis SheetMirza Zahidul AlamPas encore d'évaluation
- Ielts: Where To StartDocument12 pagesIelts: Where To StartMirza Zahidul AlamPas encore d'évaluation
- Annual Report 2012 PDFDocument89 pagesAnnual Report 2012 PDFksachchuPas encore d'évaluation
- BooksDocument1 pageBooksszandra994Pas encore d'évaluation
- Norwest (Cost Sheet)Document4 pagesNorwest (Cost Sheet)Mirza Zahidul AlamPas encore d'évaluation
- Bottom Measurements (Pictorial)Document22 pagesBottom Measurements (Pictorial)Mirza Zahidul AlamPas encore d'évaluation
- WASH PRICE (January '10) - 2 PDFDocument2 pagesWASH PRICE (January '10) - 2 PDFMirza Zahidul AlamPas encore d'évaluation
- Denim FabricDocument22 pagesDenim FabricMirza Zahidul AlamPas encore d'évaluation
- UntitledDocument3 pagesUntitledMirza Zahidul AlamPas encore d'évaluation
- Southeast University: School of Science and Engineering, Department of Textile EngineeringDocument33 pagesSoutheast University: School of Science and Engineering, Department of Textile EngineeringMirza Zahidul AlamPas encore d'évaluation
- Collection Process FlowDocument1 pageCollection Process FlowMirza Zahidul AlamPas encore d'évaluation
- Washing Bleaching Tumble Dryer DRY Cleaning IroningDocument1 pageWashing Bleaching Tumble Dryer DRY Cleaning IroningMirza Zahidul AlamPas encore d'évaluation
- DefectsDocument9 pagesDefectsAfilal MohamedPas encore d'évaluation
- WASH PRICE (January '10) - 2 PDFDocument2 pagesWASH PRICE (January '10) - 2 PDFMirza Zahidul AlamPas encore d'évaluation
- Specifications of Our Textile Testing EquipmentsDocument59 pagesSpecifications of Our Textile Testing EquipmentsMirza Zahidul AlamPas encore d'évaluation
- Denim FabricDocument22 pagesDenim FabricMirza Zahidul AlamPas encore d'évaluation
- Commercial Shipment Procedure SP11Document8 pagesCommercial Shipment Procedure SP11Mirza Zahidul AlamPas encore d'évaluation
- Check List For PC # 40695-10XX of Dockers Fall'07 Program, FOB-7-5, Qty-20,000 PcsDocument1 pageCheck List For PC # 40695-10XX of Dockers Fall'07 Program, FOB-7-5, Qty-20,000 PcsMirza Zahidul AlamPas encore d'évaluation
- CM Calculation FormatDocument3 pagesCM Calculation FormatMirza Zahidul AlamPas encore d'évaluation
- Travel ExpenseDocument4 pagesTravel ExpenseinfosurenPas encore d'évaluation
- CM Calculation FormatDocument3 pagesCM Calculation FormatMirza Zahidul AlamPas encore d'évaluation
- Optimization in Design of Sectional WarDocument54 pagesOptimization in Design of Sectional WareePas encore d'évaluation
- Terry Towel Some Developments For Quality ImprovementDocument7 pagesTerry Towel Some Developments For Quality ImprovementMd Habibur Rahman HabibPas encore d'évaluation
- Woven Fabric Defects and InspectionDocument37 pagesWoven Fabric Defects and InspectionShresha DasPas encore d'évaluation
- Handloom Industry: Nelli Kishore Kumar Satya Pal Alok Singh B.Rama KrishnaDocument18 pagesHandloom Industry: Nelli Kishore Kumar Satya Pal Alok Singh B.Rama KrishnaRohan MalusarePas encore d'évaluation
- Working Capital BrandixDocument89 pagesWorking Capital BrandixSaisanthosh Kumar SharmaPas encore d'évaluation
- Sanoop. VDocument100 pagesSanoop. VVijin Mayyil100% (1)
- HandloomDocument7 pagesHandloomRanjith CLPas encore d'évaluation
- Shed & SheddingDocument34 pagesShed & Sheddingmskhan.bhbPas encore d'évaluation
- Basics of Warping in Textile SectorDocument11 pagesBasics of Warping in Textile SectorAlhajAliPas encore d'évaluation
- Description of Warping MachineDocument11 pagesDescription of Warping MachineAlhajAliPas encore d'évaluation
- Is.8069.1989 HDPE WOVEN SACKS PESTICIDESDocument12 pagesIs.8069.1989 HDPE WOVEN SACKS PESTICIDESDeepak BhanjiPas encore d'évaluation
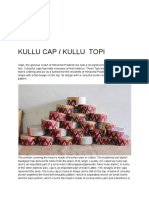
- Kullu Cap / Kullu TopiDocument7 pagesKullu Cap / Kullu TopiROHAN GIREESHPas encore d'évaluation
- Industrial Training at Masray Plastik SDN BHDDocument53 pagesIndustrial Training at Masray Plastik SDN BHDFauzani AyopPas encore d'évaluation
- Electronic Let Off MotionDocument3 pagesElectronic Let Off MotionWaqar Baloch100% (2)
- Raymer TabudiDocument8 pagesRaymer TabudiJohn KrisPas encore d'évaluation
- Textiles of IndiaDocument26 pagesTextiles of IndiahhPas encore d'évaluation
- Textile Manufacturing ProcessDocument12 pagesTextile Manufacturing ProcessPricilla Caroline100% (1)
- 2 PBDocument5 pages2 PBNivyaPas encore d'évaluation
- Fabric Formation ProcessesDocument14 pagesFabric Formation ProcessesYOghi PRatamadseecxerzPas encore d'évaluation