Vous aimerez peut-être aussi
- Manufatura Enxuta LeanDocument9 pagesManufatura Enxuta LeanMarcelo AugustoPas encore d'évaluation
- APO2023 - ED8 - Cap15 - ResolvidoDocument3 pagesAPO2023 - ED8 - Cap15 - ResolvidoCesar SampaioPas encore d'évaluation
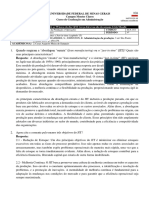
- Atividade Avaliativa - Qualidade e ProdutividadeDocument5 pagesAtividade Avaliativa - Qualidade e ProdutividadeLaiz MattosPas encore d'évaluation
- HTTP Bquestoes - Estacio.br BDQ Prova Resultado Preview Aluno.aDocument3 pagesHTTP Bquestoes - Estacio.br BDQ Prova Resultado Preview Aluno.aEduarda LoureiroPas encore d'évaluation
- Gestão de RestriçõesDocument19 pagesGestão de Restriçõesxirow61360Pas encore d'évaluation
- Eng Métodos - Unidade 1Document2 pagesEng Métodos - Unidade 1Jordan RaionePas encore d'évaluation
- Aumentar valor do produto atendendo clientesDocument11 pagesAumentar valor do produto atendendo clientesAlex BalestriniPas encore d'évaluation
- Questionário Sistemas Produtivos - Nicolas - 019211Document3 pagesQuestionário Sistemas Produtivos - Nicolas - 019211imelb.ltdaPas encore d'évaluation
- Atividade 4Document2 pagesAtividade 4AMANDA STRINGUETTA GALOPas encore d'évaluation
- Gpi (2758481) - Paper Seminário LegoDocument14 pagesGpi (2758481) - Paper Seminário LegoIvan da SilvaPas encore d'évaluation
- PROCESSO DE PRODUÇÃO: PLANEJAMENTO, CARACTERÍSTICAS E PRINCÍPIOSDocument21 pagesPROCESSO DE PRODUÇÃO: PLANEJAMENTO, CARACTERÍSTICAS E PRINCÍPIOSAndressa LimaPas encore d'évaluation
- Mapa - GQ - Administração Da ProduçãoDocument7 pagesMapa - GQ - Administração Da ProduçãomariamariaaonPas encore d'évaluation
- OS 11 PRINCÍPIOS DO LEAN CONSTRUCTIONDocument10 pagesOS 11 PRINCÍPIOS DO LEAN CONSTRUCTIONSementeira Cristo Redentor SantosPas encore d'évaluation
- Aplicação de conceitos da manufatura enxuta em linha de produção alimentíciaDocument11 pagesAplicação de conceitos da manufatura enxuta em linha de produção alimentíciaMatheus dos AnjosPas encore d'évaluation
- Sistema JITxTQCDocument22 pagesSistema JITxTQCCesar PalonePas encore d'évaluation
- Paper Manufatura EnxutaDocument5 pagesPaper Manufatura EnxutaAmarildo Moreira SantosPas encore d'évaluation
- Modelo Matriz de RotinaDocument5 pagesModelo Matriz de RotinaSarah WilliamsPas encore d'évaluation
- GonçalvesDocument14 pagesGonçalvesJoão Victor maximianoPas encore d'évaluation
- Ferramentas Lean na RemanufaturaDocument11 pagesFerramentas Lean na RemanufaturaRafael BarrosPas encore d'évaluation
- 1EE Planejamento e Projeto 2015.1Document14 pages1EE Planejamento e Projeto 2015.1YasminPas encore d'évaluation
- Planejamento ConstruçãoDocument83 pagesPlanejamento ConstruçãoGilberto RosaPas encore d'évaluation
- Ferramentas da Qualidade: 7 DesperdíciosDocument25 pagesFerramentas da Qualidade: 7 DesperdíciosSandro Ferreira0% (1)
- O Lean Manufacturing e seus benefíciosDocument6 pagesO Lean Manufacturing e seus benefíciosMauro Cesar Monroe Pereira MonroePas encore d'évaluation
- E-Book Conceitos de MudançasDocument49 pagesE-Book Conceitos de MudançasCaique OliveiraPas encore d'évaluation
- Análise e procedimentos de tarefas críticasDocument24 pagesAnálise e procedimentos de tarefas críticasPinheiroPas encore d'évaluation
- FORMAÇÃO INSPEÇÃO QUALIDADEDocument59 pagesFORMAÇÃO INSPEÇÃO QUALIDADECRPiccolomini1100% (2)
- Ebook Lean Construction PDFDocument18 pagesEbook Lean Construction PDFArthur MartinsPas encore d'évaluation
- Artigo VSM - Rodrigo ValilloDocument7 pagesArtigo VSM - Rodrigo Valillomário antunesPas encore d'évaluation
- TCC - Francimarcio Castro Marinho - Mayron Lós GuerraDocument23 pagesTCC - Francimarcio Castro Marinho - Mayron Lós GuerraBruno GuerraPas encore d'évaluation
- Slide - Aula 01Document80 pagesSlide - Aula 01FELIPEPas encore d'évaluation
- Gestão de Processos - AvDocument5 pagesGestão de Processos - AvCleitonPedroPas encore d'évaluation
- Implementação ou Melhoria de Sistema de Gestão da Qualidade ISO 9001Document45 pagesImplementação ou Melhoria de Sistema de Gestão da Qualidade ISO 9001Antonio Dutra Souza Junior0% (1)
- Modulo 3 MASP 1Document26 pagesModulo 3 MASP 1Rafael SantanaPas encore d'évaluation
- UNIFUCAPI LeanDocument9 pagesUNIFUCAPI LeanGustavo hPas encore d'évaluation
- Apostila - Melhoria Cont Prod Proc Sist - Impressao - P60Document66 pagesApostila - Melhoria Cont Prod Proc Sist - Impressao - P60Jefferson RodriguesPas encore d'évaluation
- (FM2S) Yellow Belt - Módulo 2 - Ebook Conceitos de MudançasDocument48 pages(FM2S) Yellow Belt - Módulo 2 - Ebook Conceitos de MudançasrutifelicianoPas encore d'évaluation
- Payback, Tir, VPLDocument43 pagesPayback, Tir, VPLMartin SousaPas encore d'évaluation
- 409 1366 1 PBDocument17 pages409 1366 1 PBAline RibeiroPas encore d'évaluation
- 14 Princípios ToyotaDocument17 pages14 Princípios ToyotaAmandaHenriquedeFariaPas encore d'évaluation
- 2 Técnicas de Analise de ProcessosDocument23 pages2 Técnicas de Analise de ProcessosLeonardo OliveiraPas encore d'évaluation
- Uma Visão Sistemática Dos Princípios Lean - Reflexão Após 16 PDFDocument25 pagesUma Visão Sistemática Dos Princípios Lean - Reflexão Após 16 PDFjfelipemoralesPas encore d'évaluation
- Lean - Formação e Consultoria em PortugalDocument2 pagesLean - Formação e Consultoria em PortugalJosé Pedro Rodrigues SilvaPas encore d'évaluation
- Aplicação do TPM e WCM na indústriaDocument5 pagesAplicação do TPM e WCM na indústriaariadnebeatrizPas encore d'évaluation
- Gestão Da Cadeia de AbastecimentoDocument15 pagesGestão Da Cadeia de Abastecimentodaniel AlvesPas encore d'évaluation
- One Piece Flow na Indústria AutomóvelDocument90 pagesOne Piece Flow na Indústria AutomóvelmarcoshdcPas encore d'évaluation
- Aula4 SisconDocument2 pagesAula4 SisconRomulo Junio Rodrigues MarinhoPas encore d'évaluation
- Gestão Qualidade FocoDocument44 pagesGestão Qualidade FocoFelipeAlves50% (2)
- METODOLOGIA LEANDocument11 pagesMETODOLOGIA LEANPriscila SaitoPas encore d'évaluation
- Análise crítica da alta direção sobre o SGQDocument4 pagesAnálise crítica da alta direção sobre o SGQcoriolano_filgueiras100% (3)
- Provas de Engenharia de ProdutosDocument4 pagesProvas de Engenharia de ProdutosPauloOliveiraPas encore d'évaluation
- WCM Pilar AQUalidadeDocument64 pagesWCM Pilar AQUalidadePedro DiasPas encore d'évaluation
- P+L Aula05Document32 pagesP+L Aula05Sabrina VieiraPas encore d'évaluation
- Cp e Cpk - Índices de Capacidade do ProcessoDocument22 pagesCp e Cpk - Índices de Capacidade do ProcessobocksilvioPas encore d'évaluation
- Manufatura enxuta e competitividade baseada na dimensão tempoDocument9 pagesManufatura enxuta e competitividade baseada na dimensão tempocybellePas encore d'évaluation
- 3P - Processo de Preparação Da ProduçãoDocument4 pages3P - Processo de Preparação Da ProduçãoangelamrogerioPas encore d'évaluation
- Desenvolvimento-de-um-método-de-ensino-de-Lean-Manufacturing-através-da-montagem-de-carrinhos-LEGO-XIV-EMEPRODocument11 pagesDesenvolvimento-de-um-método-de-ensino-de-Lean-Manufacturing-através-da-montagem-de-carrinhos-LEGO-XIV-EMEPROLaís Fernanda Arena MarcicanoPas encore d'évaluation
- Gestão de fluxo com Kanban e limitação de WIPDocument9 pagesGestão de fluxo com Kanban e limitação de WIPPaulo AbdallaPas encore d'évaluation
- Artigo FormatadoDocument15 pagesArtigo FormatadoThiago PereiraPas encore d'évaluation
- O Metodo Da Corrente Critica Na Gestão de ProjetosDocument10 pagesO Metodo Da Corrente Critica Na Gestão de ProjetosNatalia LescanoPas encore d'évaluation
- Aula 3 - Fatores Criticos para o SucessoDocument15 pagesAula 3 - Fatores Criticos para o SucessoNatalia LescanoPas encore d'évaluation
- Produção sob encomenda: características e desafiosDocument6 pagesProdução sob encomenda: características e desafiosNatalia LescanoPas encore d'évaluation
- Projetando Um Sistema Lean - Aula 5 - Fronteiras Do Conhecimento LeanDocument4 pagesProjetando Um Sistema Lean - Aula 5 - Fronteiras Do Conhecimento LeanNatalia LescanoPas encore d'évaluation
- Análise de Custos - PLANILHADocument14 pagesAnálise de Custos - PLANILHANatalia LescanoPas encore d'évaluation
- Aula 2 - O Paradigma PERT-CPM - Analise CriticaDocument13 pagesAula 2 - O Paradigma PERT-CPM - Analise CriticaNatalia LescanoPas encore d'évaluation
- Melhoria da linha de montagem e transferência dos escritórios da NJ-TankDocument7 pagesMelhoria da linha de montagem e transferência dos escritórios da NJ-TankNatalia LescanoPas encore d'évaluation
- O Caso Dos Dentistas SoluçãoDocument7 pagesO Caso Dos Dentistas SoluçãoNatalia LescanoPas encore d'évaluation
- Aula 1 - Trabalho de EquipeDocument4 pagesAula 1 - Trabalho de EquipeNatalia LescanoPas encore d'évaluation
- Aula 1 - Projeto Final, Utilidade e ValorDocument28 pagesAula 1 - Projeto Final, Utilidade e ValorNatalia LescanoPas encore d'évaluation
- O Caso Maintenance GabaritoDocument8 pagesO Caso Maintenance GabaritoNatalia LescanoPas encore d'évaluation
- Estudo Caso Lean ServicosDocument12 pagesEstudo Caso Lean ServicosNatalia LescanoPas encore d'évaluation
- Engenharia de Alimentos Univ Estad MaringaDocument12 pagesEngenharia de Alimentos Univ Estad MaringaNatalia LescanoPas encore d'évaluation
- Gestão Pela Teoria Das RestriçõesDocument6 pagesGestão Pela Teoria Das RestriçõesNatalia LescanoPas encore d'évaluation
- Pensando e Vivenciando A ToC Aula 7 Experimento 6 Adotando o OPTDocument13 pagesPensando e Vivenciando A ToC Aula 7 Experimento 6 Adotando o OPTNatalia LescanoPas encore d'évaluation
- TCC O Consumo de Cosméticos e PerfumariaDocument82 pagesTCC O Consumo de Cosméticos e PerfumariaGiovani Santos Jr.100% (2)
- Aula 4 - Experiencias IndustriaisDocument15 pagesAula 4 - Experiencias IndustriaisNatalia LescanoPas encore d'évaluation
- Pensando e Vivenciando A ToC Aula 3Document11 pagesPensando e Vivenciando A ToC Aula 3Natalia LescanoPas encore d'évaluation
- Requisitos técnicos para produtos infantisDocument1 pageRequisitos técnicos para produtos infantisNatalia LescanoPas encore d'évaluation
- Engenharia de Alimentos Univ Estadual Ponta GrossaDocument12 pagesEngenharia de Alimentos Univ Estadual Ponta GrossaNatalia LescanoPas encore d'évaluation
- ABIPEHC 2edicao Layout 1Document70 pagesABIPEHC 2edicao Layout 1jones32Pas encore d'évaluation
- 327 Manual EnergiasRenovaveisDocument14 pages327 Manual EnergiasRenovaveisEvaldo AgnolettoPas encore d'évaluation
- Fabricação de Produtos Higiene PessoalDocument37 pagesFabricação de Produtos Higiene PessoalAntonio Ariza Neto ArizaPas encore d'évaluation
- Registro de Cosméticos Curso BPF SPDocument73 pagesRegistro de Cosméticos Curso BPF SPNatalia LescanoPas encore d'évaluation
- MBA Executivo em Gestão EmpresarialDocument3 pagesMBA Executivo em Gestão EmpresarialNatalia LescanoPas encore d'évaluation
- Tese HPPC Higiene Pessoal Perfumaria e CosméticosDocument177 pagesTese HPPC Higiene Pessoal Perfumaria e CosméticosNatalia LescanoPas encore d'évaluation
- Anvisa - CosmeticosDocument38 pagesAnvisa - CosmeticosAri CerantoPas encore d'évaluation
- Colageno LíquidoDocument2 pagesColageno LíquidoNatalia LescanoPas encore d'évaluation
- Estudo Caso Lean ServicosDocument12 pagesEstudo Caso Lean ServicosNatalia LescanoPas encore d'évaluation
- Plano de negócios imobiliários: incorporaçãoDocument120 pagesPlano de negócios imobiliários: incorporaçãojamesinacio16Pas encore d'évaluation
- BooDocument2 pagesBoorrccmmPas encore d'évaluation
- Gestor de Recursos Humano 23Document240 pagesGestor de Recursos Humano 23Fabiano NevesPas encore d'évaluation
- O Papel Da Auditoria e Da Controladoria Na Empresa de Construção CivilDocument35 pagesO Papel Da Auditoria e Da Controladoria Na Empresa de Construção CivilRosineli Cardoso FernandesPas encore d'évaluation
- Gestão Estratégica Com Foco Na Administração Pública - Turma 01 A - Prova FinalDocument11 pagesGestão Estratégica Com Foco Na Administração Pública - Turma 01 A - Prova FinalGooooooooooogleThls100% (1)
- Estrategias de Marketing DigitalDocument130 pagesEstrategias de Marketing DigitalGabriela Beatriz dos SantosPas encore d'évaluation
- Iluminação natural nos monumentos PortuguesesDocument55 pagesIluminação natural nos monumentos PortuguesesnpnegociosPas encore d'évaluation
- Métodos Quantitativos para Iniciantes em Ciência Política PDFDocument257 pagesMétodos Quantitativos para Iniciantes em Ciência Política PDFDouglas Zaidan100% (2)
- Formação Docente 1 N. 01 Ago.-Dez. 2009 Identidade DocenteDocument131 pagesFormação Docente 1 N. 01 Ago.-Dez. 2009 Identidade DocenteGustavoPiraPas encore d'évaluation
- Guia Técnico Gestão Energética Municipal ProcelGEMDocument140 pagesGuia Técnico Gestão Energética Municipal ProcelGEMRodrigo Santos VieiraPas encore d'évaluation
- Arte pública colaborativa e produção de subjetividadeDocument14 pagesArte pública colaborativa e produção de subjetividadeLeonardo LimaPas encore d'évaluation
- Vac Velocidade de Atrvessamento ConstanteDocument8 pagesVac Velocidade de Atrvessamento ConstanteRamon QueirozPas encore d'évaluation
- LIVRO O Design Como Diferencial CompetitivoDocument65 pagesLIVRO O Design Como Diferencial CompetitivoCarol Guimarães TakedaPas encore d'évaluation
- Sete Dimensões Da GC e 100 PráticasDocument108 pagesSete Dimensões Da GC e 100 PráticasMoisés da SilvaPas encore d'évaluation
- Simulado Preparatório PEB IDocument21 pagesSimulado Preparatório PEB IpmdfilPas encore d'évaluation
- Estou em ReuniaoDocument22 pagesEstou em ReuniaoMarcius RogérioPas encore d'évaluation
- PDF Grupos e Equipes de TrabalhoDocument51 pagesPDF Grupos e Equipes de TrabalhoBelanny Lopes100% (1)
- Plano Estratégico PMMG 2009-2011Document92 pagesPlano Estratégico PMMG 2009-2011asgard13Pas encore d'évaluation
- Sternberg - A Eficacia Do Ensino e A Avaliacao TriarquicaDocument11 pagesSternberg - A Eficacia Do Ensino e A Avaliacao TriarquicaGeuciane GuerimPas encore d'évaluation
- Feminismo: os paradoxos da diferença sexualDocument12 pagesFeminismo: os paradoxos da diferença sexualPoliana QueirozPas encore d'évaluation
- Um Instrumento para A Avaliacao de Sistemas de Ges PDFDocument16 pagesUm Instrumento para A Avaliacao de Sistemas de Ges PDFthamirislopesPas encore d'évaluation
- Princiapl Documento Dad Delta PDFDocument95 pagesPrinciapl Documento Dad Delta PDFMaria100% (1)
- 25 Regras de Disciplina Do TraderDocument9 pages25 Regras de Disciplina Do TraderApatzer32100% (2)
- O Pens Amen To de Jack WelchDocument52 pagesO Pens Amen To de Jack WelchThiago CardosoPas encore d'évaluation
- Revista GPTW BaixaDocument164 pagesRevista GPTW BaixaAndson RodriguesPas encore d'évaluation
- Fatores que influenciam na gestão da manutenção de empresa de TV a caboDocument21 pagesFatores que influenciam na gestão da manutenção de empresa de TV a caboAnonymous wVcSUm6oPas encore d'évaluation
- Kozu-Ferneyhough - Complexidade, Figura Eritmo Artigo-Forumclm2002Document11 pagesKozu-Ferneyhough - Complexidade, Figura Eritmo Artigo-Forumclm2002Luã AlmeidaPas encore d'évaluation
- Gestão territorial e articulação entre PAIF e SCFVDocument36 pagesGestão territorial e articulação entre PAIF e SCFVLeandro BicalhoPas encore d'évaluation
- Revista EmbalagemMarca 047 - Julho 2003Document52 pagesRevista EmbalagemMarca 047 - Julho 2003EmbalagemMarcaPas encore d'évaluation
- Aguas Do Brasil Final 02 OptDocument226 pagesAguas Do Brasil Final 02 OptlagartojrPas encore d'évaluation