Vous aimerez peut-être aussi
- Orbit V32N3 2012 Q3Document68 pagesOrbit V32N3 2012 Q3huliplay100% (1)
- Is My Machine OK?: A Field Guide to Assessing Process MachineryD'EverandIs My Machine OK?: A Field Guide to Assessing Process MachineryPas encore d'évaluation
- 10 Components of A Successful Vibration Program 2Document5 pages10 Components of A Successful Vibration Program 2allmcbeallPas encore d'évaluation
- Vibration MonitoringDocument67 pagesVibration MonitoringApurv Khandelwal100% (4)
- Tunisia Bently Presentation DayDocument208 pagesTunisia Bently Presentation DayHamdi Mohamed100% (1)
- Time Waveform AnalysisDocument26 pagesTime Waveform AnalysisSurika Martalina100% (1)
- Introduction to Vibration Analysis Programs (40Document52 pagesIntroduction to Vibration Analysis Programs (40Sam100% (3)
- Introduction To PeakvueDocument55 pagesIntroduction To PeakvueAhmed Nazeem100% (4)
- Vibration Assessment QuizDocument2 pagesVibration Assessment QuizJose Luis RattiaPas encore d'évaluation
- System1tipstricks132 1 2Document10 pagesSystem1tipstricks132 1 2nabil160874Pas encore d'évaluation
- ISO Vibration Analysis Certification Exam Cat I Part 3 Signal Processing Ali M Al-ShurafaDocument1 pageISO Vibration Analysis Certification Exam Cat I Part 3 Signal Processing Ali M Al-ShurafaMohammed Kamel Tony100% (1)
- Vibration AnalysisDocument22 pagesVibration Analysisvenkat chakPas encore d'évaluation
- Turbomachinery Vibration Monitoring PDFDocument150 pagesTurbomachinery Vibration Monitoring PDFTheerayoot Poomchai100% (3)
- System 1Document4 pagesSystem 1nabil160874Pas encore d'évaluation
- Vibration Analysis Gt6 Generator LibyaDocument6 pagesVibration Analysis Gt6 Generator LibyaRohit GunerkarPas encore d'évaluation
- Motor Vibration AnalysisDocument61 pagesMotor Vibration Analysiskiki kamuiPas encore d'évaluation
- Autocorrelation: 131 CAT IV Part 1 - Signal Processing SlidebookDocument8 pagesAutocorrelation: 131 CAT IV Part 1 - Signal Processing SlidebookLe Thanh Hai100% (2)
- Vibration Chart CharloteDocument25 pagesVibration Chart Charloteantok09100% (1)
- Vibration Fundamentals To System 1Document76 pagesVibration Fundamentals To System 1rajurajangam88% (8)
- Detect Machinery Faults by Using Peak VueDocument13 pagesDetect Machinery Faults by Using Peak VueHarold Alconz100% (2)
- ISO 18436 Category II Vibration Analyst TrainingDocument4 pagesISO 18436 Category II Vibration Analyst TrainingDean Lofall0% (1)
- EM104 - Orbital Analysis - Kelm - 0612Document16 pagesEM104 - Orbital Analysis - Kelm - 0612RobertoSlzr100% (1)
- Gearbox Vibration Analysis Case StudiesDocument8 pagesGearbox Vibration Analysis Case StudiesAndré Luiz Nogueira100% (5)
- Field Monitor Book PDFDocument284 pagesField Monitor Book PDFCamilo Andres QuinteroPas encore d'évaluation
- Machinery Diagnostic PlotsDocument16 pagesMachinery Diagnostic Plotsfazzlie100% (1)
- Timebase Plots ExplainedDocument18 pagesTimebase Plots ExplainedManuel L LombarderoPas encore d'évaluation
- CAT II Activity Book v4.0 - Letter - Answer KeyDocument7 pagesCAT II Activity Book v4.0 - Letter - Answer Keyazay_saja100% (2)
- System 1 v18.2 Machinery Condition Monitoring PDFDocument14 pagesSystem 1 v18.2 Machinery Condition Monitoring PDFEmanuel CondePas encore d'évaluation
- Vibration Adv 0402Document433 pagesVibration Adv 0402Sajid Rafique100% (7)
- ISO 18436 Category IV Vibration Analyst Training TopicsDocument1 pageISO 18436 Category IV Vibration Analyst Training TopicsDean LofallPas encore d'évaluation
- VIBS Modal Overview 021703 MACLDocument55 pagesVIBS Modal Overview 021703 MACLBakkiya RajPas encore d'évaluation
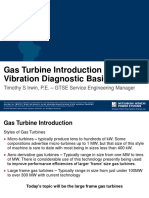
- GT Intro and Vibration Diagnostic Basics - Piedmont PDFDocument71 pagesGT Intro and Vibration Diagnostic Basics - Piedmont PDFAnonymous OFwyjaMyPas encore d'évaluation
- Detection of Ski Slopes in Vibration SpectrumsDocument7 pagesDetection of Ski Slopes in Vibration SpectrumsjeyaselvanmPas encore d'évaluation
- ISO Vibration Analysis Certification Exam Cat I Part 3 Signal Processing Ali M Al-Shurafa PDFDocument1 pageISO Vibration Analysis Certification Exam Cat I Part 3 Signal Processing Ali M Al-Shurafa PDFMohammed Kamel TonyPas encore d'évaluation
- CMVA Vibration Math FormulasDocument4 pagesCMVA Vibration Math Formulasyianisr5990Pas encore d'évaluation
- Orbit Analysis-2019-2561Document23 pagesOrbit Analysis-2019-2561Zaheer Ahmad Raza100% (4)
- CM3141 en Bump Test ModuleDocument2 pagesCM3141 en Bump Test ModuleLuisSilvaPas encore d'évaluation
- Predictive Maintenance Solutions for RM ChemicalsDocument25 pagesPredictive Maintenance Solutions for RM ChemicalsAnant Jain100% (1)
- ISO 18436 Category IV Vibration Analyst TrainingDocument4 pagesISO 18436 Category IV Vibration Analyst TrainingDean Lofall0% (1)
- Vibration Analysis Level 1Document3 pagesVibration Analysis Level 1mohanmani0250% (2)
- Vibraition For Non-Vibraiton EngineersDocument35 pagesVibraition For Non-Vibraiton EngineersMuralitcl100% (1)
- Why Phase Information Is Important For Diagnosing Machinery ProblemsDocument3 pagesWhy Phase Information Is Important For Diagnosing Machinery ProblemsdinhdtPas encore d'évaluation
- ISO VA DocumentDocument20 pagesISO VA DocumentgsaiprasathPas encore d'évaluation
- AMPLITUDE MODULATION Versus BEATSDocument5 pagesAMPLITUDE MODULATION Versus BEATSHaitham YoussefPas encore d'évaluation
- ORBIT AnalysisDocument4 pagesORBIT AnalysisManoj PaneriPas encore d'évaluation
- Vibration Analysis Certification Exam Certified Analyst Category I Principles of Vibration Test Sample Question PDFDocument1 pageVibration Analysis Certification Exam Certified Analyst Category I Principles of Vibration Test Sample Question PDFMohammed Kamel TonyPas encore d'évaluation
- Cuaderno Curso - CAT I Activity Book Spanish With CoverDocument34 pagesCuaderno Curso - CAT I Activity Book Spanish With CoverJose Raul Reyes Dominguez100% (1)
- Vibration Analysis Manual Rev0Document143 pagesVibration Analysis Manual Rev0iradanke100% (5)
- Condition Monitoring of Centrifugal Blower Using Vibration Analysis PDFDocument10 pagesCondition Monitoring of Centrifugal Blower Using Vibration Analysis PDFJose PradoPas encore d'évaluation
- Forsthoffer’s Component Condition MonitoringD'EverandForsthoffer’s Component Condition MonitoringÉvaluation : 4 sur 5 étoiles4/5 (2)
- Rotating Machinery Reliability for Technicians and EngineersD'EverandRotating Machinery Reliability for Technicians and EngineersPas encore d'évaluation
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideD'EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideÉvaluation : 2 sur 5 étoiles2/5 (1)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisD'EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisÉvaluation : 4 sur 5 étoiles4/5 (2)
- Structural Health MonitoringD'EverandStructural Health MonitoringDaniel BalageasPas encore d'évaluation
- Vibration Field Guide (For the Newbie Vibration Analyst)D'EverandVibration Field Guide (For the Newbie Vibration Analyst)Pas encore d'évaluation
- Mechanical Vibrations and Condition MonitoringD'EverandMechanical Vibrations and Condition MonitoringÉvaluation : 5 sur 5 étoiles5/5 (1)
- Practical Machinery Vibration Analysis and Predictive MaintenanceD'EverandPractical Machinery Vibration Analysis and Predictive MaintenanceÉvaluation : 4.5 sur 5 étoiles4.5/5 (10)
- GEA20093 Orbit V32N4 2012Q4 HRDocument60 pagesGEA20093 Orbit V32N4 2012Q4 HRChad HuntPas encore d'évaluation
- Orbit V31N1 2011 Q1Document60 pagesOrbit V31N1 2011 Q1KrishnaPas encore d'évaluation
- Circle of Fifths Guitar PDFDocument15 pagesCircle of Fifths Guitar PDFJose PradoPas encore d'évaluation
- Chords Intervals Construction PDFDocument31 pagesChords Intervals Construction PDFDavid BogPas encore d'évaluation
- Guitar Chords Ebook PDFDocument24 pagesGuitar Chords Ebook PDFbottom2x100% (1)
- The Art of Gear Fabrication PDFDocument222 pagesThe Art of Gear Fabrication PDFJose Prado100% (2)
- Learning The ModesDocument3 pagesLearning The ModesJose PradoPas encore d'évaluation
- 40 Exotic Guitar Scales Patterns PDFDocument17 pages40 Exotic Guitar Scales Patterns PDFJose PradoPas encore d'évaluation
- Fachords Scales ArpeggiosDocument24 pagesFachords Scales ArpeggiosJose PradoPas encore d'évaluation
- Rotating Machine Fault Diagnostics Using VibrationDocument234 pagesRotating Machine Fault Diagnostics Using VibrationJose PradoPas encore d'évaluation
- Thermosiphon Reboilers: Characteristics and Design ParametersDocument7 pagesThermosiphon Reboilers: Characteristics and Design ParametersAlwin James100% (1)
- Appreciating The Japanese Sword by NBTHK PDFDocument7 pagesAppreciating The Japanese Sword by NBTHK PDFDaniel Nicolas BriccolaPas encore d'évaluation
- Overlapped FFT ProcessingDocument24 pagesOverlapped FFT ProcessingvandalashahPas encore d'évaluation
- Japanese SwordsDocument6 pagesJapanese SwordsJose PradoPas encore d'évaluation
- Waveform DigitizersDocument71 pagesWaveform DigitizersJose Prado100% (1)
- Condition Monitoring of Centrifugal Blower Using Vibration Analysis PDFDocument10 pagesCondition Monitoring of Centrifugal Blower Using Vibration Analysis PDFJose PradoPas encore d'évaluation
- Fault Detection of Electrical Motors Based On Vibration AnalysisDocument7 pagesFault Detection of Electrical Motors Based On Vibration AnalysisJose PradoPas encore d'évaluation
- Modelling and Analysis of BladeDocument8 pagesModelling and Analysis of BladeJose PradoPas encore d'évaluation
- Full Spectrums and Other Vibration Two-DimensionaDocument5 pagesFull Spectrums and Other Vibration Two-DimensionaTecnicas Predictivas SacPas encore d'évaluation
- Time-Frequency Analysis of Shock and Vibration MeasurementsDocument10 pagesTime-Frequency Analysis of Shock and Vibration MeasurementsJose PradoPas encore d'évaluation
- Guideline For Field Testing of Reciprocating Compressor Performance PDFDocument173 pagesGuideline For Field Testing of Reciprocating Compressor Performance PDFJose PradoPas encore d'évaluation
- 15 Years Later: On The Physics of High-Rise Building CollapsesDocument6 pages15 Years Later: On The Physics of High-Rise Building CollapsesrawoPas encore d'évaluation
- The Art of Gear Fabrication PDFDocument222 pagesThe Art of Gear Fabrication PDFJose Prado100% (4)
- SKF Bearing Failure and CausesDocument44 pagesSKF Bearing Failure and CausescazacuphPas encore d'évaluation
- Motor Bearing Current PhenomenonDocument13 pagesMotor Bearing Current PhenomenonJose PradoPas encore d'évaluation
- Steam Turbine Blade Failures PDFDocument24 pagesSteam Turbine Blade Failures PDFJose PradoPas encore d'évaluation
- An Investigation of Shaft Current in A Large Sleeve Bearing Induction MachineDocument358 pagesAn Investigation of Shaft Current in A Large Sleeve Bearing Induction MachineJose Prado100% (1)
- Electrically Induced Bearing Damage and Shaft Currents PDFDocument76 pagesElectrically Induced Bearing Damage and Shaft Currents PDFJose PradoPas encore d'évaluation
- Implementation of The Vold-Kalman Order Tracking FiltersDocument8 pagesImplementation of The Vold-Kalman Order Tracking FiltersJose PradoPas encore d'évaluation
- The Rationale of Monitoring Vibration On Rotating Machinery PDFDocument10 pagesThe Rationale of Monitoring Vibration On Rotating Machinery PDFJose PradoPas encore d'évaluation
- Electrically Induced Bearing Damage and Shaft Currents PDFDocument76 pagesElectrically Induced Bearing Damage and Shaft Currents PDFJose PradoPas encore d'évaluation
- Remote Experimental Vibration Analysis of Mechanical Structures Over The InternetDocument14 pagesRemote Experimental Vibration Analysis of Mechanical Structures Over The InternetJose PradoPas encore d'évaluation
- Monsterology Activity KitDocument2 pagesMonsterology Activity KitCandlewick PressPas encore d'évaluation
- General Psychology - Unit 2Document23 pagesGeneral Psychology - Unit 2shivapriya ananthanarayananPas encore d'évaluation
- Vertical Jaw Relation Recording MethodsDocument17 pagesVertical Jaw Relation Recording MethodsHarish VsPas encore d'évaluation
- Nutrition Effects of VitaminsDocument21 pagesNutrition Effects of Vitaminsblessed cccPas encore d'évaluation
- Parameters Governing Predicted and Actual RQD Estimation - FINAL - PUBLISHED - VERSIONDocument14 pagesParameters Governing Predicted and Actual RQD Estimation - FINAL - PUBLISHED - VERSIONKristian Murfitt100% (1)
- Grammarism Ed Ing Adjectives Test 4 1189424Document2 pagesGrammarism Ed Ing Adjectives Test 4 1189424Royal Stars Drama AcademyPas encore d'évaluation
- Dr. Blyden: Chronic Obstructive Pulmonary Disease (Copd)Document63 pagesDr. Blyden: Chronic Obstructive Pulmonary Disease (Copd)Blyden NoahPas encore d'évaluation
- Reference Design Hardware Guide for EVM CE-2Document7 pagesReference Design Hardware Guide for EVM CE-2Angie FoleyPas encore d'évaluation
- MACRO XII Subhash Dey All Chapters PPTs (Teaching Made Easier)Document2 231 pagesMACRO XII Subhash Dey All Chapters PPTs (Teaching Made Easier)Vatsal HarkarPas encore d'évaluation
- Shariff NDocument4 pagesShariff NKruu ChinnuPas encore d'évaluation
- Dokumen - Tips - Astm A535 9 Percent NickelDocument5 pagesDokumen - Tips - Astm A535 9 Percent NickelJeovanne CabralPas encore d'évaluation
- Narayana Sukta MeaningDocument4 pagesNarayana Sukta Meaningvinai.20Pas encore d'évaluation
- 322439480MVR Single Page Single Page Booklet - OPTDocument12 pages322439480MVR Single Page Single Page Booklet - OPTlarry vargas bautistaPas encore d'évaluation
- Dod EngDocument2 pagesDod Engvk4415003Pas encore d'évaluation
- Manoeuvrability Final EditedDocument12 pagesManoeuvrability Final EditedSaptarshi BasuPas encore d'évaluation
- Comparison Study of Conventional Hot-Water and Microwave Blanching at Different Timetemperaturepower Combinations On The Quality of Potatoes.Document72 pagesComparison Study of Conventional Hot-Water and Microwave Blanching at Different Timetemperaturepower Combinations On The Quality of Potatoes.DavldSmith100% (1)
- The Karnataka Maternity Benefit (Amendment) Rules 2019Document30 pagesThe Karnataka Maternity Benefit (Amendment) Rules 2019Manisha SPas encore d'évaluation
- Coley A4Document49 pagesColey A4mfiarkeeaPas encore d'évaluation
- Margot's Cafe MenuDocument1 pageMargot's Cafe Menumichael_burns_24Pas encore d'évaluation
- Dell Precision Workstations: The #1 Workstations in The WorldDocument7 pagesDell Precision Workstations: The #1 Workstations in The WorldDiego RodriguezPas encore d'évaluation
- English Test 6Document87 pagesEnglish Test 6Ha PhanPas encore d'évaluation
- Capacity and Safety Analysis of Hard Shoulder Running HSR A Motorway Case Study 2016 Transportation Research Part A Policy and PracticeDocument22 pagesCapacity and Safety Analysis of Hard Shoulder Running HSR A Motorway Case Study 2016 Transportation Research Part A Policy and PracticeZen ZeePas encore d'évaluation
- Service Manual: EQ1030T47D-820 Light Commercial TruckDocument175 pagesService Manual: EQ1030T47D-820 Light Commercial TruckYonny ColquePas encore d'évaluation
- Total Tattoo-June 2021Document114 pagesTotal Tattoo-June 2021Comicgek100% (2)
- 1 s2.0 S2210803316300781 MainDocument8 pages1 s2.0 S2210803316300781 MainGilang Aji P. EmonPas encore d'évaluation
- Hobby 01: COD. 9942062.01 REV. 00Document9 pagesHobby 01: COD. 9942062.01 REV. 00Alexander SharamiginPas encore d'évaluation
- Stepan Pol BC 180Document2 pagesStepan Pol BC 180Parag RautPas encore d'évaluation
- Hart Fuller Debate: Hart Fuller Debate Is One of The Most Interesting Academic Debates of All Times That Took Place inDocument1 pageHart Fuller Debate: Hart Fuller Debate Is One of The Most Interesting Academic Debates of All Times That Took Place inAmishaPas encore d'évaluation
- Nest Installation GuideDocument8 pagesNest Installation GuideOzzyPas encore d'évaluation
- Lab 1 Free Fall GEC - CEA21 - OERSTEDDocument6 pagesLab 1 Free Fall GEC - CEA21 - OERSTEDLee-Ann LimPas encore d'évaluation