Vous aimerez peut-être aussi
- Freight Logistics and Transport Systems in Europe Executive SummaryDocument40 pagesFreight Logistics and Transport Systems in Europe Executive Summarycanavese63Pas encore d'évaluation
- Glossary of FIBC Terms PDFDocument5 pagesGlossary of FIBC Terms PDFZahir KhiraPas encore d'évaluation
- Mil DTL 16232GDocument17 pagesMil DTL 16232GPatrick StanleyPas encore d'évaluation
- As NZS 62115-2008 Electric Toys - SafetyDocument9 pagesAs NZS 62115-2008 Electric Toys - SafetySAI Global - APACPas encore d'évaluation
- Recommendations For The Use and Test of ESD Protective Garments in Electronics IndustryDocument49 pagesRecommendations For The Use and Test of ESD Protective Garments in Electronics IndustrymayPas encore d'évaluation
- Dod P 16232F PDFDocument24 pagesDod P 16232F PDFMichael SkrablePas encore d'évaluation
- Mil STD 2073 1d (Appendix C)Document24 pagesMil STD 2073 1d (Appendix C)mtcengineering100% (1)
- YETI - Product Manual (00000002)Document35 pagesYETI - Product Manual (00000002)vesalocalbusPas encore d'évaluation
- 01 ISO 19011 2002 StandardDocument38 pages01 ISO 19011 2002 StandardYoudy FajarPas encore d'évaluation
- Cashmere in PDFDocument63 pagesCashmere in PDFBanjosePas encore d'évaluation
- White Paper Load Carrying Capacity PPT 2.2.18Document46 pagesWhite Paper Load Carrying Capacity PPT 2.2.18Dhiren DarjiPas encore d'évaluation
- Johnson and JohnsonDocument5 pagesJohnson and JohnsonushaPas encore d'évaluation
- Mil STD 188 125 2Document148 pagesMil STD 188 125 2shivasraiPas encore d'évaluation
- ISO 19011 Guidelines Audit Quality Environmental SystemsDocument17 pagesISO 19011 Guidelines Audit Quality Environmental SystemsPuma LunaPas encore d'évaluation
- Waspmote 4g Networking GuideDocument47 pagesWaspmote 4g Networking GuidedritanPas encore d'évaluation
- Astm E-2079Document10 pagesAstm E-2079hsny116Pas encore d'évaluation
- U.S. Key Economic IndicaDocument24 pagesU.S. Key Economic IndicapetefaderPas encore d'évaluation
- Wax in Crude Oil ProjectDocument4 pagesWax in Crude Oil ProjectHuda Alkhouri100% (1)
- Astm F 541-04Document6 pagesAstm F 541-04Jorge ToribioPas encore d'évaluation
- Advanced Technical Textile ProductsDocument60 pagesAdvanced Technical Textile ProductsCansu KaragozPas encore d'évaluation
- Gm1738na 4.0Document39 pagesGm1738na 4.0JOECOOL67Pas encore d'évaluation
- "Why Are My Stainless Steel Filters Getting Pin-Hole Leaks?Document2 pages"Why Are My Stainless Steel Filters Getting Pin-Hole Leaks?Tahseen ShPas encore d'évaluation
- SOP AmmoniaDocument6 pagesSOP AmmoniaNakkolopPas encore d'évaluation
- TestDocument38 pagesTesta4081745Pas encore d'évaluation
- Mercerisation and Liquid Ammonia PDFDocument8 pagesMercerisation and Liquid Ammonia PDFNadia100% (1)
- Supply Chain Demand ForecastingDocument37 pagesSupply Chain Demand Forecastingzubair_ahmed_importsPas encore d'évaluation
- TECHOP - ODP - 16 - (P) - Part - 2 - (DP SME PRACTITIONER COMPETENCY ELEMENTS) - INTERIM - Ver1 - 03201921 PDFDocument45 pagesTECHOP - ODP - 16 - (P) - Part - 2 - (DP SME PRACTITIONER COMPETENCY ELEMENTS) - INTERIM - Ver1 - 03201921 PDFDouglas BemficaPas encore d'évaluation
- E1252 PDFDocument13 pagesE1252 PDFrajlaxmi joshiPas encore d'évaluation
- Mil PRF 9000LDocument10 pagesMil PRF 9000L邱瑞河Pas encore d'évaluation
- Nicholas A. J. Hastings (Auth.) - Physical Asset Management (2010, Springer London)Document77 pagesNicholas A. J. Hastings (Auth.) - Physical Asset Management (2010, Springer London)Darel Muhammad KamilPas encore d'évaluation
- Chumbana Kanda-Jayahtilaka Kammellaweera A Review by Dawson PreethiDocument11 pagesChumbana Kanda-Jayahtilaka Kammellaweera A Review by Dawson PreethiDawson Preethi EAPas encore d'évaluation
- Frederick Passman Microbial Contamination Control Fuel SystemsDocument17 pagesFrederick Passman Microbial Contamination Control Fuel SystemsAnaniasRodriguesChavesFilhoPas encore d'évaluation
- FIBC & Jumbo BagsDocument13 pagesFIBC & Jumbo BagsShakti ShuklaPas encore d'évaluation
- Implementing ISO9001 in The Construction IndustryDocument26 pagesImplementing ISO9001 in The Construction IndustryAugust Ponge100% (1)
- Trelleborg Users Chart 2011Document13 pagesTrelleborg Users Chart 2011hemontoyPas encore d'évaluation
- AlohaDocument32 pagesAlohasamy_dooPas encore d'évaluation
- Atmospheric Water Generator Instruction ManualDocument39 pagesAtmospheric Water Generator Instruction ManualClaire LPas encore d'évaluation
- Efficient factory floor layoutDocument1 pageEfficient factory floor layoutSheena BansalPas encore d'évaluation
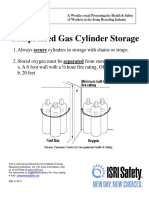
- Compressed Gas Cylinder Storage Safety Tips for Scrap Recycling WorkersDocument1 pageCompressed Gas Cylinder Storage Safety Tips for Scrap Recycling Workersahmed naveedPas encore d'évaluation
- RPM Gear Ratio ChartDocument4 pagesRPM Gear Ratio ChartNakkolopPas encore d'évaluation
- Corrosion of Metals Associated With Wood PDFDocument6 pagesCorrosion of Metals Associated With Wood PDFPaul Dan OctavianPas encore d'évaluation
- Commercial Plywood Vs Marine PlywoodDocument1 pageCommercial Plywood Vs Marine Plywoodanuchn007Pas encore d'évaluation
- Accuracy of Intermittent Demand EstimatesDocument12 pagesAccuracy of Intermittent Demand EstimatesWojciech ŚledziewskiPas encore d'évaluation
- As 5808-2009 Child-Resistant Packaging - Requirements and Testing Procedures For Non-Reclosable Packages ForDocument10 pagesAs 5808-2009 Child-Resistant Packaging - Requirements and Testing Procedures For Non-Reclosable Packages ForSAI Global - APACPas encore d'évaluation
- Geotextile Non Woven SpecificationDocument4 pagesGeotextile Non Woven SpecificationLow Kah ZhoyPas encore d'évaluation
- RoHS Compliant Test ReportDocument3 pagesRoHS Compliant Test Reportanon_413476106Pas encore d'évaluation
- Aa Afrg 000005Document33 pagesAa Afrg 000005HDPas encore d'évaluation
- Mil PRF 24596b Amendment 1Document27 pagesMil PRF 24596b Amendment 1JFRD69Pas encore d'évaluation
- Aircraft and Support Equipment Polyurethane Coating SpecificationDocument24 pagesAircraft and Support Equipment Polyurethane Coating SpecificationmurphygtPas encore d'évaluation
- Mil PRF 87937DDocument23 pagesMil PRF 87937DmurphygtPas encore d'évaluation
- Mil PRF 32440BDocument17 pagesMil PRF 32440BeiearjunPas encore d'évaluation
- Mil PRF 23377JDocument18 pagesMil PRF 23377J杜文欽Pas encore d'évaluation
- Ultra-Thin Film Corrosion Preventive Compounds SpecDocument36 pagesUltra-Thin Film Corrosion Preventive Compounds SpecPDDELUCAPas encore d'évaluation
- Mil PRF 24712BDocument18 pagesMil PRF 24712Bchristopher.j.morris20.civPas encore d'évaluation
- Mil PRF 32440B - Amendment 1Document17 pagesMil PRF 32440B - Amendment 1eiearjun100% (1)
- Mil PRF 32440Document13 pagesMil PRF 32440eiearjunPas encore d'évaluation
- MIL-PRF-32239 Performance Spec for Advanced Aerospace CoatingsDocument36 pagesMIL-PRF-32239 Performance Spec for Advanced Aerospace CoatingsGuritno GustiantoPas encore d'évaluation
- Check The Source To Verify That This Is The Current Version Before UseDocument12 pagesCheck The Source To Verify That This Is The Current Version Before UseDanaMelinPas encore d'évaluation
- MIL-PRF-23377 Rev. KDocument19 pagesMIL-PRF-23377 Rev. KRoban BieberPas encore d'évaluation
- Mil PRF 29608CDocument13 pagesMil PRF 29608CSutopoPas encore d'évaluation
- Compact Wallet: Kobe Beefy 2017Document2 pagesCompact Wallet: Kobe Beefy 2017SinghalukKlumsatianPas encore d'évaluation
- The Art of Woodworking Vol 17 - Shaker Furniture PDFDocument148 pagesThe Art of Woodworking Vol 17 - Shaker Furniture PDFMihai Gabriel Voinescu100% (2)
- Typical LengthsDocument2 pagesTypical LengthsSinghalukKlumsatianPas encore d'évaluation
- DIY Leather Tablet CaseDocument71 pagesDIY Leather Tablet CaseNewvov100% (2)
- 21leather CraftDocument156 pages21leather CraftSinghalukKlumsatian100% (1)
- Leather Key Holder1 PDFDocument2 pagesLeather Key Holder1 PDFSinghalukKlumsatianPas encore d'évaluation
- Leather Key Holder1 PDFDocument2 pagesLeather Key Holder1 PDFSinghalukKlumsatianPas encore d'évaluation
- DIY Leather Tablet CaseDocument71 pagesDIY Leather Tablet CaseNewvov100% (2)
- 14leather Craft PDFDocument172 pages14leather Craft PDFSinghalukKlumsatian100% (2)
- 19leather CraftDocument218 pages19leather CraftSinghalukKlumsatian100% (1)
- 16leather CraftDocument145 pages16leather CraftSinghalukKlumsatianPas encore d'évaluation
- 皮革工艺14Document172 pages皮革工艺14Anonymous Hz5fBwKmRPas encore d'évaluation
- Mil DTL 24441 - 35aDocument4 pagesMil DTL 24441 - 35aSinghalukKlumsatianPas encore d'évaluation
- สอนทำกระเป๋าDocument95 pagesสอนทำกระเป๋าSinghalukKlumsatian100% (1)
- LeatherPatterns - Short WalletRED MOONDocument4 pagesLeatherPatterns - Short WalletRED MOONSinghalukKlumsatian67% (3)
- Aisi 1020 SteelDocument1 pageAisi 1020 SteelTushar SaxenaPas encore d'évaluation
- Leather Key Holder1Document2 pagesLeather Key Holder1SinghalukKlumsatianPas encore d'évaluation
- DOH Recommendations On Lead at Shooting RangeDocument5 pagesDOH Recommendations On Lead at Shooting RangeHNNPas encore d'évaluation
- Activated Carbon from Corn Cobs Removes Hg and PbDocument2 pagesActivated Carbon from Corn Cobs Removes Hg and PbKenneth John Anthony TabagPas encore d'évaluation
- Preparation of Chrome Yellow and Prussian Blue PigmentsDocument2 pagesPreparation of Chrome Yellow and Prussian Blue PigmentsAnanya BhatiaPas encore d'évaluation
- Cambridge IGCSE: CHEMISTRY 0620/43Document16 pagesCambridge IGCSE: CHEMISTRY 0620/43afyPas encore d'évaluation
- Baterias Narada Aplicaciones IndustrialesDocument88 pagesBaterias Narada Aplicaciones IndustrialesJose Carlos MartinezPas encore d'évaluation
- Mielke 2000Document11 pagesMielke 2000Ruliansyah LPas encore d'évaluation
- Astm F963 - 17Document90 pagesAstm F963 - 17Gözde KaraPas encore d'évaluation
- Wills Introduction PG 11-23Document13 pagesWills Introduction PG 11-23RogerJorgePas encore d'évaluation
- G&D Module 3 ToddlerDocument16 pagesG&D Module 3 ToddlerMa. Ydela MeradoresPas encore d'évaluation
- A Review of Biomarkers Used For Assessing Human Exposure To Metals From E-WasteDocument24 pagesA Review of Biomarkers Used For Assessing Human Exposure To Metals From E-WastebaridinoPas encore d'évaluation
- ATR Chapter1 X PDFDocument11 pagesATR Chapter1 X PDFMichael WilliamsPas encore d'évaluation
- Ulasimang-Bato (Peperomia Pellucida) What Is?Document8 pagesUlasimang-Bato (Peperomia Pellucida) What Is?Edgardo ValdezPas encore d'évaluation
- Msds Hidrogen PeroxideDocument6 pagesMsds Hidrogen PeroxideIntan Yeti SeptiyaniPas encore d'évaluation
- Silvering On Roman Coins PDFDocument9 pagesSilvering On Roman Coins PDFsa_xenopusPas encore d'évaluation
- Corrosion Science: Shima Karimi, Tirdad Nickchi, Akram AlfantaziDocument11 pagesCorrosion Science: Shima Karimi, Tirdad Nickchi, Akram AlfantaziAsriPas encore d'évaluation
- 2008 Chemistry Times With AnswerDocument32 pages2008 Chemistry Times With AnswerBrianChanPas encore d'évaluation
- Antioxidant PDFDocument11 pagesAntioxidant PDFJen LinaresPas encore d'évaluation
- BS en 881-2004Document22 pagesBS en 881-2004Abu Alhassan A.100% (1)
- Lucas Meyer Cosmetics Exop PDocument35 pagesLucas Meyer Cosmetics Exop PTrinettePas encore d'évaluation
- Ejercicio de Muestreo Muy FacilitoDocument15 pagesEjercicio de Muestreo Muy FacilitoJean Pool Alarcon VilaPas encore d'évaluation
- Apa - Tehnologii MedicaleDocument125 pagesApa - Tehnologii MedicaleNick OviciPas encore d'évaluation
- MS15054 - 00e MtuDocument177 pagesMS15054 - 00e MtuGioePas encore d'évaluation
- GRP 14 P Block CHEMHACK - 26cf7734 Ccd7 4b3d Aa3e 0d7baf6cf9d8Document7 pagesGRP 14 P Block CHEMHACK - 26cf7734 Ccd7 4b3d Aa3e 0d7baf6cf9d8aastha.v.patil03Pas encore d'évaluation
- Soldering Techniques CourseDocument67 pagesSoldering Techniques CourseVlada JelenićPas encore d'évaluation
- Salt 2 - Lead NitrateDocument2 pagesSalt 2 - Lead NitrateaaravPas encore d'évaluation
- Beam Modification FinalDocument50 pagesBeam Modification Finalapi-3726116100% (5)
- Liquitex Soft BodyDocument1 pageLiquitex Soft BodydoyleumPas encore d'évaluation
- Hellenistic Roman MedicineDocument13 pagesHellenistic Roman MedicinebibikhaikhoiPas encore d'évaluation
- 2224inst-Available Oia-1677 FIA (1) - CopiarDocument38 pages2224inst-Available Oia-1677 FIA (1) - CopiarFranco A. ZavaletaPas encore d'évaluation
- Project FMM - Fibers, Meteorite & MorgellonsDocument42 pagesProject FMM - Fibers, Meteorite & Morgellonsthisdraft100% (1)