Vous aimerez peut-être aussi
- Calendario Academico 2019Document7 pagesCalendario Academico 2019willsmith87Pas encore d'évaluation
- Cuestionario para TutorasDocument1 pageCuestionario para Tutoraswillsmith87Pas encore d'évaluation
- Probar y TentarDocument9 pagesProbar y Tentarwillsmith87100% (1)
- CO564 Planilla Capacitacion Infantil 2019Document8 pagesCO564 Planilla Capacitacion Infantil 2019willsmith87Pas encore d'évaluation
- Primer TallerDocument10 pagesPrimer Tallerwillsmith87Pas encore d'évaluation
- CartaDocument21 pagesCartawillsmith87Pas encore d'évaluation
- E Structur ADocument4 pagesE Structur Awillsmith87Pas encore d'évaluation
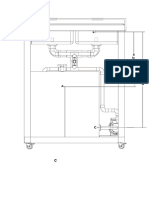
- Ensamblaje2 PDFDocument1 pageEnsamblaje2 PDFwillsmith87Pas encore d'évaluation
- Deleite PosterDocument1 pageDeleite Posterwillsmith87Pas encore d'évaluation
- Evidence Personal LikesDocument3 pagesEvidence Personal Likeswillsmith87Pas encore d'évaluation
- Ensamblaje 2Document1 pageEnsamblaje 2willsmith87Pas encore d'évaluation
- TALLER EXCEL IVA +funcion SiDocument4 pagesTALLER EXCEL IVA +funcion Siwillsmith87Pas encore d'évaluation
- Ensamblaje 2Document76 pagesEnsamblaje 2willsmith870% (1)
- Bandeja de Enfriamiento PDFDocument1 pageBandeja de Enfriamiento PDFwillsmith87Pas encore d'évaluation
- Tabla Rugosidad Absoluta MaterialesDocument1 pageTabla Rugosidad Absoluta MaterialesPerez JsPas encore d'évaluation
- Nuevo Documento de Microsoft WordDocument1 pageNuevo Documento de Microsoft Wordwillsmith87Pas encore d'évaluation
- TallerDocument3 pagesTallerwillsmith87Pas encore d'évaluation
- Parte HidraulicaDocument17 pagesParte Hidraulicawillsmith87Pas encore d'évaluation
- Formato Evidencia Producto Guia 3 Laramie QuinteroDocument1 pageFormato Evidencia Producto Guia 3 Laramie QuinteroDubraska Perez100% (2)
- Primer TallerDocument10 pagesPrimer Tallerwillsmith87Pas encore d'évaluation
- ReferenciaIEEE PDFDocument3 pagesReferenciaIEEE PDFwillsmith87Pas encore d'évaluation
- Organizacion EmpresarialDocument10 pagesOrganizacion Empresarialwillsmith87Pas encore d'évaluation
- Cuadro SinopticoDocument49 pagesCuadro Sinopticowillsmith87Pas encore d'évaluation
- Informe Hidraulica y NeumaticaDocument14 pagesInforme Hidraulica y Neumaticawillsmith87Pas encore d'évaluation
- Bandeja de EnfriamientoDocument1 pageBandeja de Enfriamientowillsmith87Pas encore d'évaluation
- Tabla Rugosidad Absoluta MaterialesDocument1 pageTabla Rugosidad Absoluta MaterialesPerez JsPas encore d'évaluation
- Tabla Rugosidad Absoluta MaterialesDocument1 pageTabla Rugosidad Absoluta Materialeswillsmith87Pas encore d'évaluation
- Estructura Martensitica IDocument8 pagesEstructura Martensitica Ivicius1979Pas encore d'évaluation
- Modelo Folder Colgante (A)Document8 pagesModelo Folder Colgante (A)willsmith87Pas encore d'évaluation
- CO300Document2 pagesCO300willsmith87Pas encore d'évaluation
- Comparendo AmbientalDocument33 pagesComparendo AmbientalEukarys SáenzPas encore d'évaluation
- El Mercado GlobalDocument43 pagesEl Mercado GlobalVanessaRonquillo100% (1)
- Costos Indirectos de Fabricación (Cif)Document5 pagesCostos Indirectos de Fabricación (Cif)Sheyla CartagenaPas encore d'évaluation
- Parcial Destilacion RoooDocument30 pagesParcial Destilacion RoooStefany PerezPas encore d'évaluation
- Practica de FundiciónDocument13 pagesPractica de FundiciónAiramHC92100% (1)
- MoldesDocument49 pagesMoldesAby ValenzuelaPas encore d'évaluation
- 0.2 Perfil de Solidos en AguasDocument13 pages0.2 Perfil de Solidos en AguasLEIDIPas encore d'évaluation
- Plastol 5000Document2 pagesPlastol 5000Carlos Andrés arciniegasPas encore d'évaluation
- Cap 55Document11 pagesCap 55wilmer herreraPas encore d'évaluation
- R. E. Veredas Asoc Las Gardenias de NaranjalDocument17 pagesR. E. Veredas Asoc Las Gardenias de NaranjalDavid Cornejo RuizPas encore d'évaluation
- Pe-Im-007-41575 - 4 Procedimiento de Identificacion Positiva de MaterialesDocument9 pagesPe-Im-007-41575 - 4 Procedimiento de Identificacion Positiva de MaterialesMarco VeraPas encore d'évaluation
- Guia de Estequiometria de RXDocument2 pagesGuia de Estequiometria de RXCuncunita del VallePas encore d'évaluation
- Qca Instrumental-Parcial Cromatografia1Document2 pagesQca Instrumental-Parcial Cromatografia1johan sneyder lesmes coquera100% (1)
- HL760-9 Es LowDocument12 pagesHL760-9 Es LowEdgar Rojas EspejoPas encore d'évaluation
- ANALISIS Sist. Agua PDocument25 pagesANALISIS Sist. Agua PLuz Villegas RuestaPas encore d'évaluation
- Antecedentes Detergente para DesmoldantesDocument6 pagesAntecedentes Detergente para DesmoldantesJosé Danilo Méndez SotoPas encore d'évaluation
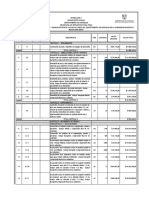
- 3.1. PRESUPUESTO OFICIAL LIC-10680 - Mantenimiento Nordeste y Magdalena MedioDocument7 pages3.1. PRESUPUESTO OFICIAL LIC-10680 - Mantenimiento Nordeste y Magdalena MedioesredaPas encore d'évaluation
- Actividades Claves y de Apoyo ManuelitaDocument3 pagesActividades Claves y de Apoyo ManuelitaPrada Quintero NayiverPas encore d'évaluation
- Distribucion Corte Sísmico en AlturaDocument26 pagesDistribucion Corte Sísmico en AlturaLuiggi Renteria CabanillasPas encore d'évaluation
- Carta Gantt Proyecto Los MorrosDocument1 pageCarta Gantt Proyecto Los MorrosMauricio Alonso Escalona ArayaPas encore d'évaluation
- Cementación A Través de Tubería de PerforaciónDocument8 pagesCementación A Través de Tubería de PerforaciónLuis Carlos Torrico BarriosPas encore d'évaluation
- Gas LiftDocument44 pagesGas LiftErlanAndresFloreroMaldonadoPas encore d'évaluation
- Anexo 6.2. Programa de Residuos Sólidos y LíquidosDocument14 pagesAnexo 6.2. Programa de Residuos Sólidos y LíquidosAngie Cuellar75% (4)
- Impresión 3d DiapositivasDocument22 pagesImpresión 3d Diapositivasnatacontre10Pas encore d'évaluation
- Informe 6Document10 pagesInforme 6FelipeBangiroPas encore d'évaluation
- Caja TransferenciaDocument24 pagesCaja TransferenciaMarcos Araya Poblete67% (3)
- Obras Completas. Tomo 3 (El Desarrollo Del Capitalismo en Rusia) - Vladimir I. Lenin PDFDocument829 pagesObras Completas. Tomo 3 (El Desarrollo Del Capitalismo en Rusia) - Vladimir I. Lenin PDFYebrailRamírezChaves100% (1)
- Certificado de Calidad Tipo Ug 18022019Document1 pageCertificado de Calidad Tipo Ug 18022019EMILIO LEAL CAMARGOPas encore d'évaluation
- 06 Motores Electricos PDFDocument58 pages06 Motores Electricos PDFiltros21Pas encore d'évaluation
- Punto de Imflamacion y CombustionDocument5 pagesPunto de Imflamacion y CombustionCristian Isael100% (2)