Vous aimerez peut-être aussi
- MS For Water Leakage Test For Water Retaining StructuresDocument6 pagesMS For Water Leakage Test For Water Retaining Structuresnazim7100% (1)
- Steel Door and Frame InstallationDocument9 pagesSteel Door and Frame InstallationCarlos Roberto Giron HernandezPas encore d'évaluation
- Method of Statement For Sika Grout-215Document3 pagesMethod of Statement For Sika Grout-215Poru Man100% (5)
- Method Statement Concrete Curing REV01Document1 pageMethod Statement Concrete Curing REV01Mohd Hafizul Hj Tanalol50% (2)
- C8516-CLT-QMT-0031 - Rev-00 Inspection Checklist For GRP LaminationDocument1 pageC8516-CLT-QMT-0031 - Rev-00 Inspection Checklist For GRP LaminationJabin100% (1)
- Method Statement Ductile Iron Flange Type Joint Pipe LTESTDocument8 pagesMethod Statement Ductile Iron Flange Type Joint Pipe LTESTmuhammad syauqi shaidanPas encore d'évaluation
- Steel Structures Installation Procedure and Method StatementDocument6 pagesSteel Structures Installation Procedure and Method StatementOussama Sissaoui100% (1)
- Check List For Epoxy CoatingDocument4 pagesCheck List For Epoxy CoatingShesha ShayanPas encore d'évaluation
- Method Statement Reticulation PipeDocument5 pagesMethod Statement Reticulation PipeTaqiuddinHarithPas encore d'évaluation
- Inspection & Test Plan Project Name: Coring and Concrete Cutting of R/C WallsDocument1 pageInspection & Test Plan Project Name: Coring and Concrete Cutting of R/C WallsA S80% (5)
- Method Statement For Coring WorkDocument6 pagesMethod Statement For Coring Workadeniyi abiolaPas encore d'évaluation
- Method Statement For Septic Tank ConstructionDocument10 pagesMethod Statement For Septic Tank ConstructionCobbinah Mark100% (5)
- Form Water Tightness TestDocument1 pageForm Water Tightness TestSerkam PED100% (1)
- Method Statement For Leakage Testing of Gravity Sewer Line PDFDocument3 pagesMethod Statement For Leakage Testing of Gravity Sewer Line PDFPrem KumarPas encore d'évaluation
- Method Statements For Reinforcement BarsDocument2 pagesMethod Statements For Reinforcement BarsSupun Sandaruwan0% (1)
- Ms For Scupper DrainDocument2 pagesMs For Scupper DrainNurAn67% (3)
- Checklist For Under Ground Water Piping InstallationDocument1 pageChecklist For Under Ground Water Piping InstallationBelal Alrwadieh100% (1)
- Inspection and Test Plan (Itp) For Staircase Handrail 1 & 2Document3 pagesInspection and Test Plan (Itp) For Staircase Handrail 1 & 2Environ Support100% (1)
- Method Statement Roadworks Acdc Lane-DraftDocument8 pagesMethod Statement Roadworks Acdc Lane-DraftDeqPas encore d'évaluation
- Method Statement-Concrete Site MixDocument3 pagesMethod Statement-Concrete Site MixT Yong Chiam100% (2)
- Method Statement For Anti Termite TreatmentDocument5 pagesMethod Statement For Anti Termite TreatmentrayPas encore d'évaluation
- Concrete Mix (Site Mix) For Grade 30Document7 pagesConcrete Mix (Site Mix) For Grade 30Aishah Alias100% (2)
- Method Statement For Termite Control (AUVA-MS-Civil-MS-023) Rev 01Document9 pagesMethod Statement For Termite Control (AUVA-MS-Civil-MS-023) Rev 01hammad21100% (1)
- Form WorkDocument7 pagesForm WorkAltus Projects Pvt LtdPas encore d'évaluation
- WATER SUPPLY EditDocument7 pagesWATER SUPPLY EditJia100% (1)
- Itp - EarthworkDocument16 pagesItp - Earthworksaharui50% (2)
- Method Statement For Door FrameDocument12 pagesMethod Statement For Door FrameMin Luo100% (3)
- Method Statement FOR Raft Concrete: 1.0 Scope of Works 2.0 References 3.0 ResponsibilitiesDocument12 pagesMethod Statement FOR Raft Concrete: 1.0 Scope of Works 2.0 References 3.0 ResponsibilitiesJHONALIZAPas encore d'évaluation
- Method Statement For Electrical Conduit and Box Fixing WorksDocument7 pagesMethod Statement For Electrical Conduit and Box Fixing Worksprashant100% (1)
- ITP-01 - BackfillingDocument1 pageITP-01 - BackfillingMaddala Srinivasa Rao50% (2)
- Method Statement For Construction of Substructure Elements)Document8 pagesMethod Statement For Construction of Substructure Elements)Akash Yadav100% (2)
- Method Statement Gypsum BoardDocument6 pagesMethod Statement Gypsum Boardsajin100% (1)
- Inspection and Test Plan For HVAC Cladding Works: 0-WD860-CA250-00312 0Document3 pagesInspection and Test Plan For HVAC Cladding Works: 0-WD860-CA250-00312 0ResearcherPas encore d'évaluation
- Method Statement For Skimcoat WorksDocument10 pagesMethod Statement For Skimcoat WorksMin Luo100% (1)
- Method Statement of Treatment Expansion Joints in BuildingDocument4 pagesMethod Statement of Treatment Expansion Joints in BuildingGhaffar Laghari100% (2)
- MST Installation of UPVC PIPESDocument10 pagesMST Installation of UPVC PIPESShahzaib ShahidPas encore d'évaluation
- Method StatementDocument8 pagesMethod StatementardsilvaPas encore d'évaluation
- Fire Proofing ConcreteDocument6 pagesFire Proofing Concretemalaya tripathyPas encore d'évaluation
- Checklist Mechanical Block-Outs and Pipe SleevesDocument2 pagesChecklist Mechanical Block-Outs and Pipe SleevesImho Tep100% (1)
- ITP For Concrete Paving WorkDocument15 pagesITP For Concrete Paving WorkShewale Pravin100% (1)
- Method Statement For Slab On GradeDocument3 pagesMethod Statement For Slab On Grademustafa75% (4)
- Checklist For Plaster PreparationDocument1 pageChecklist For Plaster PreparationMani AppaPas encore d'évaluation
- Method of Statement For Concrete RepairDocument9 pagesMethod of Statement For Concrete RepairMohammed Ghareib NasrPas encore d'évaluation
- Mos Plumbing Fixture InstallationDocument4 pagesMos Plumbing Fixture InstallationDon Roseller Dumaya100% (1)
- Method Statement For Underground Concrete Waterproofing Rev.01Document9 pagesMethod Statement For Underground Concrete Waterproofing Rev.01Alvene TagocPas encore d'évaluation
- Method Statement For Surveying WorkDocument3 pagesMethod Statement For Surveying WorkShenbagaraja PandianPas encore d'évaluation
- Checklist For Rebar (Columns, Neck Columns and Plinth Wall) : QA/QC RequirementsDocument1 pageChecklist For Rebar (Columns, Neck Columns and Plinth Wall) : QA/QC Requirementsmanoj100% (1)
- Method Statement For DI PipingDocument16 pagesMethod Statement For DI Pipingtomj9104Pas encore d'évaluation
- Method Statement Bundwall GSUT Spare Unit 3Document4 pagesMethod Statement Bundwall GSUT Spare Unit 3MarhendraPas encore d'évaluation
- Work Method Statement Roof Water TestingDocument1 pageWork Method Statement Roof Water Testingprem kumar100% (1)
- Work Method Statemnet For Waterproofing WorkDocument2 pagesWork Method Statemnet For Waterproofing WorkPunk GowthamanPas encore d'évaluation
- Method Statement PlasterDocument3 pagesMethod Statement PlasterArif SyazmiPas encore d'évaluation
- Leak TestDocument4 pagesLeak TestChristian D. OrbePas encore d'évaluation
- 1A-Check List - CI Pipes - InstallationDocument1 page1A-Check List - CI Pipes - InstallationRajput AmitPas encore d'évaluation
- Itp For SanitaryDocument4 pagesItp For SanitaryDebesh Chaudhary100% (1)
- Method Statement: For Internal & External Plastering Works: Rev. Date Prepared by Checked & Approved byDocument9 pagesMethod Statement: For Internal & External Plastering Works: Rev. Date Prepared by Checked & Approved byEyutt Hghgh100% (1)
- Method Statement For Soil TreatmentDocument3 pagesMethod Statement For Soil TreatmentarthurarconcelPas encore d'évaluation
- GRP TANK Installation Method StatementDocument2 pagesGRP TANK Installation Method StatementQasim Khan82% (11)
- Re-Welding, Expansion & HT ProcedureDocument6 pagesRe-Welding, Expansion & HT Proceduresuria qaqcPas encore d'évaluation
- FAT ProcedureDocument7 pagesFAT ProcedureOlek TybińskiPas encore d'évaluation
- Manual Instrucciones TX Nivel Ultrasonico FMU40-42-43 - FFDocument36 pagesManual Instrucciones TX Nivel Ultrasonico FMU40-42-43 - FFHeiner PalaciosPas encore d'évaluation
- An Overview of UL Underground Storage Tank Standards: UL58, 1746 and 1316Document8 pagesAn Overview of UL Underground Storage Tank Standards: UL58, 1746 and 1316Felipe rPas encore d'évaluation
- Manual Instrucciones TX Nivel Ultrasonico FMU40-42-43 - FFDocument36 pagesManual Instrucciones TX Nivel Ultrasonico FMU40-42-43 - FFHeiner PalaciosPas encore d'évaluation
- Manual de Operación V4-Ss2u PDFDocument16 pagesManual de Operación V4-Ss2u PDFHeiner PalaciosPas encore d'évaluation
- Manual de Operación V4-Ss2u PDFDocument16 pagesManual de Operación V4-Ss2u PDFHeiner PalaciosPas encore d'évaluation
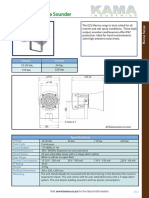
- E2S MA112 Marine Sounder E2S MA112 Marine SounderDocument1 pageE2S MA112 Marine Sounder E2S MA112 Marine SounderHeiner PalaciosPas encore d'évaluation
- Copper Tube HandbookDocument96 pagesCopper Tube HandbookEnrico959Pas encore d'évaluation
- Liquiline M-CM42-Información TécnicaDocument36 pagesLiquiline M-CM42-Información TécnicaHeiner PalaciosPas encore d'évaluation
- Manual de Operación Mfi011000200 - SDH-410-0501Document6 pagesManual de Operación Mfi011000200 - SDH-410-0501Heiner PalaciosPas encore d'évaluation
- CLEANFIT - W - CPA450-Información Técnica.Document16 pagesCLEANFIT - W - CPA450-Información Técnica.Heiner PalaciosPas encore d'évaluation
- CYA112-Información Técnica.Document28 pagesCYA112-Información Técnica.Heiner PalaciosPas encore d'évaluation
- Technical Specification - ArchitectureDocument6 pagesTechnical Specification - ArchitectureHeiner PalaciosPas encore d'évaluation
- Instruction ManualDocument32 pagesInstruction Manualthanh_cdt01Pas encore d'évaluation
- Check Valve Selection Guide: FCD ADAMS8007-00Document4 pagesCheck Valve Selection Guide: FCD ADAMS8007-00Mohamed NabilPas encore d'évaluation
- Air Vessel Sizing For Water Hammer Prevention in PipelinesDocument4 pagesAir Vessel Sizing For Water Hammer Prevention in PipelinesHeiner PalaciosPas encore d'évaluation
- VpmixturesDocument37 pagesVpmixturesHeiner PalaciosPas encore d'évaluation
- Sketch For Pumping OutDocument1 pageSketch For Pumping OutHeiner PalaciosPas encore d'évaluation
- Selection of Vertical TanksDocument3 pagesSelection of Vertical TanksHeiner PalaciosPas encore d'évaluation
- IEC Frame Chart PDFDocument1 pageIEC Frame Chart PDFpratishgnairPas encore d'évaluation
- WEG Weg Technical Poster Ustechposter Brochure EnglishDocument1 pageWEG Weg Technical Poster Ustechposter Brochure Englishingvic1Pas encore d'évaluation
- Instrumentation SymbolsDocument1 pageInstrumentation SymbolsHeiner PalaciosPas encore d'évaluation
- Time To Empty Out Vessel No Dished EndsDocument2 pagesTime To Empty Out Vessel No Dished Endsbb.tiwari100% (1)
- Time To Empty Out Vessel No Dished EndsDocument2 pagesTime To Empty Out Vessel No Dished EndsHeiner PalaciosPas encore d'évaluation
- 1.7 Espaciamiento y Soportes - Pipe Clamps, Clevices, EtcDocument60 pages1.7 Espaciamiento y Soportes - Pipe Clamps, Clevices, EtcHeiner PalaciosPas encore d'évaluation
- 1.7 Espaciamiento y Soportes - Performance Pipe Field HandbookDocument138 pages1.7 Espaciamiento y Soportes - Performance Pipe Field HandbookHeiner PalaciosPas encore d'évaluation
- En 12068Document48 pagesEn 12068pametnjakovicmladji100% (12)
- 1 Mech Malleable Iron Fittings Catalogue PDFDocument12 pages1 Mech Malleable Iron Fittings Catalogue PDFAshish TanejaPas encore d'évaluation
- Chemical Resistance GuideDocument36 pagesChemical Resistance GuideHeiner PalaciosPas encore d'évaluation
- Packaging Testing MethodsDocument27 pagesPackaging Testing MethodsAmna SarfrazPas encore d'évaluation
- 5l40e VB + PumpaDocument3 pages5l40e VB + PumpaMalý JosefPas encore d'évaluation
- Indra: Detail Pre-Commissioning Procedure For Service Test of Nitrogen For Unit 040/041/042/043Document109 pagesIndra: Detail Pre-Commissioning Procedure For Service Test of Nitrogen For Unit 040/041/042/043AnhTuấnPhanPas encore d'évaluation
- O-Ring Kit: Hitachi Select PartsDocument2 pagesO-Ring Kit: Hitachi Select PartsAnonymous q5GsFpazI100% (1)
- Promax RG5410A 240vDocument22 pagesPromax RG5410A 240vrdinisPas encore d'évaluation
- Engine E-Control Service Manual FordDocument381 pagesEngine E-Control Service Manual FordNatan Hernandez100% (4)
- Air Driven Gas Booster Double Acting, Double Air Drive: Hydraulics International, IncDocument25 pagesAir Driven Gas Booster Double Acting, Double Air Drive: Hydraulics International, Incniteesh sharmaPas encore d'évaluation
- Perkins 1106a70tDocument94 pagesPerkins 1106a70tGerman O.100% (2)
- Service Manual: Midea Airconditioner North America MARKET DC Inverter Multi TypeDocument39 pagesService Manual: Midea Airconditioner North America MARKET DC Inverter Multi TypeGermánCastiglioniPas encore d'évaluation
- Hazop StudyDocument7 pagesHazop StudyAnderson JoePas encore d'évaluation
- Vpac™Ii Is: Intrinsically Safe Through-Valve Loss Control InstrumentDocument2 pagesVpac™Ii Is: Intrinsically Safe Through-Valve Loss Control InstrumentXandré OSPas encore d'évaluation
- GEST 80 85 Edition 4Document11 pagesGEST 80 85 Edition 4monitorsamsungPas encore d'évaluation
- 8 Vacuum LeakDocument42 pages8 Vacuum Leakapi-3856548100% (3)
- TSM Service Program 6 / 2 0 0 4 4 - 1: Operations, Save Calibration DataDocument166 pagesTSM Service Program 6 / 2 0 0 4 4 - 1: Operations, Save Calibration Datamahboubeh1991100% (1)
- SL 37 Test Internal Leakage SG - REVISION 1 - 090713Document8 pagesSL 37 Test Internal Leakage SG - REVISION 1 - 090713bob228340Pas encore d'évaluation
- MERKO ClampshosDocument24 pagesMERKO ClampshosgauravPas encore d'évaluation
- VR RLBVR RL HBFF ENDocument33 pagesVR RLBVR RL HBFF ENSushil Meshram100% (1)
- Check List RodilloDocument2 pagesCheck List RodilloDarwin Supò100% (1)
- Check Valves ParkerDocument2 pagesCheck Valves ParkerArikPas encore d'évaluation
- TA1 Report FormDocument23 pagesTA1 Report FormMujtba OsmanPas encore d'évaluation
- Cooltech 34700z ManualDocument20 pagesCooltech 34700z ManualWilliam Kibbe88% (8)
- Manual Ilp ABCDocument51 pagesManual Ilp ABCGustavo Alejandro Flores GarriPas encore d'évaluation
- QCP - Piping Press Test 11Document2 pagesQCP - Piping Press Test 11ziyuan wangPas encore d'évaluation
- A320 Lake FuelDocument9 pagesA320 Lake FuelCamilo MorenoPas encore d'évaluation
- Operation and Maintenance Manual: C32 Marine EngineDocument156 pagesOperation and Maintenance Manual: C32 Marine EngineMD shawon100% (1)
- Inspection and Repair: Inspection of Totally Enclosed Lift Bags 1.0Document8 pagesInspection and Repair: Inspection of Totally Enclosed Lift Bags 1.0Ali KuliPas encore d'évaluation
- Air Testing TanksDocument2 pagesAir Testing TanksTatiana CruzPas encore d'évaluation
- Chevrolet India Owner Manual Spark 28287791 PDFDocument204 pagesChevrolet India Owner Manual Spark 28287791 PDFVinoth VinothinPas encore d'évaluation
- Cswip Plant Inspector Competence/Experience Log: Level 2 PrequalificationDocument20 pagesCswip Plant Inspector Competence/Experience Log: Level 2 PrequalificationV_Santhanakrishnan100% (1)
- Saes A 004Document22 pagesSaes A 004Branko_62100% (1)