Vous aimerez peut-être aussi
- Derbi Rambla 125 Manual Taller ESPDocument188 pagesDerbi Rambla 125 Manual Taller ESPktm350Pas encore d'évaluation
- MANUFACTURA-INFORME 2-ExtrusiónDocument28 pagesMANUFACTURA-INFORME 2-ExtrusiónBrandon RamirezPas encore d'évaluation
- Especificaciones Estándar para Pernos Estructurales de Alta ResistenciaDocument21 pagesEspecificaciones Estándar para Pernos Estructurales de Alta ResistenciaMarilyn Coro75% (4)
- Extrusion de Tubo y PerfilDocument2 pagesExtrusion de Tubo y PerfilRicardo PoncePas encore d'évaluation
- Películas de Capas MultiplesDocument11 pagesPelículas de Capas MultiplesCarla Patricia Delgadillo RomeroPas encore d'évaluation
- Cap. 02 - Agregados para Mortero y ConcretoDocument35 pagesCap. 02 - Agregados para Mortero y ConcretoAyax AgPas encore d'évaluation
- Manual Articulador Ad2 EspanolDocument101 pagesManual Articulador Ad2 EspanolKARLA IBARRA100% (1)
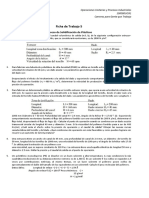
- U5 - S6 - Ficha de Trabajo 5Document1 pageU5 - S6 - Ficha de Trabajo 5Miguel Gonzales GamarraPas encore d'évaluation
- Maquina Extrusora de Perfiles Subsistema de Produccion Javier UzcáteguiDocument5 pagesMaquina Extrusora de Perfiles Subsistema de Produccion Javier UzcáteguiEduardo Andres ContrerasPas encore d'évaluation
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209D'EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Pas encore d'évaluation
- Extrusión PVCDocument52 pagesExtrusión PVCjefersonPas encore d'évaluation
- Entrenamiento Industrial - ExtrusiónDocument37 pagesEntrenamiento Industrial - Extrusiónjogm17Pas encore d'évaluation
- Extrusión de Materiales Plásticos - Tecnología de Los PlásticosDocument54 pagesExtrusión de Materiales Plásticos - Tecnología de Los Plásticosjhonny_johny100% (2)
- Plásticos HerramentalDocument52 pagesPlásticos HerramentalJesús VazquezPas encore d'évaluation
- Extrusion y Soplado de PolimerosDocument7 pagesExtrusion y Soplado de PolimerosJhonatan MontalvoPas encore d'évaluation
- Manual Basico Operadores InyeccionDocument75 pagesManual Basico Operadores InyeccionCathy TorresPas encore d'évaluation
- Curso de Extrusion IIDocument98 pagesCurso de Extrusion IIYoshymar ParedesPas encore d'évaluation
- Modelo Por InyeccionDocument33 pagesModelo Por InyeccionMoulitiePas encore d'évaluation
- 2 - Proceso Extrusión P - 2 PDFDocument42 pages2 - Proceso Extrusión P - 2 PDFJhoel CRPas encore d'évaluation
- Inyeccion de PlasticosDocument24 pagesInyeccion de PlasticosAbraham TaboadaPas encore d'évaluation
- Diseño de Moldes de Inyección de TermoplásticosDocument3 pagesDiseño de Moldes de Inyección de TermoplásticosAnniePas encore d'évaluation
- Extrusion de Plasticos 2022Document49 pagesExtrusion de Plasticos 2022KARLA ESTEFANIA PUSDA MEJIAPas encore d'évaluation
- OpmaqsopDocument95 pagesOpmaqsopsintoros1Pas encore d'évaluation
- Manual de Reparacion de Moldes y Troqueles Rectificado Mecanico II PDFDocument106 pagesManual de Reparacion de Moldes y Troqueles Rectificado Mecanico II PDFjhonny_johnyPas encore d'évaluation
- Extrusión de PolímerosDocument40 pagesExtrusión de PolímerosPalma Caro LisPas encore d'évaluation
- Como Eliminar Las Burbujas en Piezas Elaboradas Por Inyección de PlásticoDocument2 pagesComo Eliminar Las Burbujas en Piezas Elaboradas Por Inyección de PlásticoAnonymous i0SMnrO50% (2)
- 3 Taller PlasticosDocument7 pages3 Taller PlasticosEduardo Andres Sierra DelgadoPas encore d'évaluation
- Maquinas ItalianasDocument5 pagesMaquinas ItalianasEmma Lucero SánchezPas encore d'évaluation
- Máquina de InyecciónDocument9 pagesMáquina de InyecciónAbraham Ramirez100% (1)
- Presentación - Diseño de MoldesDocument340 pagesPresentación - Diseño de MoldesMargariluz Nuñez JavierPas encore d'évaluation
- Defectos en Las Partes Moldeadas - CAUSAS y SOLUCIONESDocument21 pagesDefectos en Las Partes Moldeadas - CAUSAS y SOLUCIONESfabianPas encore d'évaluation
- Arburg Customer Training Mexico 680775 Es MXDocument24 pagesArburg Customer Training Mexico 680775 Es MXManuelPas encore d'évaluation
- 7 Moldes de InyecciónDocument25 pages7 Moldes de InyecciónJose Manuel Merodio Barbado100% (1)
- Los 10 Principales Problemas DUPONTDocument37 pagesLos 10 Principales Problemas DUPONTDaniel Torres100% (1)
- Tecn de Produccion PlasticosDocument678 pagesTecn de Produccion PlasticosJaime RodriguezPas encore d'évaluation
- Fabricación de Moldes de Moldeo Por InyecciónDocument18 pagesFabricación de Moldes de Moldeo Por InyecciónJosé bolañosPas encore d'évaluation
- Fibra de Vidrio - Trabajando Con Fibras de VidrioDocument7 pagesFibra de Vidrio - Trabajando Con Fibras de VidriojomaviaPas encore d'évaluation
- Catalogo ExtrusionDocument10 pagesCatalogo ExtrusionJesson RodríguezPas encore d'évaluation
- 1.2 Moldeo Por InyecciónDocument31 pages1.2 Moldeo Por InyecciónMoisés Vázquez ToledoPas encore d'évaluation
- Inyectora MulticolorDocument7 pagesInyectora Multicolorsoufi1Pas encore d'évaluation
- Moldeo Por Inyeccion SopladoDocument108 pagesMoldeo Por Inyeccion Sopladovittor66100% (2)
- Extrusión y Extrusión Soplado PDFDocument14 pagesExtrusión y Extrusión Soplado PDFAlejandra GonzálezPas encore d'évaluation
- (Seminario) Diseño de Moldes de Inyección de PlásticoDocument5 pages(Seminario) Diseño de Moldes de Inyección de Plásticoelmfp77746760% (1)
- Programa de Operacion y Mantenimiento deDocument143 pagesPrograma de Operacion y Mantenimiento dejorge romanPas encore d'évaluation
- Conformado de Plastico 2Document55 pagesConformado de Plastico 2Johnnathan Javier MedinaPas encore d'évaluation
- Moldeo de PlásticoDocument13 pagesMoldeo de PlásticoPaulino Hernández DanielPas encore d'évaluation
- Diseño de Un Molde para La Inyeccion de Una Pieza de PlasticoDocument46 pagesDiseño de Un Molde para La Inyeccion de Una Pieza de PlasticoRoberto TalledosPas encore d'évaluation
- PROCESO de Moldeo Por InyeccionDocument4 pagesPROCESO de Moldeo Por InyecciontodiPas encore d'évaluation
- SopladoDocument28 pagesSopladoLeonard NovoaPas encore d'évaluation
- Inyectoras de PlasticoDocument132 pagesInyectoras de Plasticoelkimezs100% (1)
- Moldeo de PlasticosDocument66 pagesMoldeo de PlasticosgianmarcojosuePas encore d'évaluation
- Tesis Moldeo Científico PLADocument102 pagesTesis Moldeo Científico PLAEMMANUEL ROSAS DIAZPas encore d'évaluation
- Operación de Maquinas de MoldeoDocument27 pagesOperación de Maquinas de Moldeomaloga_1Pas encore d'évaluation
- Ficha Tecnica Inyectora 2Document20 pagesFicha Tecnica Inyectora 2Nicolas AlarconPas encore d'évaluation
- Termoplasticosporextrusion 200 PagsDocument137 pagesTermoplasticosporextrusion 200 PagsFlavia SobreroPas encore d'évaluation
- Trabajo de Consulta Procesos Industriales (Inyeccion Soplado)Document19 pagesTrabajo de Consulta Procesos Industriales (Inyeccion Soplado)Maria Claudia Avendaño IllidgePas encore d'évaluation
- Desarrollo de Inyectora CaseraDocument11 pagesDesarrollo de Inyectora CaseraÁlvaroSebastiánPas encore d'évaluation
- 02 InyeccionDocument75 pages02 InyeccionCarlos Jimenez100% (1)
- Tolerancias GeometricasDocument186 pagesTolerancias GeometricasluisPas encore d'évaluation
- Soplado de TermoplasticosDocument28 pagesSoplado de TermoplasticosLaury Kiryu0% (1)
- Moldeo Por SopladoDocument19 pagesMoldeo Por SopladoRoyner Castro PerezPas encore d'évaluation
- Moldeo Por SopladoDocument6 pagesMoldeo Por SopladoJ Fabian Luévano RodríguezPas encore d'évaluation
- Capitulo 15Document9 pagesCapitulo 15RorodriddrPas encore d'évaluation
- Elementos de Frio IndustrialDocument24 pagesElementos de Frio IndustrialoscarPas encore d'évaluation
- Componentes de La ExtrusoraDocument35 pagesComponentes de La Extrusorarodolfo100% (1)
- Quiz 07Document1 pageQuiz 07Fernando Henao HenaoPas encore d'évaluation
- Conduccion Térmica1Document7 pagesConduccion Térmica1Fernando Henao HenaoPas encore d'évaluation
- Estadistica 7°Document6 pagesEstadistica 7°Fernando Henao HenaoPas encore d'évaluation
- Física 10° (3P) DinámicaDocument32 pagesFísica 10° (3P) DinámicaFernando Henao HenaoPas encore d'évaluation
- EcuaDocument7 pagesEcuaFernando Henao HenaoPas encore d'évaluation
- Administración Del Proyecto-2bDocument82 pagesAdministración Del Proyecto-2bFernando Henao HenaoPas encore d'évaluation
- Conducti Me TriaDocument14 pagesConducti Me TriaFernando Henao HenaoPas encore d'évaluation
- Celdas GalvanicasDocument44 pagesCeldas Galvanicasdiegofc7Pas encore d'évaluation
- Superficies CurvasDocument40 pagesSuperficies CurvasErwin CiroPas encore d'évaluation
- Introducción A Los Materiales CompuestosDocument9 pagesIntroducción A Los Materiales CompuestosFernando Henao HenaoPas encore d'évaluation
- Compuestos Con ÓxidosDocument34 pagesCompuestos Con ÓxidosFernando Henao HenaoPas encore d'évaluation
- Leccion7 HidratacionCEMENTODocument41 pagesLeccion7 HidratacionCEMENTO962619857Pas encore d'évaluation
- Compuestos Carbono-CarbonoDocument49 pagesCompuestos Carbono-CarbonoFernando Henao Henao100% (2)
- Evaluación y Cuantificación de La CorrosionDocument82 pagesEvaluación y Cuantificación de La CorrosionFernando Henao HenaoPas encore d'évaluation
- Fenomenos Secc 2Document7 pagesFenomenos Secc 2Fernando Henao HenaoPas encore d'évaluation
- MMCs Clase1 Modif 5Document77 pagesMMCs Clase1 Modif 5Fernando Henao HenaoPas encore d'évaluation
- Programa - Ingenieria de La Corrosion 15-1Document2 pagesPrograma - Ingenieria de La Corrosion 15-1Fernando Henao HenaoPas encore d'évaluation
- Elaboración de Una Espuma Como Aislante Termico DiapositivasDocument26 pagesElaboración de Una Espuma Como Aislante Termico DiapositivasFernando Henao HenaoPas encore d'évaluation
- Superficies CurvasDocument40 pagesSuperficies CurvasErwin CiroPas encore d'évaluation
- Ecuaciones de Fenomenos de TransporteDocument7 pagesEcuaciones de Fenomenos de TransporteFernando Henao HenaoPas encore d'évaluation
- Materiales CelularesDocument73 pagesMateriales CelularesFernando Henao HenaoPas encore d'évaluation
- CompuestosDocument44 pagesCompuestosFernando Henao HenaoPas encore d'évaluation
- CompuestosDocument89 pagesCompuestosFernando Henao Henao100% (1)
- Iram 1509Document6 pagesIram 1509Matthew ThomasPas encore d'évaluation
- Materiales CompuestosDocument9 pagesMateriales CompuestosFernando Henao HenaoPas encore d'évaluation
- Materiales CompuestosDocument78 pagesMateriales CompuestosFernando Henao HenaoPas encore d'évaluation
- Propiedades Físicas de Los AgregadosDocument8 pagesPropiedades Físicas de Los AgregadosAngela AbadPas encore d'évaluation
- Medicion de La TensionDocument22 pagesMedicion de La TensionFernando Henao HenaoPas encore d'évaluation
- Ac 04Document7 pagesAc 04Fernando Henao HenaoPas encore d'évaluation
- Especificaciones Tecnicas Electrificacion en BTDocument32 pagesEspecificaciones Tecnicas Electrificacion en BTHernan CortezPas encore d'évaluation
- Teoria General de Sistemas La BicicletaDocument6 pagesTeoria General de Sistemas La BicicletaFernando PalominoPas encore d'évaluation
- Tema 4Document38 pagesTema 4maxlarrea5544Pas encore d'évaluation
- Norma para La Fijación de Gabinetes Bastidores y Racks en Salas UniNetDocument12 pagesNorma para La Fijación de Gabinetes Bastidores y Racks en Salas UniNetSandro Omar Lizano GuzmanPas encore d'évaluation
- Identificacion de TornillosDocument9 pagesIdentificacion de TornillosRodrigo Jesus Rojas TalaveraPas encore d'évaluation
- Bag HouseDocument8 pagesBag Houseyoel cueva arquinigoPas encore d'évaluation
- Algo Sobre TorqueDocument1 pageAlgo Sobre TorqueWilliam FloresPas encore d'évaluation
- ARRUTIDocument157 pagesARRUTIPaul RamosPas encore d'évaluation
- Manual VolumetricoDocument208 pagesManual VolumetricoJhoersino TurpoPas encore d'évaluation
- Sensores PDFDocument28 pagesSensores PDFSaul RazoPas encore d'évaluation
- Distribucion Poleas y CorreaDocument5 pagesDistribucion Poleas y Correajuan riveraPas encore d'évaluation
- CuestionarioDocument18 pagesCuestionarioIreriAnsaldoPas encore d'évaluation
- Prueba Cizalla-Troquel-PrensaDocument3 pagesPrueba Cizalla-Troquel-Prensajuan carlosPas encore d'évaluation
- 140122585-003-Ens. de Base Superior de Rot. - Rev.0 - 06.06.18Document7 pages140122585-003-Ens. de Base Superior de Rot. - Rev.0 - 06.06.18KevinCollenPas encore d'évaluation
- Memoria Descriptiva MetrolimpoDocument20 pagesMemoria Descriptiva MetrolimpoRomelPas encore d'évaluation
- Cuidados Al Diseñar para Galvanizado en CalienteDocument8 pagesCuidados Al Diseñar para Galvanizado en CalienteOmar MorteoPas encore d'évaluation
- JumboDocument30 pagesJumboGuillermo Alvarez SuarezPas encore d'évaluation
- Contenedores EstructuraDocument10 pagesContenedores EstructuraJoseph AguirrePas encore d'évaluation
- Microscopio Fotonico CompuestoDocument3 pagesMicroscopio Fotonico CompuestoVictor Ivan Lopez50% (8)
- Ruedas y NeumaticosDocument13 pagesRuedas y NeumaticosMian Chauca ApazaPas encore d'évaluation
- Manual de Instrucciones KWPDocument24 pagesManual de Instrucciones KWPJovany SegoviaPas encore d'évaluation
- Acoplamientos y TransmisionesDocument7 pagesAcoplamientos y TransmisionesRobert WagnerPas encore d'évaluation
- Manual de Mantenimiento Equipos de Neumatica e HidraulicaDocument63 pagesManual de Mantenimiento Equipos de Neumatica e HidraulicaMimi Flores Salazar50% (4)
- Ventajas y DesventajasDocument1 pageVentajas y DesventajasWladimir MalesPas encore d'évaluation
- TesisDocument41 pagesTesisDario Bejarano RojasPas encore d'évaluation
- Barracuda S4 InstalacionDocument4 pagesBarracuda S4 InstalacionJoshPas encore d'évaluation