Vous aimerez peut-être aussi
- Laboratory Information System 1 PDFDocument96 pagesLaboratory Information System 1 PDFMohd KhairulPas encore d'évaluation
- Eq 03 07 PDFDocument7 pagesEq 03 07 PDFjepri purwantoPas encore d'évaluation
- Documents For ISO 17025 CertificationDocument5 pagesDocuments For ISO 17025 CertificationMichel AdrienPas encore d'évaluation
- SopDocument60 pagesSopanon-6927682% (11)
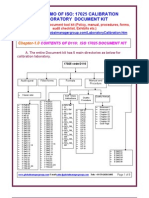
- ISO 17025 Calibration Laboratory Document Kit PDFDocument9 pagesISO 17025 Calibration Laboratory Document Kit PDFjpenjerry100% (1)
- Laboratory Operating ProceduresDocument147 pagesLaboratory Operating ProceduresNatoya AdamsPas encore d'évaluation
- QSP-001633 - Rev 04 - Luminus Testing Laboratory Quality Manual207Document34 pagesQSP-001633 - Rev 04 - Luminus Testing Laboratory Quality Manual207SureshPas encore d'évaluation
- Laboratory Information System 1 PDFDocument96 pagesLaboratory Information System 1 PDFMohd KhairulPas encore d'évaluation
- QSP-001633 - Rev 04 - Luminus Testing Laboratory Quality Manual207Document34 pagesQSP-001633 - Rev 04 - Luminus Testing Laboratory Quality Manual207SureshPas encore d'évaluation
- ABS Material and Welding PDFDocument366 pagesABS Material and Welding PDFMohd KhairulPas encore d'évaluation
- Documents For ISO 17025 CertificationDocument5 pagesDocuments For ISO 17025 CertificationMichel AdrienPas encore d'évaluation
- SopDocument60 pagesSopanon-6927682% (11)
- Eq 03 07 PDFDocument7 pagesEq 03 07 PDFjepri purwantoPas encore d'évaluation
- RP 32-6 Inspection and Testing of In-Service InstrumentationDocument29 pagesRP 32-6 Inspection and Testing of In-Service InstrumentationMohd KhairulPas encore d'évaluation
- GS 158-1 Internal Floating Decks For Storage Tanks: March 1998Document38 pagesGS 158-1 Internal Floating Decks For Storage Tanks: March 1998Mohd KhairulPas encore d'évaluation
- Non-Refrigerated Petroleum and Petrochemical Storage: March 1998Document42 pagesNon-Refrigerated Petroleum and Petrochemical Storage: March 1998Mohd KhairulPas encore d'évaluation
- RP32 4InServiceInspection TechDocument201 pagesRP32 4InServiceInspection TechMohd Khairul100% (1)
- RP32 3InServiceInspection Manag.Document55 pagesRP32 3InServiceInspection Manag.Mohd KhairulPas encore d'évaluation
- GS 118-10 Welding of Transmission Pipelines: Supplementary To BS 4515: 1996 December 1998 (Amended February 2000)Document40 pagesGS 118-10 Welding of Transmission Pipelines: Supplementary To BS 4515: 1996 December 1998 (Amended February 2000)Mohd KhairulPas encore d'évaluation
- RP 32-5 Inspection and Testing of Plant in Service (Electrical Equipment)Document41 pagesRP 32-5 Inspection and Testing of Plant in Service (Electrical Equipment)Mohd KhairulPas encore d'évaluation
- Rp32-2 Site Inspection, Testing andDocument76 pagesRp32-2 Site Inspection, Testing andNeo100% (1)
- Gs143-1 Pig Launcher and RecieverDocument14 pagesGs143-1 Pig Launcher and RecieverMohd Khairul100% (3)
- Refrigerated Ammonia Storage Tanks For Chemical Processing PlantDocument24 pagesRefrigerated Ammonia Storage Tanks For Chemical Processing Plantkresimir.mikoc9765100% (2)
- Gs136-2 Structural Steel MatDocument22 pagesGs136-2 Structural Steel MatMohd KhairulPas encore d'évaluation
- Gs118 5WeldingOfcarbonSteelPipework ToB31.3Document36 pagesGs118 5WeldingOfcarbonSteelPipework ToB31.3Mohd Khairul100% (1)
- GS 118-4 Storage and Control of Welding Consumables: August 1997Document14 pagesGS 118-4 Storage and Control of Welding Consumables: August 1997Mohd KhairulPas encore d'évaluation
- gs118 7Document48 pagesgs118 7Mohd Khairul100% (2)
- BP - Heat Exchanger Tube End FittingDocument32 pagesBP - Heat Exchanger Tube End Fitting80fiatspider100% (1)
- Gs118-3spec ForWeldedConstructionDocument12 pagesGs118-3spec ForWeldedConstructionMohd KhairulPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- FebvreDocument449 pagesFebvreIan Pereira AlvesPas encore d'évaluation
- Indoor Air Quality Standard Procedures - 2014 RevDocument12 pagesIndoor Air Quality Standard Procedures - 2014 RevFioriAmeliaHathawayPas encore d'évaluation
- Sample Appellant BriefDocument6 pagesSample Appellant BriefKaye Pascual89% (9)
- Usp Description and SolubilityDocument1 pageUsp Description and SolubilityvafaashkPas encore d'évaluation
- Test 2 Sku3023 A201 QuestionDocument8 pagesTest 2 Sku3023 A201 QuestionHafiz HafizanPas encore d'évaluation
- Ecall Vs NG EcallDocument6 pagesEcall Vs NG EcallTrần Văn DũngPas encore d'évaluation
- Iec60227-3 (Ed2.1) en DDocument6 pagesIec60227-3 (Ed2.1) en Duntuk donlod aaaPas encore d'évaluation
- Smart Grid TechnologyDocument43 pagesSmart Grid Technologyarnav LakshkarPas encore d'évaluation
- Adaptive Reuse Architecture Documentation and Analysis 2168 9717 1000172Document9 pagesAdaptive Reuse Architecture Documentation and Analysis 2168 9717 1000172Komal HundiaPas encore d'évaluation
- ANG DELAVEGA FinalPositionPaperDocument6 pagesANG DELAVEGA FinalPositionPaperZane IbalaPas encore d'évaluation
- Ujian 1 THN 4Document13 pagesUjian 1 THN 4Che Shuk ShukaPas encore d'évaluation
- Resume: Satyam KumarDocument3 pagesResume: Satyam KumarEr Satyam Kumar KrantiPas encore d'évaluation
- Arts Class: Lesson 01Document24 pagesArts Class: Lesson 01Lianne BryPas encore d'évaluation
- Prevailing Torque Locknut Technical SpecificationsDocument3 pagesPrevailing Torque Locknut Technical SpecificationsLiu YangtzePas encore d'évaluation
- Scholomance 1 GravitonDocument18 pagesScholomance 1 GravitonFabiano SaccolPas encore d'évaluation
- Birla MEEP Op ManualDocument43 pagesBirla MEEP Op ManualAshok ChettiyarPas encore d'évaluation
- Iso 8033 2016Document9 pagesIso 8033 2016Eric ChuPas encore d'évaluation
- The Practical Reference Guide ForDocument4 pagesThe Practical Reference Guide Forelias667Pas encore d'évaluation
- AIR Conditioner: Owner'S ManualDocument52 pagesAIR Conditioner: Owner'S Manualashley diazPas encore d'évaluation
- Asco Series 238 ASCO Pilot Operated Solenoid Valves (Floating Diaphragm)Document2 pagesAsco Series 238 ASCO Pilot Operated Solenoid Valves (Floating Diaphragm)Khyle Laurenz DuroPas encore d'évaluation
- ARK - Intel® Core™ I3-370m Processor (3M Cache, 2Document3 pagesARK - Intel® Core™ I3-370m Processor (3M Cache, 2Delzi Guindra AdriPas encore d'évaluation
- The Working of KarmaDocument74 pagesThe Working of KarmaSuhas KulhalliPas encore d'évaluation
- Science Magazine February 2020Document133 pagesScience Magazine February 2020Elena González GonzálezPas encore d'évaluation
- W0L0XCF0866101640 (2006 Opel Corsa) PDFDocument7 pagesW0L0XCF0866101640 (2006 Opel Corsa) PDFgianyPas encore d'évaluation
- DJI F450 Construction Guide WebDocument21 pagesDJI F450 Construction Guide WebPutu IndrayanaPas encore d'évaluation
- 1.1.3.12 Lab - Diagram A Real-World ProcessDocument3 pages1.1.3.12 Lab - Diagram A Real-World ProcessHalima AqraaPas encore d'évaluation
- GSD Puppy Training Essentials PDFDocument2 pagesGSD Puppy Training Essentials PDFseja saulPas encore d'évaluation
- T.A.T.U. - Waste Management - Digital BookletDocument14 pagesT.A.T.U. - Waste Management - Digital BookletMarieBLPas encore d'évaluation
- 3M Novec 1230 Fire Protection Fluid FAQDocument8 pages3M Novec 1230 Fire Protection Fluid FAQEden CansonPas encore d'évaluation
- The History of AstrologyDocument36 pagesThe History of AstrologyDharani Dharendra DasPas encore d'évaluation