Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Practical Guide To Free-Energy DevicesDocument6 pagesPractical Guide To Free-Energy Devicesoveryounity100% (2)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Safety Data Sheet: Masterseal 345Document7 pagesSafety Data Sheet: Masterseal 345mkashkooli_scribdPas encore d'évaluation
- Fabrication of RPDDocument27 pagesFabrication of RPDAmita100% (2)
- SP 1099Document34 pagesSP 1099Muthu KumaranPas encore d'évaluation
- MRT Medical Devices PDFDocument64 pagesMRT Medical Devices PDFtecxv100% (1)
- Septic Tank Design ComputationDocument1 pageSeptic Tank Design ComputationEngilbert AragonPas encore d'évaluation
- Tyre Technology ConferenceDocument20 pagesTyre Technology ConferenceChaiwat PhollookinPas encore d'évaluation
- Buckling and Postbuckling of Beams, Plates, and ShellsDocument8 pagesBuckling and Postbuckling of Beams, Plates, and Shellslalo198Pas encore d'évaluation
- GEET Details ProcesorDocument63 pagesGEET Details ProcesorMajor67% (3)
- TRV 99778 Marathon Oil Ef LLC 6002Document14 pagesTRV 99778 Marathon Oil Ef LLC 6002Hero BassballPas encore d'évaluation
- Spairality of Weft Knit FabricDocument5 pagesSpairality of Weft Knit FabricObak Prithibi100% (1)
- Motional EMFDocument21 pagesMotional EMFAparna DuggiralaPas encore d'évaluation
- Digital CamerasDocument2 pagesDigital CamerasAparna DuggiralaPas encore d'évaluation
- Impact Between Chain Roller and Sprocket in A Chain Drive: ReferencesDocument2 pagesImpact Between Chain Roller and Sprocket in A Chain Drive: ReferencesAparna DuggiralaPas encore d'évaluation
- This Will Help You .. I Designed A Fuzzy System For Material SelectionDocument2 pagesThis Will Help You .. I Designed A Fuzzy System For Material SelectionAparna DuggiralaPas encore d'évaluation
- Reverse Engineering Using A Knowledge-Based Approach: Alexandre DuruptDocument17 pagesReverse Engineering Using A Knowledge-Based Approach: Alexandre DuruptAparna DuggiralaPas encore d'évaluation
- AdmissionNotice2015. ISI KOLKATADocument3 pagesAdmissionNotice2015. ISI KOLKATAAparna DuggiralaPas encore d'évaluation
- 0 Brochure Pget New 2014Document7 pages0 Brochure Pget New 2014Aparna DuggiralaPas encore d'évaluation
- CVC Engineered SpecialtiesDocument20 pagesCVC Engineered SpecialtiesAparna DuggiralaPas encore d'évaluation
- HT TP: //qpa Pe R.W But .Ac .In: 2010-11 Production Planning & Materials ManagementDocument4 pagesHT TP: //qpa Pe R.W But .Ac .In: 2010-11 Production Planning & Materials ManagementAparna DuggiralaPas encore d'évaluation
- Iem 102Document4 pagesIem 102Aparna DuggiralaPas encore d'évaluation
- Oint Ntrance Creening EST - 2014: J EE SS TTDocument1 pageOint Ntrance Creening EST - 2014: J EE SS TTAparna DuggiralaPas encore d'évaluation
- By Geeta S. Iyengar Q.1.: Which Are The Asanas and Pranayama One Should Do Safely During The Menstruation?Document4 pagesBy Geeta S. Iyengar Q.1.: Which Are The Asanas and Pranayama One Should Do Safely During The Menstruation?Aparna DuggiralaPas encore d'évaluation
- Battery ChargingDocument7 pagesBattery Charging123olympiakosPas encore d'évaluation
- Reduction in Steam NeDocument14 pagesReduction in Steam NeArif ShafiPas encore d'évaluation
- Vice Cosmetics Duo Finish FoundationDocument14 pagesVice Cosmetics Duo Finish FoundationChunne LinquePas encore d'évaluation
- Supplier and Manufacturer of Sewage Treatment Plant in India Gujarat - Ahmedabad Surat Rajkot BarodaDocument5 pagesSupplier and Manufacturer of Sewage Treatment Plant in India Gujarat - Ahmedabad Surat Rajkot BarodaShubham India - Sewage Treatment PlantPas encore d'évaluation
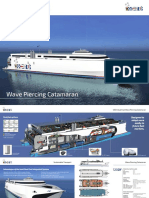
- Incat 120DF Brochure A4Document4 pagesIncat 120DF Brochure A4princePas encore d'évaluation
- Fulid-Structure Interaction Webinar SlidesDocument37 pagesFulid-Structure Interaction Webinar SlidesHarshit AgrahariPas encore d'évaluation
- TLC PDFDocument5 pagesTLC PDFAV&P Lord100% (1)
- Nanoparticle-Stabilized Foam With Controllable Structure For Enhanced Foamed ConcreteDocument12 pagesNanoparticle-Stabilized Foam With Controllable Structure For Enhanced Foamed ConcreteDm EerzaPas encore d'évaluation
- Chemistry Olympiad Practice: Qualitative Analysis and Solid StateDocument2 pagesChemistry Olympiad Practice: Qualitative Analysis and Solid StateEkasPas encore d'évaluation
- AHTN2022 CHAPTER39 wNOTESDocument17 pagesAHTN2022 CHAPTER39 wNOTESdoookaPas encore d'évaluation
- ARCAP - Grades and PropertiesDocument7 pagesARCAP - Grades and PropertiesEminent RishPas encore d'évaluation
- 2160654Document53 pages2160654MemoPalacioPas encore d'évaluation
- 1577e SB PDFDocument14 pages1577e SB PDFJefatura de Planta Invemet PeruPas encore d'évaluation
- Applications of Ore Microscopy in Mineral TechnologyDocument25 pagesApplications of Ore Microscopy in Mineral TechnologyRobert UribePas encore d'évaluation
- Plastic Part Design Using SolidWorks-NHSWUGDocument17 pagesPlastic Part Design Using SolidWorks-NHSWUGharis fadillahPas encore d'évaluation
- Anchor Systems Used For Detention Hollow Metal Systems: Standard Test Methods ForDocument16 pagesAnchor Systems Used For Detention Hollow Metal Systems: Standard Test Methods ForAlevj DbPas encore d'évaluation
- D7GDocument8 pagesD7Gfirman manaluPas encore d'évaluation
- AWS D1 Visual InspectionDocument2 pagesAWS D1 Visual InspectionBHUSHAN KALEPas encore d'évaluation
- Flow Profile For Reciprocating Pumps - Chemical Engineering ProcessingDocument3 pagesFlow Profile For Reciprocating Pumps - Chemical Engineering ProcessingVILLANUEVA_DANIEL2064Pas encore d'évaluation