Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- 5 - API 570 Exam 100 QDocument23 pages5 - API 570 Exam 100 QSunny Thundil100% (11)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Argon Catalog-CompressedDocument12 pagesArgon Catalog-CompressedAPEX SON100% (2)
- BDA30603 Tutorial 4Document7 pagesBDA30603 Tutorial 4Firdaus JannahPas encore d'évaluation
- B 193 - 02Document5 pagesB 193 - 02alanetn100% (1)
- Solar Simulator (US3325238)Document5 pagesSolar Simulator (US3325238)DAVID100% (1)
- Device For Monitoring A Magnetic Field Emanating From An OrganismDocument14 pagesDevice For Monitoring A Magnetic Field Emanating From An OrganismDAVIDPas encore d'évaluation
- Drug Activation by RadiationDocument5 pagesDrug Activation by RadiationDAVIDPas encore d'évaluation
- Brain Wave Inducing Apparatus PDFDocument4 pagesBrain Wave Inducing Apparatus PDFDAVIDPas encore d'évaluation
- TiB2-based Materials and Process of Producin The SameDocument6 pagesTiB2-based Materials and Process of Producin The SameDAVIDPas encore d'évaluation
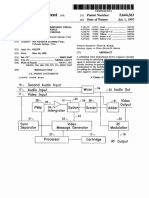
- Auditory Subliminal Programming System PDFDocument9 pagesAuditory Subliminal Programming System PDFDAVIDPas encore d'évaluation
- Apparatus For Generating Sound Through Low Frequency and Noise Modulation PDFDocument15 pagesApparatus For Generating Sound Through Low Frequency and Noise Modulation PDFDAVIDPas encore d'évaluation
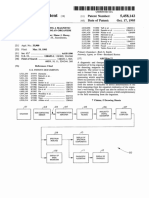
- Apparatus For Superimposing Visual Subliminal Instructional Materials On A Video Signal PDFDocument9 pagesApparatus For Superimposing Visual Subliminal Instructional Materials On A Video Signal PDFDAVIDPas encore d'évaluation
- Apparatus For Generating Sound Through Low Frequency and Noise Modulation PDFDocument15 pagesApparatus For Generating Sound Through Low Frequency and Noise Modulation PDFDAVIDPas encore d'évaluation
- Fretting Wear Evaluation Using Tribometer: Duanjie LiDocument7 pagesFretting Wear Evaluation Using Tribometer: Duanjie LiDAVIDPas encore d'évaluation
- Auditory Subliminal Programming System PDFDocument9 pagesAuditory Subliminal Programming System PDFDAVIDPas encore d'évaluation
- Apparatus For Superimposing Visual Subliminal Instructional Materials On A Video Signal PDFDocument9 pagesApparatus For Superimposing Visual Subliminal Instructional Materials On A Video Signal PDFDAVIDPas encore d'évaluation
- Fretting Wear Evaluation Using Tribometer: Duanjie LiDocument7 pagesFretting Wear Evaluation Using Tribometer: Duanjie LiDAVIDPas encore d'évaluation
- Fretting Wear Evaluation Using Tribometer: Duanjie LiDocument7 pagesFretting Wear Evaluation Using Tribometer: Duanjie LiDAVIDPas encore d'évaluation
- Ab 18Document4 pagesAb 18DAVIDPas encore d'évaluation
- MicrostructureDocument59 pagesMicrostructureAlmeghalawyPas encore d'évaluation
- MicrostructureDocument59 pagesMicrostructureAlmeghalawyPas encore d'évaluation
- Vragen Fasediagrammen Zuivere Componenten PDFDocument3 pagesVragen Fasediagrammen Zuivere Componenten PDFbilberPas encore d'évaluation
- How To Make Black PowderDocument7 pagesHow To Make Black Powder8mhno100% (1)
- Stereoisomers Part 1Document14 pagesStereoisomers Part 1Mabelle DucusinPas encore d'évaluation
- Chemical Injection SkidDocument6 pagesChemical Injection SkidRaheel SultanPas encore d'évaluation
- EfflorescenceDocument5 pagesEfflorescenceOmkar BordePas encore d'évaluation
- ZN ProtocolDocument262 pagesZN ProtocolLavina D'costaPas encore d'évaluation
- Powder Metallurgy: Crushing and Milling Method To Form PowderDocument12 pagesPowder Metallurgy: Crushing and Milling Method To Form Powder050678Pas encore d'évaluation
- Comenius - CodDocument13 pagesComenius - CodsridharancPas encore d'évaluation
- Turton - Appb 30 37Document8 pagesTurton - Appb 30 37asadPas encore d'évaluation
- The Four Types of Refrigeration Systems You Need To KnowDocument2 pagesThe Four Types of Refrigeration Systems You Need To KnowtakayPas encore d'évaluation
- Hooke's Law Verified in Spring ExperimentDocument11 pagesHooke's Law Verified in Spring ExperimentAbu Huzaifah100% (1)
- HPLCDocument22 pagesHPLCKafi Mahmood NahinPas encore d'évaluation
- LS DYNA Aerospace Working Group Modeling Guidelines Document Version 19 1 Dated June 28, 2019 PDFDocument252 pagesLS DYNA Aerospace Working Group Modeling Guidelines Document Version 19 1 Dated June 28, 2019 PDFЮрий НовожиловPas encore d'évaluation
- Colder Products Company Full CatalogDocument166 pagesColder Products Company Full CatalogDENNIZPas encore d'évaluation
- E2 Series RO SystemsDocument2 pagesE2 Series RO SystemsDiego ArguetaPas encore d'évaluation
- Saline and Alkaline Soils-039Document11 pagesSaline and Alkaline Soils-039Satisha Nanjundaiah100% (1)
- Heat loss and fluid temperature calculation for buried insulated and non-insulated oil pipelinesDocument34 pagesHeat loss and fluid temperature calculation for buried insulated and non-insulated oil pipelinesselisenPas encore d'évaluation
- Installation Details IguzziniDocument133 pagesInstallation Details IguzziniimtiazPas encore d'évaluation
- Problem #2b: Chromium Crystallizes With A Body-Centered Cubic Unit Cell. The Radius of ADocument8 pagesProblem #2b: Chromium Crystallizes With A Body-Centered Cubic Unit Cell. The Radius of ARadica AyuPas encore d'évaluation
- Comprehensive MRO Solutions from Corium ChemicalsDocument4 pagesComprehensive MRO Solutions from Corium ChemicalsnmkdsarmaPas encore d'évaluation
- Reservoir Drive Mechanisms PDFDocument28 pagesReservoir Drive Mechanisms PDFWassef MB100% (1)
- Cell Biology and Membrane BiochemistryDocument106 pagesCell Biology and Membrane BiochemistryVijay Bhasker TekulapallyPas encore d'évaluation
- HPLC ExperimentDocument4 pagesHPLC ExperimentFrances PaulinePas encore d'évaluation
- Equivalent Valve Forged Cast PDFDocument2 pagesEquivalent Valve Forged Cast PDFAlessandro Marcio LiraPas encore d'évaluation
- Plasmid Curing in BacteriaDocument3 pagesPlasmid Curing in BacteriaPayel BosePas encore d'évaluation
- Ipsita RoyDocument60 pagesIpsita RoyJohn F ServillePas encore d'évaluation