Vous aimerez peut-être aussi
- .. Bhagavatyashtakam ..: ॥ Bgv (Y£Кm^ ॥Document2 pages.. Bhagavatyashtakam ..: ॥ Bgv (Y£Кm^ ॥swainpiyush123Pas encore d'évaluation
- AparadhakshamapanastotramDocument1 pageAparadhakshamapanastotramswainpiyush123Pas encore d'évaluation
- ApaduddharanaDocument9 pagesApaduddharanaramaswamy1978Pas encore d'évaluation
- BS5950 Load CasesDocument46 pagesBS5950 Load CasesthespecifierPas encore d'évaluation
- Finish A CoaterDocument2 pagesFinish A Coaterswainpiyush123Pas encore d'évaluation
- Durga Saptasati EngDocument13 pagesDurga Saptasati EngRupesh Ubale50% (2)
- Antico PPCL Series PDFDocument6 pagesAntico PPCL Series PDFswainpiyush123Pas encore d'évaluation
- Spec FClayDocument4 pagesSpec FClayswainpiyush123Pas encore d'évaluation
- Antico - NZ SeriesDocument7 pagesAntico - NZ Seriesswainpiyush123Pas encore d'évaluation
- Spec Insulation BricksDocument2 pagesSpec Insulation Bricksswainpiyush123Pas encore d'évaluation
- Spanner Size ChartDocument3 pagesSpanner Size Chartswainpiyush123100% (1)
- Temperature Control at The Point of DispenseDocument2 pagesTemperature Control at The Point of Dispenseswainpiyush123Pas encore d'évaluation
- 10 Mahavidya Sabar MantraDocument10 pages10 Mahavidya Sabar Mantraapi-3867727100% (3)
- SabarDocument6 pagesSabarswainpiyush123Pas encore d'évaluation
- Prime CoaterDocument1 pagePrime Coaterswainpiyush123Pas encore d'évaluation
- Section2 04Document16 pagesSection2 04swainpiyush123Pas encore d'évaluation
- Bhushan Power & Steel LTDDocument2 pagesBhushan Power & Steel LTDswainpiyush123Pas encore d'évaluation
- BibliographyDocument9 pagesBibliographyswainpiyush123Pas encore d'évaluation
- UNBRAKO Eng Guide 2004Document92 pagesUNBRAKO Eng Guide 2004nurek2100% (2)
- Brain Damaging HabitsDocument4 pagesBrain Damaging HabitsSenarath BandaraPas encore d'évaluation
- BhairavDocument13 pagesBhairavswainpiyush123Pas encore d'évaluation
- GandhravaDocument36 pagesGandhravaswainpiyush123Pas encore d'évaluation
- Anapanasati SuttaDocument6 pagesAnapanasati Suttaswainpiyush123Pas encore d'évaluation
- Living in LightDocument53 pagesLiving in LightNicoleta Florentina GhencianPas encore d'évaluation
- Durga Chalisa HindiDocument3 pagesDurga Chalisa HindiM K MishraPas encore d'évaluation
- Worship of Sri RamakrishnaDocument25 pagesWorship of Sri RamakrishnaIra DivicharaPas encore d'évaluation
- QuackerDocument1 pageQuackerswainpiyush123Pas encore d'évaluation
- Ashta Lakshmi LyricsDocument9 pagesAshta Lakshmi LyricsMallickarjunaPas encore d'évaluation
- LordGanesh PujaDocument12 pagesLordGanesh Pujaswainpiyush123Pas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Rigid Body 3DDocument6 pagesRigid Body 3DSyed ShaulPas encore d'évaluation
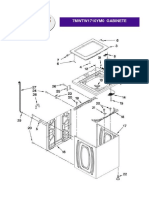
- 7MWTW1710YM0Document8 pages7MWTW1710YM0Izack-Dy JimZitPas encore d'évaluation
- Revisions List: W4 Series High Pressure Breathing Air Compressor User ManualDocument65 pagesRevisions List: W4 Series High Pressure Breathing Air Compressor User ManualjaimeherzPas encore d'évaluation
- 05 E85 Driveline PDFDocument24 pages05 E85 Driveline PDFfulltransmissionPas encore d'évaluation
- b25d b30d Mkiii HydraulicsDocument28 pagesb25d b30d Mkiii HydraulicsErmias100% (3)
- CC200 - CC400 CRIMPER Operators ManualDocument15 pagesCC200 - CC400 CRIMPER Operators ManualPTCPas encore d'évaluation
- AMALLROUND Manual for Stripping MachineDocument40 pagesAMALLROUND Manual for Stripping MachineRoberto VelascoPas encore d'évaluation
- QUINCY 390 Parts ManualDocument26 pagesQUINCY 390 Parts ManualYogeshwar Agrawal100% (1)
- Exedy 1Document52 pagesExedy 1Fredy Hernan100% (2)
- 6-Cyl. Direct Injection Engine (2.9l., 3.0l. 4-Valve TFSI EA 839) DLZA DKMBDocument263 pages6-Cyl. Direct Injection Engine (2.9l., 3.0l. 4-Valve TFSI EA 839) DLZA DKMBhyeonPas encore d'évaluation
- Series 40 m46Document48 pagesSeries 40 m46Umar Ikram100% (2)
- Evolution Series E9000 Motor Control Centers: Installation & Maintenance Guide DEH-40472 Rev. 04Document36 pagesEvolution Series E9000 Motor Control Centers: Installation & Maintenance Guide DEH-40472 Rev. 04Wilson VelásquezPas encore d'évaluation
- Maxon 400 Series Combined PDFDocument34 pagesMaxon 400 Series Combined PDFdsl322531Pas encore d'évaluation
- Parts Manual Fisher & Paykell "Smart Drive" Electronic Washing MachineDocument21 pagesParts Manual Fisher & Paykell "Smart Drive" Electronic Washing MachineEric ApperleyPas encore d'évaluation
- ASYG12LUCADocument1 pageASYG12LUCACatalin DragomirPas encore d'évaluation
- Acer Group Lathe Lubrication Oil ChartDocument1 pageAcer Group Lathe Lubrication Oil ChartAlexPas encore d'évaluation
- Sizing DOL motor starter parts for 415V 5HP induction motorDocument7 pagesSizing DOL motor starter parts for 415V 5HP induction motorMALOY BANDYOPADHYAY100% (1)
- Mitsubishi Electric Heat Pump Parts Outdoor MUZ-GE25-80VA-A1 - OBB532C PDFDocument12 pagesMitsubishi Electric Heat Pump Parts Outdoor MUZ-GE25-80VA-A1 - OBB532C PDFTony SavagePas encore d'évaluation
- Radial Turbine ImpellersDocument6 pagesRadial Turbine Impellersmms2007Pas encore d'évaluation
- Formation VF KEBDocument90 pagesFormation VF KEBAidolan UlrichPas encore d'évaluation
- Mobile Crane Inspection Checklist: Ensure SafetyDocument2 pagesMobile Crane Inspection Checklist: Ensure SafetyAniekanPas encore d'évaluation
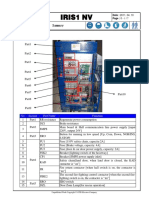
- Iris nv2Document7 pagesIris nv2AndiosoPas encore d'évaluation
- Automotive Power Trains: Machine Design & CAD - IDocument27 pagesAutomotive Power Trains: Machine Design & CAD - IKhalil RazaPas encore d'évaluation
- Mercedes Benz Replacement Parts CatalogDocument718 pagesMercedes Benz Replacement Parts CatalogmhcormierPas encore d'évaluation
- DSE3 Directional Valve with Proportional ControlDocument10 pagesDSE3 Directional Valve with Proportional ControlVendas HidrautrônicaPas encore d'évaluation
- Shell Gadus Essential Guide To Greases Cheat SheetDocument1 pageShell Gadus Essential Guide To Greases Cheat SheetgerardoctavaraPas encore d'évaluation
- Manual Oper. y Manten. 1TN - 3,5TN R Series (Comb. Interna) PDFDocument113 pagesManual Oper. y Manten. 1TN - 3,5TN R Series (Comb. Interna) PDFRicardo BilbaoPas encore d'évaluation
- 02 GG Pgt25 Dle Description VCNGDocument138 pages02 GG Pgt25 Dle Description VCNGolegprikhodko2809100% (4)
- Konecranes SMV 10-600 B - SMV 60-1200 B Driver's Instruction BookDocument48 pagesKonecranes SMV 10-600 B - SMV 60-1200 B Driver's Instruction BookApri YandriPas encore d'évaluation
- Tutorial Induction MachinesDocument2 pagesTutorial Induction MachinesDev KumarPas encore d'évaluation