Vous aimerez peut-être aussi
- Actualizacion Fiscal I (Umas - RMF 2017)Document119 pagesActualizacion Fiscal I (Umas - RMF 2017)Omar AguilarPas encore d'évaluation
- Practica 6Document14 pagesPractica 6Omar AguilarPas encore d'évaluation
- PlasticosDocument5 pagesPlasticosOmar AguilarPas encore d'évaluation
- 12p Diagram de Recorrido y Diag HiloDocument4 pages12p Diagram de Recorrido y Diag Hilostick9510Pas encore d'évaluation
- 1.3 Metodos Generales para Medir El Tiempo EstándarDocument3 pages1.3 Metodos Generales para Medir El Tiempo EstándarOmar AguilarPas encore d'évaluation
- 1.3 Metodos Generales para Medir El Tiempo EstándarDocument3 pages1.3 Metodos Generales para Medir El Tiempo EstándarOmar AguilarPas encore d'évaluation
- Bench MarkingDocument2 pagesBench MarkingXime Saday SantisPas encore d'évaluation
- Curso de MatlabDocument78 pagesCurso de MatlabElvin Mayta MachacaPas encore d'évaluation
- Practicas de QuimicaDocument13 pagesPracticas de QuimicaOmar AguilarPas encore d'évaluation
- Capitulo 6 Mecánica de FluidosDocument26 pagesCapitulo 6 Mecánica de FluidosMatemáticas con RoalviPas encore d'évaluation
- Informe de Laboratorio 1Document42 pagesInforme de Laboratorio 1Miñope Alarcon JosuePas encore d'évaluation
- Imagine Un Fin de Semana Con Su Familia en Un Parque PROYECTO FISICADocument3 pagesImagine Un Fin de Semana Con Su Familia en Un Parque PROYECTO FISICANando NandoPas encore d'évaluation
- Matemáticas para Ingenieros 1: Integral IndefinidaDocument17 pagesMatemáticas para Ingenieros 1: Integral IndefinidaJean pierre Italo Chumbes GómezPas encore d'évaluation
- 6 Senie-2016Document26 pages6 Senie-2016Max GonzálezPas encore d'évaluation
- Fisica2 TareaDocument4 pagesFisica2 TareaAdonis Steven Lima CusmePas encore d'évaluation
- GEOMETRÍADocument14 pagesGEOMETRÍAJosé LuquePas encore d'évaluation
- Analisis DimensionalDocument1 pageAnalisis DimensionalamparitomagrPas encore d'évaluation
- FACTORES PRIMOS MCM MCD 9 On LineDocument6 pagesFACTORES PRIMOS MCM MCD 9 On LineHector Hugo Goyes-GuerrónPas encore d'évaluation
- Ejercicios y Problemas Con Múltiplos y DivisoresDocument3 pagesEjercicios y Problemas Con Múltiplos y DivisoresAladino Barrantes pérezPas encore d'évaluation
- Problema 1Document4 pagesProblema 1romi caedinesPas encore d'évaluation
- Asignación GPI 3Document5 pagesAsignación GPI 3yorPas encore d'évaluation
- ConversionesDocument7 pagesConversionesDark DraftsmanPas encore d'évaluation
- Declarando Variables PL SQLDocument59 pagesDeclarando Variables PL SQLMaria Fernanda Sanchez LoboPas encore d'évaluation
- Formación de ProyeccionesDocument6 pagesFormación de ProyeccionesVanessaPas encore d'évaluation
- Ficha 02 ConjuntosDocument4 pagesFicha 02 ConjuntosELMER TIGRE HUAMANPas encore d'évaluation
- 1699130268619897453a85b4.46116278Document2 pages1699130268619897453a85b4.46116278cris lopez floresPas encore d'évaluation
- Secuencia Didáctica Matemática BingoDocument4 pagesSecuencia Didáctica Matemática Bingobernardita57% (7)
- Modulacion DigitalDocument10 pagesModulacion DigitalCarlos FloresPas encore d'évaluation
- Algoritmo para MemorizarDocument8 pagesAlgoritmo para MemorizarRafaél J MalavePas encore d'évaluation
- G2-Guia2-Estos Son Los Numeros Del 500 Al 999Document5 pagesG2-Guia2-Estos Son Los Numeros Del 500 Al 999May ValenciaPas encore d'évaluation
- Grupo A1Document286 pagesGrupo A1librosguias ycompendios0% (1)
- Instructivo - Demandas de AguaDocument33 pagesInstructivo - Demandas de AguaMichell Mike SilvaPas encore d'évaluation
- Tipos de Comandos Del Lenguaje EnsambladorDocument4 pagesTipos de Comandos Del Lenguaje EnsambladorMartin Jahdiel OrtizPas encore d'évaluation
- 19201003Document143 pages19201003Tomás Jesus Quiroz GuevaraPas encore d'évaluation
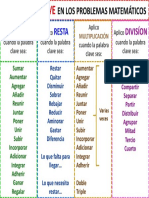
- Palabras Clave para La Resolución de Problemas MatemáticosDocument1 pagePalabras Clave para La Resolución de Problemas MatemáticosEdi Bermejo Robles85% (20)
- Temperatura Calibracion PDFDocument57 pagesTemperatura Calibracion PDFJavier D. SolisPas encore d'évaluation
- Curso HTMLDocument299 pagesCurso HTMLIvan TrinidadPas encore d'évaluation
- Ecuación de La RectaDocument4 pagesEcuación de La RectaVictorHugoMoynaHuillcaPas encore d'évaluation
- Deber 1 Estadistica InferencialDocument3 pagesDeber 1 Estadistica InferencialNicol CutiPas encore d'évaluation
- Arizona, Utah & New Mexico: A Guide to the State & National ParksD'EverandArizona, Utah & New Mexico: A Guide to the State & National ParksÉvaluation : 4 sur 5 étoiles4/5 (1)
- South Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptD'EverandSouth Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptÉvaluation : 5 sur 5 étoiles5/5 (1)
- The Bahamas a Taste of the Islands ExcerptD'EverandThe Bahamas a Taste of the Islands ExcerptÉvaluation : 4 sur 5 étoiles4/5 (1)
- Naples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoD'EverandNaples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoÉvaluation : 5 sur 5 étoiles5/5 (1)
- Japanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensD'EverandJapanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensPas encore d'évaluation
- New York & New Jersey: A Guide to the State & National ParksD'EverandNew York & New Jersey: A Guide to the State & National ParksPas encore d'évaluation