Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- HardieDeck Installation and Specification Guide - Feb 16 LRDocument12 pagesHardieDeck Installation and Specification Guide - Feb 16 LRpedroxidoPas encore d'évaluation
- Body RepairDocument19 pagesBody RepairPUTRA SANIPas encore d'évaluation
- Final - WPS PQR 86Document4 pagesFinal - WPS PQR 86Parag WadekarPas encore d'évaluation
- TDS 10566050 EN EN Easy-Mix-RK-7100 PDFDocument1 pageTDS 10566050 EN EN Easy-Mix-RK-7100 PDFKJ SupplyPas encore d'évaluation
- VSL Product Watch Crigler Jan 08.532Document4 pagesVSL Product Watch Crigler Jan 08.532Lau Kim HwaPas encore d'évaluation
- Polycon Tank DimensionDocument20 pagesPolycon Tank DimensionRafael Echano AcederaPas encore d'évaluation
- 4089 Q Matix 6000002607Document1 page4089 Q Matix 6000002607Sachin Kumar SinghPas encore d'évaluation
- How To Install A Screen DoorDocument3 pagesHow To Install A Screen DoordoorstopreviewsPas encore d'évaluation
- K AreaDocument7 pagesK AreaMohammed ShamilPas encore d'évaluation
- BTR Company Profile 2019Document19 pagesBTR Company Profile 2019zahidhssn1Pas encore d'évaluation
- 13 Skodock Hoses Mounting Instr GBDocument4 pages13 Skodock Hoses Mounting Instr GBivyhomePas encore d'évaluation
- SOR-Vol 2 - PrintDocument107 pagesSOR-Vol 2 - PrintMrinal TalukdarPas encore d'évaluation
- Other MaterialDocument59 pagesOther MaterialNasaredeanAhmedPas encore d'évaluation
- Kim Lighting 120 Volt Landscape Lighting Products Catalog 1977Document20 pagesKim Lighting 120 Volt Landscape Lighting Products Catalog 1977Alan MastersPas encore d'évaluation
- Data Table For Grades Stainless Steels - Special Steels STS304Document3 pagesData Table For Grades Stainless Steels - Special Steels STS304NathanPas encore d'évaluation
- Flanges ASME B 16.47 Serie ADocument2 pagesFlanges ASME B 16.47 Serie Aprabhuarunkumar100% (1)
- Affordable Housing BookletDocument38 pagesAffordable Housing BookletMatumbi NaitoPas encore d'évaluation
- AAC Wall SectionsDocument24 pagesAAC Wall SectionsShaik FaridhPas encore d'évaluation
- Cold Chisels: ArchiveDocument4 pagesCold Chisels: ArchivedavePas encore d'évaluation
- International Perspective On UHPC in Bridge EngineeringDocument17 pagesInternational Perspective On UHPC in Bridge EngineeringSophia Liu100% (1)
- Drbms TutorialsDocument4 pagesDrbms TutorialsUmar Saba100% (1)
- Manual de Partes GA250 - SERIE S99150101-02 PDFDocument119 pagesManual de Partes GA250 - SERIE S99150101-02 PDFJerson PortocarreroPas encore d'évaluation
- No PicDocument36 pagesNo Picapi-3837830Pas encore d'évaluation
- ECE5-014 - A4 - Productsheet REXNORD CHAINDocument2 pagesECE5-014 - A4 - Productsheet REXNORD CHAINTRMPas encore d'évaluation
- Guide Rings: Fcs Fluoro Carbon Seals PVT LTDDocument2 pagesGuide Rings: Fcs Fluoro Carbon Seals PVT LTDvikram velayuthamPas encore d'évaluation
- SPM Characteristics - Prototyping of Somaloy MaterialsDocument18 pagesSPM Characteristics - Prototyping of Somaloy MaterialsUmair MirzaPas encore d'évaluation
- A Literature Review of Use of Recycled Concrete Aggregates PDFDocument61 pagesA Literature Review of Use of Recycled Concrete Aggregates PDFyyanan111875% (4)
- TC 0101 - Thermocouple Assembly: ElementDocument17 pagesTC 0101 - Thermocouple Assembly: Elementmohan babuPas encore d'évaluation
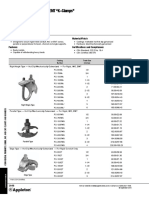
- Rigid Metal Conduit, IMC or EMT "K-Clamps": Applications Features Material/Finish Certifications and CompliancesDocument2 pagesRigid Metal Conduit, IMC or EMT "K-Clamps": Applications Features Material/Finish Certifications and CompliancesKeissy Bonilla MejiaPas encore d'évaluation
- Australian Steel StrengthDocument5 pagesAustralian Steel StrengthDonald HamiltonPas encore d'évaluation