Vous aimerez peut-être aussi
- Job Description NDTDocument4 pagesJob Description NDTNDTInstructorPas encore d'évaluation
- Piping 3Document1 pagePiping 3NDTInstructorPas encore d'évaluation
- (A) Elastic Behavior. The Assumption That DisplaceDocument1 page(A) Elastic Behavior. The Assumption That DisplaceNDTInstructorPas encore d'évaluation
- PAUT Vs RadiographyDocument1 pagePAUT Vs RadiographyNDTInstructorPas encore d'évaluation
- H300 Introduction (Si Units) : Para. 304.3.3Document2 pagesH300 Introduction (Si Units) : Para. 304.3.3NDTInstructorPas encore d'évaluation
- A309 Bolting: Appendix F Para. F309 Paragraph 309.1 Para. 309.1 Para. A335.2Document1 pageA309 Bolting: Appendix F Para. F309 Paragraph 309.1 Para. 309.1 Para. A335.2NDTInstructorPas encore d'évaluation
- Shell Settlement EvaluationDocument1 pageShell Settlement EvaluationNDTInstructorPas encore d'évaluation
- Inspections and Audits For Boilers and Pressure VesselsDocument2 pagesInspections and Audits For Boilers and Pressure VesselsNDTInstructorPas encore d'évaluation
- Procedure CFVDocument13 pagesProcedure CFVNDTInstructorPas encore d'évaluation
- Tank Inspection SolutionDocument7 pagesTank Inspection SolutionNDTInstructorPas encore d'évaluation
- Macro Instruction/Report Sheet: Check Photograph I.D Matches This Report I.DDocument1 pageMacro Instruction/Report Sheet: Check Photograph I.D Matches This Report I.DNDTInstructorPas encore d'évaluation
- 344.2 Visual Examination: Para. 344.7Document1 page344.2 Visual Examination: Para. 344.7NDTInstructorPas encore d'évaluation
- Optimized Performance For Wall Thickness and LiftoffDocument1 pageOptimized Performance For Wall Thickness and LiftoffNDTInstructorPas encore d'évaluation
- Vision CertificateDocument1 pageVision CertificateNDTInstructorPas encore d'évaluation
- API Individual Certification Programs: Mohamed Karim RamyDocument1 pageAPI Individual Certification Programs: Mohamed Karim RamyNDTInstructorPas encore d'évaluation
- 12 Theory Tofd FCBDocument77 pages12 Theory Tofd FCBNDTInstructorPas encore d'évaluation
- Section-4 Assessment of General Metal Loss API 579 - FFSDocument69 pagesSection-4 Assessment of General Metal Loss API 579 - FFSNDTInstructor80% (5)
- API Individual Certification Programs: Mohamed Karim RamyDocument1 pageAPI Individual Certification Programs: Mohamed Karim RamyNDTInstructorPas encore d'évaluation
- Helling Katalog NDTDocument43 pagesHelling Katalog NDTNDTInstructorPas encore d'évaluation
- Practical EXamDocument5 pagesPractical EXamNDTInstructor100% (6)
- Cap Height: - Weld Width: Toe Blend: Misalignment: Angular Distortion NotesDocument4 pagesCap Height: - Weld Width: Toe Blend: Misalignment: Angular Distortion NotesNDTInstructorPas encore d'évaluation
- MFL ProcedureDocument5 pagesMFL ProcedureNDTInstructor67% (3)
- Dye Penetrant Inspection ProcedureDocument7 pagesDye Penetrant Inspection ProcedureNDTInstructor100% (1)
- Welding Machine Calibration ProcedureDocument12 pagesWelding Machine Calibration ProcedureNDTInstructor88% (8)
- Training Sample Only: Macro Instruction/Report Sheet (I.D: Am1031)Document1 pageTraining Sample Only: Macro Instruction/Report Sheet (I.D: Am1031)NDTInstructorPas encore d'évaluation
- PDF Tarek Elsayed PetrotestDocument2 pagesPDF Tarek Elsayed PetrotestNDTInstructorPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- 1 Boq Bill Format GadDocument22 pages1 Boq Bill Format Gadsantosh yevvariPas encore d'évaluation
- Catalogo MarlowDocument56 pagesCatalogo MarlowZhi ShuPas encore d'évaluation
- SikaSwellA PdsDocument2 pagesSikaSwellA PdsPrakashPas encore d'évaluation
- 2209 EutecTrodeDocument1 page2209 EutecTrodeSimelemon TolomeoPas encore d'évaluation
- Daver Steels, Threaded RodsDocument4 pagesDaver Steels, Threaded RodsMantasPas encore d'évaluation
- White Book C05 Specialist Partitions SectionDocument58 pagesWhite Book C05 Specialist Partitions SectionPavaloaie Marian ConstantinPas encore d'évaluation
- TIG Bohler S ER70S G ER70S GDocument1 pageTIG Bohler S ER70S G ER70S GwahyuufoPas encore d'évaluation
- Swagelock - Medium - and High-Pressure FittingsDocument128 pagesSwagelock - Medium - and High-Pressure FittingsShesharam ChouhanPas encore d'évaluation
- Kelani Cable Installation DetailsDocument1 pageKelani Cable Installation DetailsHansika RajapakshaPas encore d'évaluation
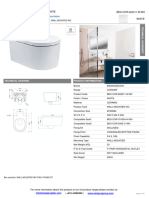
- Private Majlis: Corsair Wall Mounted WC Pan White BDS-COR-602011-B-WHDocument57 pagesPrivate Majlis: Corsair Wall Mounted WC Pan White BDS-COR-602011-B-WHmohammadPas encore d'évaluation
- Spark Testing For Mystery MetalsDocument3 pagesSpark Testing For Mystery MetalsAmey ParkarPas encore d'évaluation
- Astm A 681Document14 pagesAstm A 681talhadikenPas encore d'évaluation
- Site Visit Report of BMRCL MetroDocument21 pagesSite Visit Report of BMRCL MetroYashodhara T SPas encore d'évaluation
- 3MDyneon FKM Compounding Guide 98050413248RevCDocument28 pages3MDyneon FKM Compounding Guide 98050413248RevCDyaniPas encore d'évaluation
- Eyenuts 00582Document5 pagesEyenuts 00582Mohammad Lavasani100% (1)
- Referensi Code & StandardDocument1 pageReferensi Code & StandardReza Harendra PutraPas encore d'évaluation
- Testing The Hardness of MetalsDocument5 pagesTesting The Hardness of MetalsAwanPas encore d'évaluation
- SikaTop-Armatec 110 PDFDocument4 pagesSikaTop-Armatec 110 PDFNick BesterPas encore d'évaluation
- HPDC Runner and Gating System DesignDocument18 pagesHPDC Runner and Gating System DesignMNPas encore d'évaluation
- Whiting Hinged Truss II: Dry Freight Roll-Up DoorDocument1 pageWhiting Hinged Truss II: Dry Freight Roll-Up DoorDesign RCFPas encore d'évaluation
- Auditorium BalconyDocument1 pageAuditorium BalconyNikita Mahajan100% (1)
- Piping Work (Autosaved)Document41 pagesPiping Work (Autosaved)KarthikPas encore d'évaluation
- DOWLEX™ 2607GC: The Dow Chemical CompanyDocument3 pagesDOWLEX™ 2607GC: The Dow Chemical CompanyTruc Thao NguyenPas encore d'évaluation
- Construction Materials: Assignment ReportDocument7 pagesConstruction Materials: Assignment ReportKiệt ĐỗPas encore d'évaluation
- BBR Technical From 2012 To 2017 PDFDocument49 pagesBBR Technical From 2012 To 2017 PDFsivasankar reddyPas encore d'évaluation
- C. Molecular Forces or Thermal Behavior: FibersDocument14 pagesC. Molecular Forces or Thermal Behavior: FibersKuldeep singh ChandelPas encore d'évaluation
- Piping Marking ProcedureDocument14 pagesPiping Marking ProcedureKelvin ThengPas encore d'évaluation
- EN# EN Name SAE UNS DIN BS 970 UNI JIS Carbon SteelsDocument3 pagesEN# EN Name SAE UNS DIN BS 970 UNI JIS Carbon Steelspm StarkeonPas encore d'évaluation