Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Single Line DiagramDocument1 pageSingle Line DiagramGhanshyam Singh100% (2)
- Connecting To Primavera DatabaseDocument8 pagesConnecting To Primavera DatabasesmrajbePas encore d'évaluation
- Primavera Gateway - April2016Document48 pagesPrimavera Gateway - April2016smrajbePas encore d'évaluation
- IlakkanamDocument59 pagesIlakkanamsmrajbePas encore d'évaluation
- D67338GC10 - Sg1-Managing Projects in Primavera P6 Professional Rel 8.0 Ed 1 - Student Guide Vol IDocument412 pagesD67338GC10 - Sg1-Managing Projects in Primavera P6 Professional Rel 8.0 Ed 1 - Student Guide Vol IJaime Carranza Chavez100% (1)
- FMRE Demo SlidesDocument25 pagesFMRE Demo SlidessmrajbePas encore d'évaluation
- Primavera UnifierDocument11 pagesPrimavera UnifiersmrajbePas encore d'évaluation
- Chapter (5) Case Study: Arab Academy For Science and Technology and Maritime TransportDocument77 pagesChapter (5) Case Study: Arab Academy For Science and Technology and Maritime Transportsmrajbe100% (1)
- Project Planning - CPM Original DataDocument2 pagesProject Planning - CPM Original DatasmrajbePas encore d'évaluation
- Pressure Vessel DesignDocument83 pagesPressure Vessel Designsmrajbe100% (3)
- Oracle Prime Features: Presented by Mohan Raj SDocument15 pagesOracle Prime Features: Presented by Mohan Raj SsmrajbePas encore d'évaluation
- Wound Field MachineDocument52 pagesWound Field MachinesmrajbePas encore d'évaluation
- Bulk Micro MachiningDocument3 pagesBulk Micro MachiningsmrajbePas encore d'évaluation
- Additive ManufacturingDocument2 pagesAdditive ManufacturingsmrajbePas encore d'évaluation
- Auto Setting DataDocument6 pagesAuto Setting Datahalo91Pas encore d'évaluation
- U90 Ladder Tutorial PDFDocument72 pagesU90 Ladder Tutorial PDFMarlon CalixPas encore d'évaluation
- National School Building Inventory (NSBI) Encoding For SY 2021-2022Document31 pagesNational School Building Inventory (NSBI) Encoding For SY 2021-2022Renato Rivera100% (1)
- International Advertising: Definition of International MarketingDocument2 pagesInternational Advertising: Definition of International MarketingAfad KhanPas encore d'évaluation
- IMO - PowerpointDocument16 pagesIMO - PowerpointMahen Fernando100% (3)
- Diodat PDFDocument4 pagesDiodat PDFFatmir KelmendiPas encore d'évaluation
- Triptico NIC 16Document3 pagesTriptico NIC 16Brayan HMPas encore d'évaluation
- A Laboratory Study of Hot Carbon Dioxide Injection Into Fractured and Conventional CoresDocument13 pagesA Laboratory Study of Hot Carbon Dioxide Injection Into Fractured and Conventional Coresmsmsoft90Pas encore d'évaluation
- The Influence of The Transformational LeaderDocument9 pagesThe Influence of The Transformational Leaderkenmuira100% (1)
- Business Ethics Final Work Brief 2Document6 pagesBusiness Ethics Final Work Brief 2KALIZA TRESSY MEGHANPas encore d'évaluation
- Design of Posterior Lumbar Interbody Fusion Cages With Various Infill Pattern For 3D Printing ApplicationDocument7 pagesDesign of Posterior Lumbar Interbody Fusion Cages With Various Infill Pattern For 3D Printing ApplicationdhazliPas encore d'évaluation
- Functional Specifications For Purchase Order: 1. Business RequirementsDocument5 pagesFunctional Specifications For Purchase Order: 1. Business RequirementsTom MarksPas encore d'évaluation
- 1Document7 pages1gosaye desalegnPas encore d'évaluation
- Spice Board BBLDocument24 pagesSpice Board BBLvenkatpficoPas encore d'évaluation
- Management of Health Care Services For Ood Victims: The Case of The Shelter at Nakhon Pathom Rajabhat University Central ThailandDocument7 pagesManagement of Health Care Services For Ood Victims: The Case of The Shelter at Nakhon Pathom Rajabhat University Central ThailandAnonymous C06qenyfkmPas encore d'évaluation
- (L) Examples of Machine Shop Practice (1910)Document54 pages(L) Examples of Machine Shop Practice (1910)Ismael 8877100% (1)
- Woman Magazine Who Was Changing Jobs To Be The Editor Of: Family Circle AdweekDocument11 pagesWoman Magazine Who Was Changing Jobs To Be The Editor Of: Family Circle AdweekManish RanaPas encore d'évaluation
- 9 PNB V Andrada Electric & Engineering Co., GR No. 142936, April 17, 2002Document9 pages9 PNB V Andrada Electric & Engineering Co., GR No. 142936, April 17, 2002Edgar Calzita AlotaPas encore d'évaluation
- Piping Tie in Procedure Rev A PDFDocument15 pagesPiping Tie in Procedure Rev A PDFMohammed Sibghatulla100% (1)
- Lower Gasket Kit (S/N E/ 9Fz999 & Below) : Model Number: 335 Serial Number: A9KA11001 & Above, AAD111001 & AboveDocument2 pagesLower Gasket Kit (S/N E/ 9Fz999 & Below) : Model Number: 335 Serial Number: A9KA11001 & Above, AAD111001 & Abovezeeshan tanveerPas encore d'évaluation
- No. 3 - Republic vs. DiazDocument7 pagesNo. 3 - Republic vs. DiazMark Gabriel MarangaPas encore d'évaluation
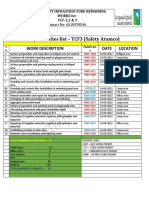
- Daily Activities List - TCF3 (Safety Aramco) : Work Description Date LocationDocument2 pagesDaily Activities List - TCF3 (Safety Aramco) : Work Description Date LocationSheri DiĺlPas encore d'évaluation
- BeechDocument1 pageBeechperovojPas encore d'évaluation
- SeminarDocument88 pagesSeminarMaha MuflehPas encore d'évaluation
- Ojsadmin, 12 ZhangG 19Document14 pagesOjsadmin, 12 ZhangG 19Kristel MitraPas encore d'évaluation
- Computation of Total Income: Zenit - A KDK Software Software ProductDocument2 pagesComputation of Total Income: Zenit - A KDK Software Software ProductKartik RajputPas encore d'évaluation
- Sustainability and Economy - A Paradigm For Managing Entrepreneurship Towards Sustainable DevelopmentFDocument21 pagesSustainability and Economy - A Paradigm For Managing Entrepreneurship Towards Sustainable DevelopmentFArmando Tarupí MontenegroPas encore d'évaluation
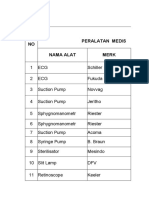
- Daftar Kalibrasi Peralatan MedisDocument34 pagesDaftar Kalibrasi Peralatan Medisdiklat rssnPas encore d'évaluation
- Brochure PVM enDocument36 pagesBrochure PVM enBenny Kurniawan LimPas encore d'évaluation