Vous aimerez peut-être aussi
- Payne EffectDocument31 pagesPayne EffectrajchemengPas encore d'évaluation
- Diseño Iowa IM 532Document8 pagesDiseño Iowa IM 532Jaime Novak DavilaPas encore d'évaluation
- Mixture Design Principles: Thomas Van Dam, PH.D., P.E. Nichols Consulting EngineersDocument26 pagesMixture Design Principles: Thomas Van Dam, PH.D., P.E. Nichols Consulting EngineersJhony CotaPas encore d'évaluation
- Mixture Design Principles: Thomas Van Dam, PH.D., P.E. Nichols Consulting EngineersDocument26 pagesMixture Design Principles: Thomas Van Dam, PH.D., P.E. Nichols Consulting EngineersJhony CotaPas encore d'évaluation
- Mixture Design Principles: Thomas Van Dam, PH.D., P.E. Nichols Consulting EngineersDocument26 pagesMixture Design Principles: Thomas Van Dam, PH.D., P.E. Nichols Consulting EngineersJhony CotaPas encore d'évaluation
- Dry Mix DesignDocument7 pagesDry Mix DesignNeeraj ChaubeyPas encore d'évaluation
- The Effect of Volumetric Properties of Asphalt Concrete Mixture To Wheel Track Rutting With Respect To EN and BS Rutting Test MethodsDocument9 pagesThe Effect of Volumetric Properties of Asphalt Concrete Mixture To Wheel Track Rutting With Respect To EN and BS Rutting Test MethodsthanoseePas encore d'évaluation
- Gradation and Size AggregatesDocument9 pagesGradation and Size AggregatesAnthony DelarosaPas encore d'évaluation
- Coverage Spreading Rate and Paint Consumption Calculations 01nov2022Document4 pagesCoverage Spreading Rate and Paint Consumption Calculations 01nov2022Tirumala PrasadPas encore d'évaluation
- Literature Vicast A830 1Document12 pagesLiterature Vicast A830 1leonelartesano2Pas encore d'évaluation
- Specification For Additional Asphalt 302ADocument11 pagesSpecification For Additional Asphalt 302Amelinda bulosPas encore d'évaluation
- Folding RSC Wilbert StreeflandDocument5 pagesFolding RSC Wilbert StreeflandMl AgarwalPas encore d'évaluation
- TP-Stencil Printing Basics AJohnson-WWE-SM000 05-06-29Document5 pagesTP-Stencil Printing Basics AJohnson-WWE-SM000 05-06-29Imran SikandarPas encore d'évaluation
- Coverage Spreading Rate and Paint Consumption Calculations 13jul2023Document4 pagesCoverage Spreading Rate and Paint Consumption Calculations 13jul2023Mohamed AtefPas encore d'évaluation
- B A S Ket Strainer Pressure Drop-LiquidsDocument4 pagesB A S Ket Strainer Pressure Drop-LiquidsguillemaraPas encore d'évaluation
- Gradation of AggregatesDocument28 pagesGradation of AggregatesDane BautistaPas encore d'évaluation
- Aggregate Used in Asphalt Mixes: Gradation and SizeDocument8 pagesAggregate Used in Asphalt Mixes: Gradation and Sizeاسومي الوكحPas encore d'évaluation
- Asphalt Concrete Wearing Course Mixture SpecificationDocument4 pagesAsphalt Concrete Wearing Course Mixture Specificationqadiradnan71770% (1)
- Effect of Superpave Defined Restricted Zone On Hot Mix Asphalt PerformanceDocument31 pagesEffect of Superpave Defined Restricted Zone On Hot Mix Asphalt PerformanceZarshad KhanPas encore d'évaluation
- Sma 2005finalDocument10 pagesSma 2005finalibrahim tanko abePas encore d'évaluation
- Sizing of StrainerDocument20 pagesSizing of StrainerMASOMESE KIKILEPas encore d'évaluation
- Stencil Printing - WikipediaDocument31 pagesStencil Printing - WikipediaLKMs HUBPas encore d'évaluation
- Laboratory and Field Evaluation of Porous Asphalt ConcreteDocument14 pagesLaboratory and Field Evaluation of Porous Asphalt ConcreteJelian GracePas encore d'évaluation
- TN1022Document6 pagesTN1022Vee VPas encore d'évaluation
- TSR and Application LossesDocument4 pagesTSR and Application LossesFreddy Carl Fredricksen100% (1)
- VatDocument7 pagesVatFaisal HossainPas encore d'évaluation
- Grading Requirements F o R Sub Base MaterialDocument4 pagesGrading Requirements F o R Sub Base MaterialHurriyat Ali100% (1)
- 460.1 Description: Section 460 Hot Mix Asphalt PavementDocument13 pages460.1 Description: Section 460 Hot Mix Asphalt PavementYago MendozaPas encore d'évaluation
- Slurry Seal Issa A105Document16 pagesSlurry Seal Issa A105Luis Miguel PachecoPas encore d'évaluation
- Norma Slurry SealsDocument16 pagesNorma Slurry SealsFidelMtzPas encore d'évaluation
- 5.3.2 HMA Mix Designs 03.22Document28 pages5.3.2 HMA Mix Designs 03.22Santosh ChowdaryPas encore d'évaluation
- Volumetrics in Asphalt Mixtures: Air Voids (Va)Document4 pagesVolumetrics in Asphalt Mixtures: Air Voids (Va)Wuriandreza Gigih MuktitamaPas encore d'évaluation
- Application Guide For Masterflow Epoxy Grouts: Masterflow 618 Masterflow 628 Masterflow 648 Masterflow 678Document14 pagesApplication Guide For Masterflow Epoxy Grouts: Masterflow 618 Masterflow 628 Masterflow 648 Masterflow 678VincentPas encore d'évaluation
- Example 1: Generation of A Bearing Graph For An Open End Diesel HammerDocument5 pagesExample 1: Generation of A Bearing Graph For An Open End Diesel HammerbozarromegustaPas encore d'évaluation
- Estimating Labor Unit Data For Concrete Concrete Construction Unit Ratesconstruction - tcm45-344396Document13 pagesEstimating Labor Unit Data For Concrete Concrete Construction Unit Ratesconstruction - tcm45-344396tkarasonPas encore d'évaluation
- Estimating Labor Unit Data For Concrete ConstructionDocument13 pagesEstimating Labor Unit Data For Concrete ConstructionsoparlPas encore d'évaluation
- Coverage/ Spreading RateDocument2 pagesCoverage/ Spreading RateSaleh EttehadiPas encore d'évaluation
- Bituminous Mix Design & Superpave MixesDocument53 pagesBituminous Mix Design & Superpave Mixesjaffna100% (9)
- Materials For SCCDocument4 pagesMaterials For SCCFarhanPas encore d'évaluation
- Exercise HighwayDocument7 pagesExercise HighwayOmar AbdelnabyPas encore d'évaluation
- T S T I: Emporary Trainer Echnical NformationDocument7 pagesT S T I: Emporary Trainer Echnical NformationTg TarroPas encore d'évaluation
- Asphalt Concrete Wearing Course RequirementsDocument29 pagesAsphalt Concrete Wearing Course RequirementsTj TalhaPas encore d'évaluation
- Portland Cement Concrete SpecificationsDocument33 pagesPortland Cement Concrete SpecificationsFarrukh AzharPas encore d'évaluation
- Asphalt Lab ReportDocument12 pagesAsphalt Lab ReportMansueta StefanusPas encore d'évaluation
- Mousebites Whitepaper FinalDocument12 pagesMousebites Whitepaper FinalJoshua FleitellPas encore d'évaluation
- 11 Tiling Products Page 284-291Document8 pages11 Tiling Products Page 284-291Italian Ceramics ConsultantPas encore d'évaluation
- An Interpretation Of:: One World Trade Center, David Childs, NEW YORK CITY (USA), 2014Document8 pagesAn Interpretation Of:: One World Trade Center, David Childs, NEW YORK CITY (USA), 2014Italian Ceramics ConsultantPas encore d'évaluation
- Lab 13 Marshall Mix DesignDocument32 pagesLab 13 Marshall Mix DesignOtomen Yan Yan100% (9)
- Catalogo FAVETON Eng12pDocument24 pagesCatalogo FAVETON Eng12pMarcus MillerPas encore d'évaluation
- Aasho Road Test AssignmentDocument6 pagesAasho Road Test AssignmentAyesha jabeenPas encore d'évaluation
- DBM Final ReportDocument7 pagesDBM Final ReportBilal Ahmed BarbhuiyaPas encore d'évaluation
- Highway Engineering Laboratory: Tests NameDocument8 pagesHighway Engineering Laboratory: Tests NameRana Abdelbaset BostanjiPas encore d'évaluation
- PVMT W06-01 Flexible Pavement MixDocument8 pagesPVMT W06-01 Flexible Pavement MixJeremy YohanesPas encore d'évaluation
- M2010051in-Mcb - Rolling Suggestions PDFDocument42 pagesM2010051in-Mcb - Rolling Suggestions PDFthaivinhtuyPas encore d'évaluation
- Bituminous Mix DesignDocument9 pagesBituminous Mix DesignAshok Rajanavar100% (1)
- Superpave Mix Design: Objective of A Mix Design: The Objective Mix Design Is To Select and ProportionDocument19 pagesSuperpave Mix Design: Objective of A Mix Design: The Objective Mix Design Is To Select and ProportionMohammedAlkhozaiPas encore d'évaluation
- Super PaveDocument20 pagesSuper PaveHashem EL-MaRimeyPas encore d'évaluation
- Soil Classification Solved Numericals and Related TablesDocument17 pagesSoil Classification Solved Numericals and Related TablesZahoor AhmadPas encore d'évaluation
- Specification For Concrete (Haunching)Document11 pagesSpecification For Concrete (Haunching)jenPas encore d'évaluation
- Bulk ToterDocument2 pagesBulk ToterLuiz Fernando Oliveira MartinsPas encore d'évaluation
- Fertilizer Blending Systems: Systems and Equipment For Any NeedDocument4 pagesFertilizer Blending Systems: Systems and Equipment For Any NeedLuiz Fernando Oliveira MartinsPas encore d'évaluation
- Vertical Blenders: Time Tested TechnologyDocument2 pagesVertical Blenders: Time Tested TechnologyLuiz Fernando Oliveira MartinsPas encore d'évaluation
- Sackett Precision Vertical Blending SystemDocument1 pageSackett Precision Vertical Blending SystemLuiz Fernando Oliveira MartinsPas encore d'évaluation
- Us - Dot - Federal Highway Administration - Memorandum - Clarification of Fhwa's Oversight Role in Accessibility - Ada - Memo - ClarificationaDocument5 pagesUs - Dot - Federal Highway Administration - Memorandum - Clarification of Fhwa's Oversight Role in Accessibility - Ada - Memo - ClarificationaprowagPas encore d'évaluation
- Abutment: W Ing W AllDocument2 pagesAbutment: W Ing W AllRam Prasad AwasthiPas encore d'évaluation
- Homicide Under Article 365 of The Revised Penal CodeDocument1 pageHomicide Under Article 365 of The Revised Penal CodekevinpradoPas encore d'évaluation
- SL 500 ManualDocument151 pagesSL 500 ManualpradenanPas encore d'évaluation
- Kelas 8 - Latihan Soal Bahasa InggrisDocument2 pagesKelas 8 - Latihan Soal Bahasa InggrisAqmarina Dianova Bahary0% (1)
- Vehicle DynamicsDocument31 pagesVehicle DynamicsMamesh Mathankar100% (1)
- BOQ G-21 B-CivilDocument21 pagesBOQ G-21 B-CivilchandansinghdeiPas encore d'évaluation
- Air Bag DeploymentDocument15 pagesAir Bag DeploymentDhananjaiPas encore d'évaluation
- Cbs Parts Donaldson Cross RefDocument48 pagesCbs Parts Donaldson Cross Reffredaster21Pas encore d'évaluation
- Compiled Final Draft of Chapter 1 To 3 IlotDocument58 pagesCompiled Final Draft of Chapter 1 To 3 IlotAnjo SemaniaPas encore d'évaluation
- Rohit Tirkey (BARCH/10009/1 6) : Kuching Waterfront Development ProjectDocument65 pagesRohit Tirkey (BARCH/10009/1 6) : Kuching Waterfront Development ProjectRohit TirkeyPas encore d'évaluation
- Valle Verde 3 Village SecurityDocument3 pagesValle Verde 3 Village SecurityHarleyPas encore d'évaluation
- Ram PickupDocument27 pagesRam PickupFelix50% (4)
- The Wayland News July 2019Document16 pagesThe Wayland News July 2019Julian HornPas encore d'évaluation
- Anchor FlangeDocument2 pagesAnchor Flangeannu300100% (1)
- History of TransportDocument2 pagesHistory of TransportMaria paula rodriguezPas encore d'évaluation
- Hotels in TirupatiDocument24 pagesHotels in TirupatimPas encore d'évaluation
- Seat Altea Owners Manual - English - 2006 VersionDocument302 pagesSeat Altea Owners Manual - English - 2006 VersionMaxT94% (35)
- 2015 RangeroverevoqueDocument82 pages2015 RangeroverevoqueAnonymous GKqp4HnPas encore d'évaluation
- Transport MCQ AnswerDocument3 pagesTransport MCQ AnswerManas RanjanPas encore d'évaluation
- Colreg-CH. OFFDocument57 pagesColreg-CH. OFFMarius GheorghePas encore d'évaluation
- Procedure: 28 /pavement Management For Airports, Roads, and Parking LotsDocument3 pagesProcedure: 28 /pavement Management For Airports, Roads, and Parking LotsJuan Rodolfo Castañeda ColquiPas encore d'évaluation
- Hard Point OptimizationDocument8 pagesHard Point OptimizationAnkitRajPas encore d'évaluation
- Calming New York City IntersectionsDocument15 pagesCalming New York City IntersectionsANILPas encore d'évaluation
- AUH Cabinet Decision No. 13 of 2009 - EN PDFDocument26 pagesAUH Cabinet Decision No. 13 of 2009 - EN PDFmohamednavavi50% (2)
- S TR CIVIL ROAD (Rev.0 2018) 1648785718327Document18 pagesS TR CIVIL ROAD (Rev.0 2018) 1648785718327Vimala PonnusamyPas encore d'évaluation
- Traffic Volume StudyDocument60 pagesTraffic Volume StudyAravindanPas encore d'évaluation
- Double Coin TBR Data Book 2011Document20 pagesDouble Coin TBR Data Book 2011Aprizal AzisPas encore d'évaluation
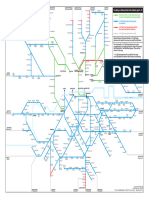
- Free Travel Areas Without Oyster Adult Accompanying MapDocument1 pageFree Travel Areas Without Oyster Adult Accompanying MapAthahPas encore d'évaluation
- FibreCo - NTP2 & 3 Desktop Study Report - Rev0Document19 pagesFibreCo - NTP2 & 3 Desktop Study Report - Rev0Thandabantu MagengelelePas encore d'évaluation