REUTER, M., XIAO, Y., and BOIN, U. Recycling and environmental issues of metallurgical slags and salt fluxes.
VII International Conference on Molten
Slags Fluxes and Salts, The South African Institute of Mining and Metallurgy, 2004.
Recycling and environmental issues of metallurgical slags and
salt fluxes
M. REUTER, Y. XIAO, and U. BOIN
Delft University of Technology, Department of Applied Earth Science, Delft, Netherlands
The target of the current metallurgical industry is to recycle and utilize all their by-products, so as
to close the sustainable production loop. Slags are the important wastes and by-products of
metallurgical industry, which have been treated, recycled and used worldwide. The present paper
summarizes the current status of utilization of the various slags from ferrous and non-ferrous
metal production, as well as waste incineration, and recycling of salt fluxes in secondary metal
production. In addition, the environmental issues of the metallurgical slags are addressed. The
metallurgical oxide slags have stone-like properties and, thus, their major applications are in civil
engineering field. The slags should be recycled, modified and processed in a proper way, by
taking the environmental impact into consideration. With the treatment of salt slags for melting
aluminium scraps, as an example, the recycling and elution properties of the salt slags are
discussed. Our research indicates that the viscosity of the salt flux is increased with addition of
non-metallic components, that a certain percentage of fines remain in suspension, which
determines the viscosity, affecting the settling of heavier materials. High slag viscosity will lead
to more fine aluminium metal entrapped in the salt slag (may also be seen as a high temperature
slurry), and thus increase the load of salt slag recycling.
Keywords: recycling, environment, metallurgy, slags, fluxes, salts.
Introduction
Slags are produced in a very large amount in
pyrometallurgical processes, and are huge sources of waste
if not properly recycled and utilized. With rapid growth of
industrialization, the available land for land-filling of large
quantity of metallurgical slags is reducing all over the
world and, correspondingly, the disposal cost becomes
increasingly higher. The global warming effect and natural
resource saving are the general environmental topics
nowadays. In addition, the land filled with the waste
materials has become a significant source of pollution of
air, water and soil, and further adversely affects the human
health, and the growth of plant and vegetation etc.1. From
the viewpoint of preservation and protection of the global
environment, slag recycling has attracted the attention of
many scientists in recent years. Boom et al.2 reviewed the
recent research trend on slags and found that there is
significant increase in studies on recycling of slags and
their environmental problems. The ideal target is to develop
a sustainable system loop that can convert all the valuable
resources which are landfilled as waste materials into useful
products, and reach an absolute recycling.
The metallurgical industry is directing their efforts into
minimizing and processing the slags in order to meet their
environmental responsibility. Various metallurgical slags
are generated in metal extraction, refining and alloying
processes. Due to the large slag quantities and the stricter
environmental regulations, recycling and utilization of these
slags are an attractive alternative in order to reduce and
eventually to eliminate the disposal cost, to minimize the
related environmental pollution, and to save the resource
conservation. The compositions of the slag, their mineral
constitutes and the cooling rate, play an important role in
their utilization. Metallurgical slags from different
metallurgical processes are treated and utilized in different
ways based on the different slag characteristics.
The most economic and efficient option for reducing the
metallurgical waste generation is through recycling. Slag
recycling has been successful in a variety of industries, for
example, ironmaking and steelmaking. However, some
industries are still challenged with efficient utilization of
large quantities of generated slags. This paper summarizes
the characteristics of different slags and their utilizations
based on the information in literature, and presents the
research work carried out by the authors on salt slag
treatment and their environmental impact.
Recycling of different metallurgical slags
Slags from ferrous metallurgical industry
In general, steel production has the following two routes:
using iron ore as raw material in Blast Furnace(BF) for
ironmaking, basic oxygen steelmaking (BOF) for steel
converting, and secondary metallurgical process (SMP) for
steel refining; using scrap based material in electric arc
furnace (EAF) for steel making and secondary metallurgical
process (SMP) for refining. Correspondingly, slags can be
classified as three major types: BF slag, BOF slag and SMP
slag. The BF slag accounts for about twice the amount of
BOF slag, and the SMP slag is relatively less significant in
terms of utilization due to the lower generated amount.
Roughly BOF slag, EAF slag and SMP slag can be defined
as steel slags.
Reviewing the past, utilization of ironmaking slag has a
long history. The broken slag from ironmaking was already
RECYCLING AND ENVIRONMENTAL ISSUES OF METALLURGICAL SLAGS AND SALT FLUXES
349
used in road construction in Roman times. Steel industry
has been a pioneer for the recycling, due to the high
recycling rate of scrap, and the early use of slag products.
Nowadays, owing to the intensive research work during the
last a few decades, 100% of iron making slags are being reused in most countries, and utilization rate of steel slags
accounts for about 65% in Europe with nearly 12 million
tons production. But the remaining 35% of these slags are
still dumped3. The slag properties are very important for the
utilization. In general, the slag product can be produced
with different properties by modifying the slag through the
use of additives and controlling cooling rate, either during
their separation from the iron or steel, or later by re-melting
in a separate furnace.
Blast Furnace (BF) slags
BF slag is formed in the reduction process from iron ore,
coke, limestone etc. at temperature range from 1450 to
1550C, thus contains lower iron oxides and is tapped off
from time to time. The chemical compositions of the slag
depend on the feeding raw materials and, smelting
operation. The slag amount depends very much on the
charging material, for example, the grade of iron ore. It
varies from about 200 to 600 kg for producing one ton of
hot metal. On average, it contains about 0.50.8 % FeO,
3542% CaO, 3540% SiO2, 89% MgO, 815% Al2O3,
0.31.0% MnO and 0.71.5%S in weight. The slag basicity
CaO/SiO2 is in the range of 0.951.25.
The slag processing techniques have made remarkable
progress since 1970s in order to meet the different
specifications and applications. At the first processing step,
the slag is either quenched or slowly cooled. The BF slags
are usually solidified in four different ways: solidification
in slag pots or pouring pads in air forms air-cooled slag;
water quenching forms granulated slag; foaming with water
structures pumice slag with high porosity; blowing with air
or steam forms slag wool for thermal insulation.
Due to the similar chemical compositions of the slag to
that of the cement, the fast-cooled BF slag can be used as a
high-value alternative to conventional Portland cement in a
wide range of applications. The vitreous solidification of
the BF slags in silicate glass forms is the essential condition
for their hydraulic properties, which is affected by all the
elements in the slag and cooling rate.
In slow cooling, BF slags precipitate crystallized silicate
phases, for example, melilite and merwinite. Melilite is a
solid solution of gehlenite 2CaOAl 2 O 3 SiO 2 and
akermanite 3CaOMgO2SiO 2 . The only crystalline
compound in slow cooled slag which has cementitious
properties is -2CaOSiO2. Thus crystallized blast furnace
slag has little or no value as a cementing component.
Crushed BF slag for use as aggregate, ballast and lightweight building material has been an important industry for
many years. The concrete made of BF slag as aggregate has
the similar properties compared to the conventional
aggregates. The BF slags are also used as glass raw
material, mineral wool, lime fertilizer and soil stabilization
and conditioner4.
From utilization point of view, the volume stability
and/or the slag porosity are important properties which
influence the resistance to impact strength. For the
aggregate in road construction, a dense slag with high
impact strength is very important. For the aggregate in
making concrete, a porous slag requires more addition of
binding agents. Porosity is formed by the gas release from
the molten BF slag during cooling. The solubility of the
350
gases, e.g. N2, H2 and O2 decreases with lower temperature.
However, due to the higher viscosity at lower temperature
gas bubbles may not all escape. During the slag
solidification, the entrapped gas bubbles decrease the
impact strength of the cooled slag5.
Steel slags
Steel slag is a by-product of the steelmaking from iron with
a wide range of chemical and mineral compositions,
resulted by different feeding material and smelting
conditions. In comparison to BF slags, BOF and EAF slags
are produced from an oxidation process, thus have higher
iron oxides contents. It contains several valuable
components: Fe 28%, CaO 4060%, MgO 310%, MnO
18%. The slag basicity from BOF slag is in the range of
3.5, which is higher than the basicity of EAF slags with a
basicity of about 2.0. The SMP slags often have an even
higher basicity of around 46.
Steel slag is a secondary resource of raw material in
metallurgical plant. It can be directly taken back to
sintering, ironmaking and steelmaking, and used as flux,
from which the useful elements can be recovered7. It is
advantage that the premelted flux is more easily remelted
than the raw flux.
On the other hand, steel slag can be used as construction
material, pavement material and engineering material. The
remainder is either stored or used for landfilling. Steel slags
have been utilized successfully as a construction material,
due to their good technical properties. Through proper
quality control, the steel slags aggregates can reach a
stronger bearing capacity, permanently stable if the
requirements for the volume stability have been fulfilled,
and do not influence the environment by leaching3. The
potential problems associated with utilization of
steelmaking slags are volume-stability and leaching of
heavy metals such as Cr and V. The high free CaO leads to
hydration and causes cracking in structures8. The stress
leads to aggregate deterioration and ultimately pavement
failure. Thus reuse of steelmaking slag as a high-quality
asphalt aggregate is hampered by the hydration of free lime.
To eliminate the expansion problem, the slag is allowed to
age out of doors for several months, then the slag should
not be crushed again after ageing. Powders of steel slag are
also patented for treating wastewater, whereby
environmental contamination due to the slags can be
prevented and the cost for treating wastewater can be
reduced 9. In general, slag compositions determine the
application of the slags. Higher free lime and magnesia are
required in fertilizer production by hydration. In order to
produce dense aggregates suitable for road and waterway
construction and concrete structures, it is necessary to avoid
free lime and magnesia formation in the slag.
SMP slags are more difficult to recycle, largely on
account of their highly variable chemical and physical
properties. The secondary slags are mostly used for various
purposes of landfilling, and that their heterogeneous
properties and the relatively small volumes generated have,
so far, not inspired much research into possible
modification techniques. Desulfurization slag has been
partially recycled via the sintering plant and blast furnace,
and there are some references to its utilization outside the
mill, e.g., as a raw material for the manufacture of cement
and as a soil improvement agent in agriculture if it has a
high lime content 10 . SMP slag has high inclusion
absorptivity and high sulphide capacity (regarded as good
physical properties), and can be used as desulfurizing agent
in hot metal pretreatment.
MOLTEN SLAGS FLUXES AND SALTS
Stainless steel slags
AOD slags from stainless steel making have almost no
utilization due to high content of chromium and poor
physical properties. In recent years IPBM process (EUs
Plant By-product Melting process) has been developed for
slag reduction and for up grading of the slags in a separated
plant. The principle is to reduce the less stable oxides into
metals such as Fe, V, Cr and Ni etc. The stable oxides
remain in the slag and can be converted into various slag
products through modification and quenching for
application in cement industry, hydraulic binder etc.11. At
about the same time, Kawasaki Steel Corporation applied a
patent for using stainless steel refining slag as a material of
a pavement base which is free from the danger of
environmental pollution. The slag was treated to have a
basicity of 1.4 to 4.0, then mixing the slag in molten state
with a substance containing sulphur having a valence of
zero or a negative value in an amount of 0.2wt% or more,
in order to modify the slag so that Cr6+ does not elude from
the slag product significantly12.
Kilau and Shah13 tested leachability of chromium-bearing
slags under acid precipitation conditions, and found that the
CaO/SiO2 ratio and MgO content are the two critical factors
to control the chromium leachability and to prevent any
environmental pollution. If CaO/SiO2 > 2, chromium exists
in slag as CaOCr2O3, which can be vulnerable to leaching
by acid precipitation, especially if oxidized to CaCrO 4
when exposed to the environment over an extended period.
Maximum chromium leachability occurred when the
composition of slag has about CaO/SiO2=2. If CaO/SiO2=
12, in the presence of sufficient magnesium, MgOCr2O3
was formed, which is very resistant to oxidation and to
dissolution by simulated acid precipitation.
Ferroalloy slags
Ferroalloys are mostly smelted using submerged electric
furnaces, and small number of operation is using blast
furnaces or converters. A large amount of slag is produced
from the Fe-alloy production. Most ferroalloy slags are
currently landfilled, only a small proportion is recycled and
treated for application in inner plant recycling, cement
mixture, and as armour stones. Therefore, the need for
recycling and utilization of ferroalloy slag is high.
Disposal of these slags will not only need large landfill
area, but also pollute the atmosphere, underground water
and soil. For example, chromium and manganese
containing slags is harmful to human health, if not handled
properly. Therefore, reasonable utilization and treatment of
these slags are essential to reduce the environmental impact
and to recover the valuable materials from the material
sources.
The chemical composition of the ferrochrome slag
includes three major oxides: SiO2, MgO and Al2O3 which
account for up to about 85% of the slag compositions. The
physical properties of ferrochrome slag were found to be
very suitable as road construction material14. However, the
influence of the chromium bonded in the slag on the
environmental is not very clear.
The low MnO slags are low in CaO and Fe2O3 contents
and high in SiO2, Al2O3, MnO, MgO, Na2O and K2O. The
granulated slags are non-crystalline and can be used in
making blended slag cement with ordinary Portland cement
(OPC), however, addition of the slags lowered the
compressive strength of the blended cement as compared to
that of OPC used. High MnO(>15%) and MgO(>8%)
containing slags were considered unsuitable for blended
cements because of their deleterious effects. Air-cooled
lumpy slag was evaluated for use as aggregate in
concrete15.
Slags from nonferrous metallurgical industry
Unlike ferrous slags, the slags from base-metal smelters
contain 3 main components of FeO-CaO-SiO 2 of over
7585%. The discarded slags after cleaning operation are
normally used in cement, insulation material, fertilizer etc.
Due to high Fe content nonferrous slags can be a
comparable low grade iron ore, and could be used as
ironmaking raw materials in rotary kiln process. Nonferrous
slags also contain a certain amount of potentially toxic
elements, for example Pb, Zn, As, Cd, which are a possible
source of environmental contamination. Smelter slags are
normally considered inert because many of the toxic
elements are contained in low solubility silicates, oxides
and glass. The environmental effect of the long term slag
disposal may be serious, especially when the slags are in
contact with acidic ground water (pH<4)16.
Copper slags
Copper is produced mainly via pyrometallurgical processes,
which composed of matte smelting, copper converting, fireand electro-refining. Large amounts of slags are produced
due to relatively low grade of the copper concentrates
(2030%). Copper slag is a by-product during matte
smelting and converting. Smelter and converter slags differ
remarkably on their mineralogical composition and
morphology. Converter slags are more inhomogenous and
often contain solid particles, and the copper content is
higher than in matte smelting slag17. The type of slag in
copper smelting is exclusively the iron silicate or fayalite
slag with the iron to silica ratio of about 2.3 on average,
which may contain 17% CaO and few per cent of Al2O3
and MgO, and varying quantities of residual heavy metals.
In copper smelting, minimization of solid waste generation
is receiving increased attention with more stringent
environmental legislation and lower disposal space
availability. The generation of slags during copper smelting
is very high, about twice as much as produced cathode
copper. Due to the valorizable characteristics, it is
important that slag can be valorized as a by-product, rather
than to be disposed of as a waste product. Converter slags
require cleaning in all cases, either by returning the
converter slag to the matte smelting furnace or by a
separate slag cleaning method. For slag cleaning operation,
the slags must be slowly cooled with a more crystalline
nature, particularly above 1000C, to promote the
coalescence and growth of the metallic copper and matte
particles. The recovery of other non-ferrous metals in the
oxidized state, such as Pb and Sb, is almost not possible.
Similar to the BF and steel slags, the mineralogical
composition and morphology of solidified copper slags are
of interest for slag utilization and for environment. The slag
may be quenched, resulting in a more amorphous vitreous
phase in which heavy metals are locked up and become
immobilized. Therefore, the vitrified iron silicate slag is
characterized by its good environmental stability and by
attractive properties for construction industry. If CaO
content increases, it can exhibit cementitious properties
under the activation of NaOH. The granulated copper slag
enhances the strength of concretes18.
Arsenic is present in the copper minerals in
concentrations up to around 1wt%, and is a toxic pollutant
to the environment. Because of its high vapor pressure,
RECYCLING AND ENVIRONMENTAL ISSUES OF METALLURGICAL SLAGS AND SALT FLUXES
351
most of the arsenic is removed by volatilization. In
reverberatory furnaces with more than 0.2% arsenic in the
feed, 10% to 25% was reported to the slag. In an electric
furnace with an open bath, less than 11.2% was slagged off.
In flash furnaces, 7% to 17% of arsenic comes to the slag.
During conversion, typically 70% of the arsenic is
volatilized, with about 16% reporting to the slag19.
Lead- and zinc- containing slags
Lead is produced through pyrometallurgical processes,
dominated by the conventional blast furnace process and
new lead smelting processes such as QSL, Kivcet and
Ausmelt. However, all the lead smelting slags are
essentially a CaO-SiO2-FeO-ZnO four component system.
It contains about 13% Pb and 6-17% of Zn. Compared to
copper slags, lead slags have high CaO and low SiO2 and
extra ZnO. Due to high content of ZnO and PbO, the lead
slags are first cleaned to recover Zn and Pb through fuming
process. The fuming are carried out in fuming furnaces and
Waelz kilns20, where lead and zinc oxides in slags are first
reduced with carbon reductants to metallic vapours and,
further, collected in as ZnO and PbO in the flue dust, and
finally returned to the zinc processing plant. The cleaned
slags are dumped or used in a number of applications
similar to copper slags.
Zinc is partially produced by hydrometallurgical process
(the dominating roasting-leaching-electrowinning route),
and partially by pyrometallurgical processes. Particularly
pyrometallurgical extraction of lead-zinc complex ore
through Imperial-Smelting-Furnace (ISF) process generates
similar zinc and lead containing slags. They are treated in
the same way as lead smelting slags: slag fuming with
submerged combustion slag fuming or with Waelz kilns.
Cleaned ISF slags could be used with care in a number of
applications similar to copper slags, or dumped.
Recovery of zinc as high grade oxide gives the best
economic return from zinc containing slags. Pb- Zn- slags
can contain environmentally hazardous heavy metals,
which can be leached into ground water if not properly
disposed. Even disposed or in landfill sites or chemically
stabilized, they may carry an ongoing liability21. Therefore,
the lead- and zinc- containing slag disposal, used in cement
and concrete production can be hazardous.
Granulated phosphorus slag
Phosphorus slag is a by-product during the production of
elemental phosphorus, and composed of mainly CaO and
SiO2. The amount of slag is rather high, about 7.5 ton slags
are generated for production of one ton phosphorus. The
minor components in the slag depend on the nature of
phosphate ores used, are 2.55% Al2O3, 0.22.5% Fe2O3,
0.53%MgO, 15%MgO, 15% P2O5 and 02.5%F. The
CaO to SiO2 ratio ranges from 0.8 to 1.2.
For the air-cooled slag, the main crystalline compounds
are CaOSiO2; 3CaO2SiO2 and 3CaO2SiO2.CaF. It has no
cementitious properties and can be crushed for uses as
ballast or aggregate for road construction. For quenched
slag, the glass content of granulated phosphorus slag is
high, thus the slag can be used as a cement material.
However, it is less reactive than the granulated BF slag due
to its lower alumina content.
Slags containing phosphorus can be utilized as
phosphorous fertilizer, depending on the CaO and P
contents and other mineral occurrences in slag. The slag
can be modified by addition of lime. P content will affect
composition of phosphate mineral and the mineral
352
constitutes will affect utility of the slag and solubility rate
in the slag. In addition, the phosphorus slag should not be
used as light weight building material, due to the
radioactive elements from the phosphate rock.
Waste incineration slag
Waste incineration represents the total oxidation process of
the combustible materials present in the municipal and
industrial wastes. During the incineration about 300 kg
solid residuals/t waste is generated, in which roughly
250300 kg/t slag and 2030 kg/t ash are produced for
landfilling or reuse22. The slag constitutes of mainly SiO2,
Al2O3, CaO and NaO. The ash contains significant amount
of heavy metals and trace amounts of organic pollutants,
and is considered hazardous 23 and must be treated or
landfilled with careful control of the effluents. An
alternative recovery option is necessary from an
environmental and economical perspective. The incinerator
residues can be reused through high temperature melting
and controlled solidification as road construction materials,
concrete aggregate, or cement materials2425. Good and safe
quality stones can be produced from MSW incinerated
residual26.
To better utilize the incinerator slag, Reich et al.27 added
limestone in the slag to improve the slag quality, and found
that different soluble heavy metal species are formed in
reactions of heavy metals, slag components and
lime(stone). The pH of the leachate increases with rising
CaO-content of the slag. A lower melting temperature
raises the content of molten phases in the slag at constant
kiln temperatures, and heavy metals are better fixed in the
matrix. In comparison to post-treatment of waste
incineration residues, such as stabilization with concrete or
fusion processes, this procedure is integrated in the process,
demanding only limestone as an additive.
Salt slags from secondary aluminium smelters
The commercial process in Europe for Al recovery from
scraps involves crushing, sizing and melting the metal from
the scrap in rotary furnace under a salt flux protection. The
salt flux absorbs the oxides and contaminants from the
scrap and protects the aluminium melt from oxidation. It
consists mainly NaCl and KCl, and some additional cryolite
or CaF2. After melting, aluminium metal and salt slag are
tapped from the furnace. Depending on the scrap type,
usually a large amount of salt slag is generated, which
contains mainly oxides, nitrides, chlorides and some
residual aluminium metal or alloys. High salt flux factor is
used to reach a higher metal recovery for melting lower
grade scrap, which leads to an increased quantity of the salt
slags. Due to the high consumption of the salt flux and thus
high generation of salt slags, it has to be cleaned and
recycled. Salt slags are treated in a series steps: separation
of the entrapped aluminium metal; leaching and filtering to
separate the soluble salts and the residues; crystallizing to
regenerate the salt fluxes; and heat treatment of the nonmetallic residues for reuse. The salt slag actually is not a
slag but a slurry, which contains the salt flux and the
products from the chemical reactions that occur between
the scrap and the salt flux during melting.
Since the properties of the salt flux affect the separation
efficiency of the metal from salt slags and the metal loss,
research was carried out to understand the relationship of
amount of entrapped metal with slag compositions. Due to
the important role of the slag viscosity in the sedimentation
of metal drops in salt slags, the viscosity of lab-synthetic
MOLTEN SLAGS FLUXES AND SALTS
slags with different compositions was measured. Industrial
slag samples were taken at Konzelmann
Metallschmelzwerke GmbH, Germany from the slag stream
during the slag tap. These samples were analysed on their
salt, non-metallic components (NMC) and aluminium
content28.
Viscosity of salt slags or salt slurries
In general, the most important parameters that influence the
salt slag viscosity are temperature, salt compositions, and
properties of entrapped NMC. The compositions, amount,
size and shapes of the NMC are related to the scrap charge
and furnace operation.
The viscosity of salt with composition of 30 mol% KCl70 mol% at 800C was calibrated against the data in
literature (1.13 centipoises)29. The NMC particles added in
the synthetic slags were obtained industry, which has an
average density of about 3.0 g/cm3. Effect of NMC size
(10 m and 30 m) on viscosity was also investigated. The
results are illustrated in Figure 1. It is clear that the
presence of NMC particles increases the molten salt
viscosity, especially at higher volume per cent of NMC.
The viscosity increased dramatically when the volume per
cent of NMC reached about 10%. For the same volume
percentage of NMC with particle sizes of 10 and 30 m, the
number of NMC particles with an average diameter of
10 m is 27 times higher than the number of NMC particles
with diameter of 30 m in a distinct volume of molten salt.
The viscosity of the slag with 30 m NMC particles was a
bit lower than the viscosity of a slag with 10 m particles,
however, the difference is almost invisible. Based on
sedimentation calculations in the slag phase, the amount of
aluminium entrapped in the slag is increased by the NMC
particles smaller than 21 m. These small NMC particles
increase the viscosity of the salt slag that influences the
settling velocity of the aluminium droplets.
Analysis on industrial slag samples
To study the metal entrapment in the salt slag, industrial
slag samples were taken from melting aluminium
granulates. The number of metal beads and weight per cent
of the entrapped metal were analysed, as shown in Figures
2 and 3. It can be seen that the slags contain large amounts
of metallic beads with size smaller than 2 mm. Higher
NMC in the salt will lead to somewhat higher metal loss in
the salt slags. This may be the result of the increased slag of
viscosity at high NMC content. According to the
sedimentation calculation 28, the smaller NMC particles
have more significant influence on the salt viscosity, and
further, on the settling rate of the aluminium droplets from
salt slag into the metal bath. Therefore, the higher the
viscosity the larger is the aluminium droplets that remain
entrapped.
In general, the viscosity of the slag is increased with
addition of NMC particles. After a critical volume
percentage (about 10%) is reached, the viscosity starts to
increase radically. It can be concluded that the data from
analysing the industrial slags are very scattered. The
amount of metal entrapped in the slags was measured
4.6 wt% on average. Some parts of the slag contain only
0.5 wt% aluminium and others 18.5 wt%. The amount of
aluminium entrapped in the slag may be affected not only
by the NMC/Salt ratio in the slag samples, but also by the
operation conditions and NMC particle shapes. About 40%
of the NMC particles are fine enough to remain suspended
in the slag. When the furnace stops rotating NMC particles
and aluminium droplets start to settle, the salt slag can
therefore, be considered to be a slurry. The NMC particles
form a sedimentation layer that blocks aluminium droplets
reaching the slag/metal interface and further agglomerating
into the metal phase. This has significant influence on metal
recovery and yield.
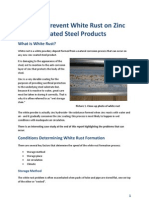
Environmental impact
The environmental conformity of the slags and their
byproducts has been investigated for years, which is
normally to be judged by the leachability of the slags. Due
to the very low solubility of the most mineral phases of the
BF and steel slags in water, the BF and Steel slags do not
affect the environment if there is no free lime and the slag
is volume stable. High free CaO content in steel slag may
cause volume expansion, which will be harmful for the use
e.g. in the road construction.
Most slags contain impurities of toxic elements, such as
As, Pb, Cd, Co, Cr or Ni. Since these substances can be
leached to some extent from the slags, possible
10000
10 micron NMC
Viscosity (cP)
1000
30 micron NMC
100
10
1
0%
2%
4%
6%
8%
10%
12%
Volume-%NMC
Figure 1. Influence of amount and size of NMC on slag viscosity
RECYCLING AND ENVIRONMENTAL ISSUES OF METALLURGICAL SLAGS AND SALT FLUXES
353
Amount of Al droplets
1000
100
10
0
1
11
21
31
41
51
61
71
Sample number
Figure 2. Amount of aluminium droplets in certain size class
20%
wt-%Al
15%
10%
5%
0%
0.00
0.20
0.40
0.60
0.80
1.00
NMC/Salt
Figure 3. Weight-% Al entrapped in salt slag versus NMC/Salt ratio
environmental hazards cannot always be excluded. Several
investigations of water, soil, and plant pollution by slags are
available30. Environmental test on smelter slags containing
dissolved arsenic up to 23.5% show that the release of
arsenic is minimal, and that solid slag is a safe means for
storing arsenic31. Incinerator residues contain hazardous
substances such as heavy metals and dioxins. To recycle
these hazardous material, long term safety aspects must also
be considered for the sake of future generations.
The gaseous emissions from the salt slag (slurry) that
result from contact with water are of great environmental
concern. In the leaching process, the components in the
slags react with water and generate explosive, poisonous
and/or with unpleasant odour gases: Al metal fines
liberating hydrogen (H 2 ); carbide producing methane
(CH4); nitride forming ammonia (NH3); and phosphorous
developing highly toxic phosphine gas (PH3). Because of
the soluble residues and the hazardous gas evolution, the
354
salt slag cannot be simply dumped. So far the best way is to
recycle the salt, to utilize the residues and to recover the
generated gases. Non-metallic components (NMC)
including oxide, carbon and cryolite or fluorite are not
water soluble, and they are filtered and dried. After
calcinations, the NMC can be further processed for
application, for example, in cement industry 32 or for
making refractory bricks33.
The responsibilities of the metallurgists are not only to
produce high quality metal products, but also to protect the
environment and, further, to protect human health. Through
improving the quality of the industry by-products and
increasing the utilization rate of metallurgical slags, the
living environment can be protected, and an economic use
of the natural resources can be guaranteed.
Summary
Through surveying the literature, the research work
MOLTEN SLAGS FLUXES AND SALTS
developed during the last a few decades informs us that
utilization of slag has a long history. Further, to explore the
high potential of using slags to produce those products
which are competitive in the respective market is still a
challenging task. Many relationships were found between
the application of the slag and its link to smelting process.
As the slags have more or less a similarity to natural stones,
they can have the same applications in most of the fields,
especially in civil engineering. To increase the re-utilization
of the slags, sometimes it is necessary to modify the slag
properties by introducing additives and by applying suitable
heat treatment. Besides the technical description of the slag,
there is an increasing demand for more environmental
information. The product development can not simply be
separated from the environmental research.
It is time to develop an appropriate technology to
guarantee the quality of slag-containing products, in order
to promote their use. The effective reuse standards have to
be established based on the environmental issues. It is clear
that treated slags under controlled conditions are more
useful than unprocessed slags. Products shaped like bricks
would leach smaller amounts of hazardous substances than
shapeless slag under similar environment, due to decreased
surface area and less permeability.
Specifically for aluminium scrap melting, salt slag
properties play an important role in metalslag separation.
The experiments carried out in the laboratory show that the
viscosity of the salt flux in compositions of NaCl 70 mol%
- KCl 30 mol% is increased with addition of non-metallic
components. After the amount of solid particles reaches to
about 10 volume%, the viscosity increases rapidly with
further increasing the amount of non-metallic particles. The
amount of aluminium entrapped in the slag may be affected
by multi-factors: the NMC/Salt ratio, the operation
conditions and NMC particle shapes. When the furnace is at
rest, the NMC particles form a sediment layer that hinders
aluminium droplets to settle into the metal phase. This
retains the metal but also affects the retention of other less
environmentally favourable compounds that enter the
furnace due to unclean scrap.
References
1. RAMACHANDRAN, V. The treatment and
minimization of waste. J. Met 1995, February,
pp. 5051.
2. BOOM, R., MILLS, K.C., and RIAZ, S. Recent
trends in research on slags. Proceedings of the Sixth
International Conference on Molten Slags, Fluxes and
Salts, Stockholm, SwedenHelsinki, Finland, 1217
June, 2000, CD Rom-paper 110.
3. MOTZ, H. and GEISELER, J. Products of steel slags
an opportunity to save natural resources, Waste
Management 21, 2001. pp.285293.
4. MAYFIELD, B. and LOUATI, M. Properties of
pelletized blastfurnace slag concrete. Mag. of
Concrete Res., 42 (150), 1990, pp.2936.
5. RIGBY, G.D., WIBBERLEY, L.J., and CAO, H.T.
Bast furnace slag utilization in mine backfill:
implications for sustainable development and
greenhouse gas reduction, Greenhouse gases in the
metallurgical industries: Policies, Abatement and
Treatment, 40th Annual Conference of Metallurgists
of CIM, Toronto, Canada, 2629 August 2001,
pp. 227238.
6. GEISELER, J. Properties of iron and steel slags
regarding their use, Proceedings of the Sixth
International Conference on Molten Slags, Fluxes and
Salts, Stockholm, Sweden-Helsinki, Finland, 1217
June, 2000, CD Rom-paper 207.
7. SHAKHPAZOV, E.H. and SVYAZHIN, A.G. Slag
recycling in ferrous metallurgy, EOSC97: 2nd
European Oxygen Steelmaking Congress, Taranto,
Italy, 1315 Oct., 1997, pp.499506.
8. REEVES, B.J. and LU, W-K. High temperature
modification of steelmaking slags by the addition of
fayalite slag to react a volumetrically stable aggregate.
Proceedings of the Sixth International Conference on
Molten Slags, Fluxes and Salts, Stockholm, SwedenHelsinki, Finland, 1217 June, 2000, CD Rom-paper
210.
9. OH, OK, SOO, OH, SANG, and YOON. Patent
number WO0185618, Patent application data:
Number KR0000701. Date: 30 Jun 2000.
10. BONAZZA, A., CUNICO, L., DIRCETTE, G.,
DONDI, M., GUARINI, G., and RUFFINI, A.
Recycling steel slag in the brick industry. Ind.
Laterizi., vol. 12, no. 69, 2001, pp. 170182.
11. YE, G., BURSTRM, KUHN, M., and PIRET, J.
Reduction of steelmaking slags for recovery of
valuable metals and oxide materials, Proceedings of
the Sixth International Conference on Molten Slags,
Fluxes and Salts, Stockholm, Sweden-Helsinki,
Finland, 1217 June, 2000, CD Rom-paper 211.
12. Kawasaki Steel Corporation, Matsunaga, H., et al.,
Patent number: WO0053539. 2000.
13. KILAU, H.W. and SHAH, I.D. Prevention chromium
leaching from waste slag exposed to simulated acid
precipitation: A laboratory study. U.S. Dep. Interior,
Bur. Mines, Minneapolis, MN, USA, Report No.
8878, 1984, 21 pp.
14. LIND, B.B., FALLMAN, A.M., and LARSSON, L.B.
Environmental impact of ferrochrome slag in road
construction. Waste Management, 21(3),2001,
pp. 255264.
15. RAI, A., PRABAKAR, J., RAJU, C.B., and
MORCHALLE, R.K. Metallurgical slag as a
component in blended cement. Construction and
Building Materials 16, 2002. pp. 489494.
16. PARSONS, M.B., BIRD, D.K., EINAUDI, M.T., and
ALPERS, C.N. Geochemical and mineralogical
controls on trace element release from the Penn Mine
base-metal slag dump, California. Applied
Geochemistry, 16 (2001) pp.15671593.
17. JALKANEN, H., POIJARVE, J., and PAJARI, H.
Sulfide Smelting 2002, Seattle, WA, USACF: 1721
Feb. 2002, pp. 363367.
18. LEWOWICKI, S. and RAJCZYK, J. The usefulness
of copper metallurgical slag as a micro-aggregate
additive in mortars and concrete mixtures,
International Conference on Solid Waste Technology
and Management, Philadelphia, PA (USA), 1619,
Nov., 1997.
RECYCLING AND ENVIRONMENTAL ISSUES OF METALLURGICAL SLAGS AND SALT FLUXES
355
19. RIVEROS, G. and UTIGARD, T.A. Disposal of
arsenic in copper discharge slags. J. of Hazardous
Materials, vol. 77, no. 13, Oct.2, 2000, pp. 241252.
NAGASAWA, H. Melting and stone production using
MSW incinerated ash , Waste management, 21(5),
2001, pp. 443449.
20. Wiley-VCH, Ullmann's Encyclopedia of Industrial
Chemistry, Sixth edition, 2000 electronic release.
27. REICH, J., PASEL, C., HERBELL, J., and LUCKAS,
M. Effects of limestone addition and sintering on
heavy metal leaching from hazardous waste
incineration slag, Waste Management, vol. 22, no. 3,
2002. pp. 315326.
21. BARCZA, N.A., HUTTON, C.J., FREEMAN, M.J.,
and SHAW, F. The treatment of metallurgical wastes
using the enviroplas process. Extraction and
Processing for the treatment and minimization of
wastes, edited by J. Hager, B. Hansen, W. Imrie, J.
Pusatori and V. Ramachadran, The minerals, Metals
& Materials Society, 1993, pp. 941962.
22. GUTMANN, R. Thermal technologies to convert
solid waste residuals into technical glass products.
Glastech. Ber. Glass Sci. Technol., 1996, vol. 69,
no. 9, pp. 285299.
23. YOUNG, G.C.C. and CHEN, S.Y. Statistical analysis
of control parameters for physicochemical properties
of solidified incinerator fly ash of municipal solid
wastes. J. Hazardous Materials, vol. 39, 1994,
pp.317333.
24. ANDREOLA, F., BARBIERI, L., CORRADI, A.,
LANCELLOTTI, I., and MANFREDINI, T.
Utilization of municipal incinerator grate slag for
manufacturing porcelainized stoneware tiles
manufacturing, Journal of the European Ceramic
Society, September, vol. 22, 2002, pp. 14571462 .
25. SAKAI, S. and HIRAOKA, M. Municipal solid waste
incinerator residue recycling by thermal processes ,
Waste Management, vol. 20, no. 203, 2000.
pp. 249258.
26. NISHIDA, K., NAGAYOSHI, Y., OTA, H., and
356
28. KOOTEN, VAN H. Viscosity of and sedimentation in
salt slag, M.Sc. thesis, Dept. of Applied Earth
Sciences, Delft University of Technology, June, 2003.
29. JANZ, G.J. Molten salts, electrical conductance,
density and viscosity data, Washington USGPO,
vol. 1, 1968.
30. BUNZL, K., TRAUTMANNSHEIMER, M.,
SCHRAMEL, P., and REIFENHUSER, W.
Availability of Arsenic, Copper, Lead, Thallium, and
Zinc to Various Vegetables Grown in SlagContaminated Soils, Journal of Environmental
Quality, vol. 30, 2001, pp. 934939.
31. TWIDWELL, L.G. Safe disposal of arsenic bearing
flue dust by dissolution in smelter slags. J. of
Hazardous Materials, vol. 8, no. 1, 1983, pp. 8590.
32. PEREIRA, D.A., DE AGUIAR, B., CASTRO, F.,
ALMEIDA, M.F., and LABRINCHA, J.A.
Mechanical behaviour of Prtland cement mortars
with incorporation of Al-containing salt slags. Cem.
Concr. Res., vol. 30, no. 7, 2000, pp. 11311138.
33. PEREIRA, D.A., COUTO, D.M., and LABRINCHA,
J.A. Incorporation of alumina rich residues in
refractory bricks, Ceramic Forum International,
vol. 77, no. 7, 2000, pp. E21E25.
MOLTEN SLAGS FLUXES AND SALTS
Vous aimerez peut-être aussi
- AAI SpecificationDocument799 pagesAAI SpecificationAditya VuthaPas encore d'évaluation
- 1195 Specification For Bitumen Mastic For FlooringDocument14 pages1195 Specification For Bitumen Mastic For FlooringRakesh RanjanPas encore d'évaluation
- Hatch and Northern Graphite PaperDocument6 pagesHatch and Northern Graphite PaperNarayana Murthy GadiPas encore d'évaluation
- Thermochemical ConversionDocument31 pagesThermochemical ConversionerkiruthirajPas encore d'évaluation
- Green Approaches To Corrosion MitigationDocument88 pagesGreen Approaches To Corrosion Mitigationblade stratocaster100% (1)
- Recycling Refractories for Steel IndustryDocument4 pagesRecycling Refractories for Steel IndustrySrikanth SrikantiPas encore d'évaluation
- Report on zeolite synthesis and characterizationDocument12 pagesReport on zeolite synthesis and characterizationAditya PPas encore d'évaluation
- BOQDocument2 pagesBOQmanojsingh4allPas encore d'évaluation
- Hydration of refractory oxides mixtures studied by calorimetryDocument7 pagesHydration of refractory oxides mixtures studied by calorimetryErnandes PaivaPas encore d'évaluation
- Synthesis and Application of Nano-Sized Sio2 To Textiles: A ReviewDocument6 pagesSynthesis and Application of Nano-Sized Sio2 To Textiles: A ReviewYazmin López GuevaraPas encore d'évaluation
- Concrete Mix DesignDocument7 pagesConcrete Mix DesignBuditama ChandranegaraPas encore d'évaluation
- (Specification For Shotcrete (ACI 506.2-95 PDFDocument8 pages(Specification For Shotcrete (ACI 506.2-95 PDFRonaldo Hertez50% (2)
- Blast Furnace Slag B. InggrisDocument8 pagesBlast Furnace Slag B. InggrisBayuPrasetyaPPas encore d'évaluation
- Reduction Oxidation Cycling of Metal OxidesDocument281 pagesReduction Oxidation Cycling of Metal OxidesAngel RumboPas encore d'évaluation
- Aluminium Dross Waste - Topics by Science - GovDocument198 pagesAluminium Dross Waste - Topics by Science - GovPramod Reddy TilletiPas encore d'évaluation
- Porumamilla 220kV SS & Line-Reach II-BOQDocument58 pagesPorumamilla 220kV SS & Line-Reach II-BOQzakir242100% (1)
- Utilization of Waste From Rice ProductionDocument17 pagesUtilization of Waste From Rice ProductionEmilia_P100% (2)
- Industrial Training Report-LoadstarDocument11 pagesIndustrial Training Report-LoadstarNuwan Bandara100% (2)
- Slide Gate System DevelopmentDocument14 pagesSlide Gate System DevelopmentA.S.M. Mosayeb RafiPas encore d'évaluation
- Compare alumina and magnesia-based castables containing graphiteDocument15 pagesCompare alumina and magnesia-based castables containing graphiteBagas Prasetyawan Adi NugrohoPas encore d'évaluation
- Astm C535Document3 pagesAstm C535Ara Wilda Diaz de GómezPas encore d'évaluation
- Energy Recovery - TspaceDocument26 pagesEnergy Recovery - TspaceAlfonso Blanco100% (1)
- CalcinationDocument7 pagesCalcinationVelu ManiPas encore d'évaluation
- Combustion Processes Part 3Document175 pagesCombustion Processes Part 3debjani kunduPas encore d'évaluation
- Solid Waste Management in A Steel PlantDocument5 pagesSolid Waste Management in A Steel PlanthadimarviPas encore d'évaluation
- Refractory Solutions Improve Steel CleanlinessDocument9 pagesRefractory Solutions Improve Steel CleanlinessBagas Prasetyawan Adi NugrohoPas encore d'évaluation
- EAF DustTreatment ByNewProcessDocument11 pagesEAF DustTreatment ByNewProcessAgustine Setiawan100% (1)
- BF Design PDFDocument4 pagesBF Design PDFhalder_kalyan9216Pas encore d'évaluation
- Karim Benhabib, Pierre Faure, Michel Sardin, Marie-Odile SimonnotDocument8 pagesKarim Benhabib, Pierre Faure, Michel Sardin, Marie-Odile SimonnotAsri GaniPas encore d'évaluation
- Recent Catalyst Technology Development in Residue Catalytic Cracking Unit: A Mini ReviewDocument8 pagesRecent Catalyst Technology Development in Residue Catalytic Cracking Unit: A Mini ReviewDika CodPas encore d'évaluation
- Activated carbons from waste biomass for methylene blue adsorptionDocument9 pagesActivated carbons from waste biomass for methylene blue adsorptionyemresimsekPas encore d'évaluation
- Coal TarInfoDocument3 pagesCoal TarInfoNakkolopPas encore d'évaluation
- PACE Technologies Precision Alumina Abrasives Technical InformationDocument5 pagesPACE Technologies Precision Alumina Abrasives Technical InformationSiddhartha PachisiaPas encore d'évaluation
- 10208-15101387124325secondary Steel Making OverviewDocument13 pages10208-15101387124325secondary Steel Making OverviewOmar TahaPas encore d'évaluation
- 663 Chemical TechnologyDocument28 pages663 Chemical TechnologyAnonymous okVyZFmqqXPas encore d'évaluation
- Identify Element X from Iron Oxide ReactionDocument1 pageIdentify Element X from Iron Oxide ReactionMarie Angeline BautistaPas encore d'évaluation
- Manufacturing Sodium Dodecyl Benzene Sulfonate (SDBSDocument9 pagesManufacturing Sodium Dodecyl Benzene Sulfonate (SDBSamit_iffcoPas encore d'évaluation
- Utilization of Fly Ash and Rice Husk Ash As A Supplement To Concrete Materials - A Critical ReviewDocument9 pagesUtilization of Fly Ash and Rice Husk Ash As A Supplement To Concrete Materials - A Critical Reviewijetrm journalPas encore d'évaluation
- Cement manufacturing emissions guidelinesDocument4 pagesCement manufacturing emissions guidelinesSambhu YadavPas encore d'évaluation
- 2014 Cre IiDocument43 pages2014 Cre IiAnshul Agrawal100% (1)
- Fly Ash Journal PDFDocument10 pagesFly Ash Journal PDFMagendranPas encore d'évaluation
- FGC Group LLC - Consulting & Engineering - Products - Thermal Processing Equipment - Activated Carbon Plant PDFDocument3 pagesFGC Group LLC - Consulting & Engineering - Products - Thermal Processing Equipment - Activated Carbon Plant PDFCleverSeyramKetekuPas encore d'évaluation
- Geopolymer Concrete: Sardar Vallabhbhai Patel Institute of Technology, Vasad Gujarat Technological University AhmedabadDocument43 pagesGeopolymer Concrete: Sardar Vallabhbhai Patel Institute of Technology, Vasad Gujarat Technological University AhmedabadRakesh7770Pas encore d'évaluation
- Waste Water - Coke PlantDocument13 pagesWaste Water - Coke PlantSejla Becirovic Cehajic100% (1)
- Processes and Types of Rolling MillsDocument7 pagesProcesses and Types of Rolling Millsdroy21Pas encore d'évaluation
- Thesis Final About Lime KilnsDocument144 pagesThesis Final About Lime KilnspwmvsiPas encore d'évaluation
- Numerical Analysis Blast Furnace PDFDocument9 pagesNumerical Analysis Blast Furnace PDFLTE002Pas encore d'évaluation
- Soda Ash Year Book USGS 2008Document12 pagesSoda Ash Year Book USGS 2008Tarun Surana100% (1)
- Beneficiation of Kankara KaolinDocument9 pagesBeneficiation of Kankara KaolinLAWRENCE OTUPas encore d'évaluation
- Continuous Scrap Melting in A Short Rotary FurnaceDocument12 pagesContinuous Scrap Melting in A Short Rotary FurnaceAnonymous ipcYV390% (1)
- Lemon, Lime and Cream of Tartar Rust RemoverDocument24 pagesLemon, Lime and Cream of Tartar Rust RemoverRonesa SayonPas encore d'évaluation
- Nano AluminaDocument6 pagesNano Alumina林小飛Pas encore d'évaluation
- Collection and Preparation of Coke Samples For Laboratory AnalysisDocument4 pagesCollection and Preparation of Coke Samples For Laboratory Analysisharrison_sPas encore d'évaluation
- HumidificationDocument68 pagesHumidificationA AshokPas encore d'évaluation
- CER 127.2 Act. 10 Loss On Ignition Drying and Firing Shrinkage Tests PARTIALDocument8 pagesCER 127.2 Act. 10 Loss On Ignition Drying and Firing Shrinkage Tests PARTIALGrandeur Paglinawan IIPas encore d'évaluation
- Waste Water Treatment in Chemical IndustriesDocument23 pagesWaste Water Treatment in Chemical IndustriesAzman Bin KadirPas encore d'évaluation
- Steel Mill: See AlsoDocument5 pagesSteel Mill: See AlsoJustin Alvin P. CaballaPas encore d'évaluation
- MAGNESIUM: A LIGHTWEIGHT METALDocument34 pagesMAGNESIUM: A LIGHTWEIGHT METALraj mehra100% (1)
- State of the Art in Steel Mill Dust RecyclingDocument6 pagesState of the Art in Steel Mill Dust RecyclingCeyhun TatarPas encore d'évaluation
- Kinetics of Fluidized Bed Iron Ore ReductionDocument8 pagesKinetics of Fluidized Bed Iron Ore ReductionMaulana RakhmanPas encore d'évaluation
- Delta AluminaDocument8 pagesDelta AluminaFahim Bin Abdur RahmanPas encore d'évaluation
- Kinetic Studies of Ketazine Formation PDFDocument6 pagesKinetic Studies of Ketazine Formation PDFkamesh_che009100% (1)
- Chlorine: International Thermodynamic Tables of the Fluid StateD'EverandChlorine: International Thermodynamic Tables of the Fluid StatePas encore d'évaluation
- Clays and Clay Minerals: Proceedings of the Fourteenth National Conference, Berkeley, CaliforniaD'EverandClays and Clay Minerals: Proceedings of the Fourteenth National Conference, Berkeley, CaliforniaS. W. BaileyPas encore d'évaluation
- Professor Ahmad Fauzi Ismail A Remarkable Individual, Educator, Mentor, and A Dear FriendDocument2 pagesProfessor Ahmad Fauzi Ismail A Remarkable Individual, Educator, Mentor, and A Dear Friendrazor75apPas encore d'évaluation
- HIsarna Technology for Low-Carbon SteelmakingDocument8 pagesHIsarna Technology for Low-Carbon Steelmakingrazor75apPas encore d'évaluation
- Minerals Engineering: A A A BDocument6 pagesMinerals Engineering: A A A Brazor75apPas encore d'évaluation
- Minerals Engineering: A A A BDocument6 pagesMinerals Engineering: A A A Brazor75apPas encore d'évaluation
- Srep 43618Document13 pagesSrep 43618razor75apPas encore d'évaluation
- Sharma2003 Article ThirdOrderNonlinearPolymerMateDocument2 pagesSharma2003 Article ThirdOrderNonlinearPolymerMaterazor75apPas encore d'évaluation
- Machining-Induced Grain Refinement of Aisi 4340 Alloy Steel Under Dry and Cryogenic ConditionsDocument7 pagesMachining-Induced Grain Refinement of Aisi 4340 Alloy Steel Under Dry and Cryogenic Conditionsrazor75apPas encore d'évaluation
- Tio2 NanotubesDocument16 pagesTio2 Nanotubesrazor75apPas encore d'évaluation
- Synthetic Rutile PDFDocument3 pagesSynthetic Rutile PDFrazor75apPas encore d'évaluation
- Nonisothermal Carbothermal Reduction KineticsTitanium-Bearing Blast Furnace SlagDocument6 pagesNonisothermal Carbothermal Reduction KineticsTitanium-Bearing Blast Furnace Slagrazor75apPas encore d'évaluation
- 2013 January NazarovDocument4 pages2013 January Nazarovrazor75apPas encore d'évaluation
- Website Satisfaction Role of User and Website CharDocument338 pagesWebsite Satisfaction Role of User and Website Charrazor75apPas encore d'évaluation
- AMMS - Ali Yaraghi PaperDocument3 pagesAMMS - Ali Yaraghi Paperrazor75apPas encore d'évaluation
- Economic Analysis of Thorium Extraction From Monazite - DR AznanDocument10 pagesEconomic Analysis of Thorium Extraction From Monazite - DR Aznanrazor75apPas encore d'évaluation
- Kroll1948 - Reduction of Meo2 With Carbon in VacuumDocument12 pagesKroll1948 - Reduction of Meo2 With Carbon in Vacuumrazor75apPas encore d'évaluation
- Newton-Ungku Omar Fund - British CouncilDocument5 pagesNewton-Ungku Omar Fund - British Councilrazor75apPas encore d'évaluation
- Discover The 7 Habits of Productive Scientists - ACS Axial - Your Bond With Chemistry ResearchDocument6 pagesDiscover The 7 Habits of Productive Scientists - ACS Axial - Your Bond With Chemistry Researchrazor75apPas encore d'évaluation
- Writing A Review Paper PDFDocument2 pagesWriting A Review Paper PDFrazor75apPas encore d'évaluation
- Surviving Academia As An Early Career Researcher - An Unreliable Guide - Naturejobs BlogDocument6 pagesSurviving Academia As An Early Career Researcher - An Unreliable Guide - Naturejobs Blograzor75apPas encore d'évaluation
- 1114 Mal Jinsoo Korea 171123090151 - Stem in KoreaDocument48 pages1114 Mal Jinsoo Korea 171123090151 - Stem in Korearazor75apPas encore d'évaluation
- CSST Steelmaking 2018Document2 pagesCSST Steelmaking 2018razor75apPas encore d'évaluation
- Proposal Writing For International Research Projects Dies PDFDocument100 pagesProposal Writing For International Research Projects Dies PDFhuze_nedianPas encore d'évaluation
- Synthesis and Hydrogen Gas Sensing Properties of ZnO WirelikDocument5 pagesSynthesis and Hydrogen Gas Sensing Properties of ZnO Wirelikrazor75apPas encore d'évaluation
- Construction MaterialDocument48 pagesConstruction MaterialEnergy HKbuildingPas encore d'évaluation
- Discover The 7 Habits of Productive Scientists - ACS Axial - Your Bond With Chemistry ResearchDocument6 pagesDiscover The 7 Habits of Productive Scientists - ACS Axial - Your Bond With Chemistry Researchrazor75apPas encore d'évaluation
- Nsa 172-13 Slag and CorrosionDocument23 pagesNsa 172-13 Slag and Corrosionrazor75apPas encore d'évaluation
- Electro GalvanizedDocument5 pagesElectro Galvanizedrazor75apPas encore d'évaluation
- Galvanised Steel - Causes and Defects in Galvanised CoatingsDocument4 pagesGalvanised Steel - Causes and Defects in Galvanised Coatingsrazor75apPas encore d'évaluation
- White Rust White Paper 200531Document6 pagesWhite Rust White Paper 200531mario fisgaPas encore d'évaluation
- Palladium PD: Crystal DataDocument1 pagePalladium PD: Crystal Datarazor75apPas encore d'évaluation
- Quality Beyond PriceDocument13 pagesQuality Beyond Pricesafeel muhammadPas encore d'évaluation
- My Bhokar Site Report Final Check...Document24 pagesMy Bhokar Site Report Final Check...Md IsmailPas encore d'évaluation
- Specific Gravity & AbsorptionDocument10 pagesSpecific Gravity & AbsorptionBomby Malang-SolaimanPas encore d'évaluation
- 5 Mix ProportionDocument43 pages5 Mix ProportionSteven KuaPas encore d'évaluation
- Administrative Order No. 99 - 57 December 27, 1999: Subject: Amendments ToDocument34 pagesAdministrative Order No. 99 - 57 December 27, 1999: Subject: Amendments ToMai UgayPas encore d'évaluation
- Data 2019-20Document84 pagesData 2019-20raja sankarPas encore d'évaluation
- Yahia2016 - IMPORTANTE - Httpsdoi - Org10.1016b978 0 08 100693 1.00007 2Document31 pagesYahia2016 - IMPORTANTE - Httpsdoi - Org10.1016b978 0 08 100693 1.00007 2andresPas encore d'évaluation
- 4 Strengths of Recycled Aggregate Concrete Made Using Field-Demolished Concrete As AggregateDocument9 pages4 Strengths of Recycled Aggregate Concrete Made Using Field-Demolished Concrete As Aggregateget100% (2)
- Coconut Shell As Partial Replacement ofDocument5 pagesCoconut Shell As Partial Replacement ofSHAIK SADHIKA APSANAPas encore d'évaluation
- New Units Rates DerivationDocument29 pagesNew Units Rates DerivationJohn Henry OcampoPas encore d'évaluation
- Government of Nepal project cost abstractDocument8 pagesGovernment of Nepal project cost abstracthimal kaflePas encore d'évaluation
- Install Precast Tile BlocksDocument4 pagesInstall Precast Tile BlocksAbdullah AboodiPas encore d'évaluation
- Study and Analysis of The Compressive Strength of Concrete Using Different Types of Cement in GhanaDocument12 pagesStudy and Analysis of The Compressive Strength of Concrete Using Different Types of Cement in GhanaTJPRC PublicationsPas encore d'évaluation
- Road Metal Rates (By Road) : Construction of Residential Quarters at DilkushaDocument202 pagesRoad Metal Rates (By Road) : Construction of Residential Quarters at Dilkushalkovijay100% (1)
- Sustainable Concrete Using Rice Husk AshDocument43 pagesSustainable Concrete Using Rice Husk AshSHUBHAMPas encore d'évaluation
- Interpol Global ComplexDocument174 pagesInterpol Global ComplexJayce Teo Wei WenPas encore d'évaluation
- BS 812-109 1990 (Moisture Content)Document12 pagesBS 812-109 1990 (Moisture Content)Kartika Setia RiniPas encore d'évaluation
- Vector Reports for Estimator and Building ContractorDocument18 pagesVector Reports for Estimator and Building ContractorIvan BuhiinzaPas encore d'évaluation
- PDF - SolverDocument7 pagesPDF - SolverRAJKUMAR CHATTERJEE. (RAJA.)Pas encore d'évaluation
- WC DraftDocument55 pagesWC DraftArun Kumar ChakrabortyPas encore d'évaluation
- Standard Specifications For Road Works SERIES 4000-Bituminous Layers and SealsDocument51 pagesStandard Specifications For Road Works SERIES 4000-Bituminous Layers and SealsKisali SarakikyaPas encore d'évaluation
- HMP Code - Calibration - Accuracy PDFDocument6 pagesHMP Code - Calibration - Accuracy PDFN GANESAMOORTHYPas encore d'évaluation