Vous aimerez peut-être aussi
- Tornillo PrisioneroDocument17 pagesTornillo PrisioneroBolivar Arauz Lezcano100% (3)
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoD'EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoÉvaluation : 5 sur 5 étoiles5/5 (1)
- Temple y revenido de acerosDocument19 pagesTemple y revenido de acerosHéctor Miguel Méndez ZúñigaPas encore d'évaluation
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosD'EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosPas encore d'évaluation
- TRATAMIENTOS TÉRMICOS TempleDocument29 pagesTRATAMIENTOS TÉRMICOS TempleFredySonccoPas encore d'évaluation
- Conclusión Maquinaria Pesada LuisDocument1 pageConclusión Maquinaria Pesada Luisbersain jimenez hernandez100% (2)
- s10 2015Document457 pagess10 2015Anonymous KdnOsd950% (2)
- Informe de Temple y RevenidoDocument50 pagesInforme de Temple y RevenidoPablo Salinas Valero80% (5)
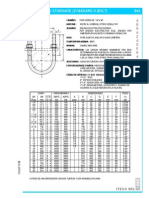
- Catalogo U BoltDocument1 pageCatalogo U BoltAlfonso AraquePas encore d'évaluation
- 6.1 Clasificación de Los Procesos de Tratamientos TérmicosDocument28 pages6.1 Clasificación de Los Procesos de Tratamientos TérmicosDaniel Valdespino DiazPas encore d'évaluation
- Plan Maestro de Mantenimiento PMMDocument20 pagesPlan Maestro de Mantenimiento PMMMecanizado SenaPas encore d'évaluation
- Temple y Revenido Del AceroDocument7 pagesTemple y Revenido Del AceroRosy MaldoPas encore d'évaluation
- Matlab - Resolucion de EstructurasDocument178 pagesMatlab - Resolucion de EstructurasEmi Suzuki0% (1)
- Tesis FavaloroDocument100 pagesTesis FavaloroClarin.comPas encore d'évaluation
- Temple y RevenidoDocument8 pagesTemple y RevenidoJhordy Daniel Contreras AylasPas encore d'évaluation
- Informe Enfriamiento Continuo de AcerosDocument11 pagesInforme Enfriamiento Continuo de AcerosedizonPas encore d'évaluation
- Informe de Temple y RevenidoDocument52 pagesInforme de Temple y RevenidoKatita ChascaPas encore d'évaluation
- Temple y RevenidoDocument28 pagesTemple y RevenidoELSA LOREN PAUCAR PEREZPas encore d'évaluation
- Templado Del AceroDocument4 pagesTemplado Del AceroCristian LucioPas encore d'évaluation
- TEMPLE Y SUS FACTORES CLAVEDocument16 pagesTEMPLE Y SUS FACTORES CLAVEJhampol Rosales MuñozPas encore d'évaluation
- Temple de AceroDocument2 pagesTemple de AceropruebsPas encore d'évaluation
- Teoría del temple enDocument27 pagesTeoría del temple enKelly CortezPas encore d'évaluation
- TempleDocument8 pagesTempleLuis EduPas encore d'évaluation
- Hoja de Tarea 5Document9 pagesHoja de Tarea 5LANZcuberPas encore d'évaluation
- El Tratamiento Térmico de Los Aceros Inoxidables PDFDocument9 pagesEl Tratamiento Térmico de Los Aceros Inoxidables PDFJonathan CerdanPas encore d'évaluation
- Aceite de TempleDocument7 pagesAceite de TempleAnonymous XarumtOPas encore d'évaluation
- Horno para SalesDocument6 pagesHorno para SalesDavid Tapia GualpaPas encore d'évaluation
- Temple de MaterialesDocument10 pagesTemple de MaterialesxanvelanPas encore d'évaluation
- Ajust, Mont, Verf, TrabajofinalDocument26 pagesAjust, Mont, Verf, TrabajofinalJAVIER RHPas encore d'évaluation
- Incrustaciones en Superficies de Transferencia de CalorDocument4 pagesIncrustaciones en Superficies de Transferencia de CalormauroPas encore d'évaluation
- Tratamientos Termicos de MetalesDocument11 pagesTratamientos Termicos de MetalesValentín WeinerPas encore d'évaluation
- TempleDocument10 pagesTempleVictor Ingeniro IndustrialPas encore d'évaluation
- Tratamientos térmicos del aceroDocument21 pagesTratamientos térmicos del aceroDaniel GutierrezPas encore d'évaluation
- Curvas TTT, trabajo en frío y caliente, temple y revenido de acerosDocument4 pagesCurvas TTT, trabajo en frío y caliente, temple y revenido de acerosCarlos Andrés Medina HernándezPas encore d'évaluation
- Practicas TTT FinalDocument26 pagesPracticas TTT FinalJorge Adrian Reyes Calles100% (1)
- CementacionDocument12 pagesCementacionLUIS ANGEL MAX AGUILAR RAMIREZPas encore d'évaluation
- DefinicionesDocument34 pagesDefinicionesJorge Luis Rivas GutierrezPas encore d'évaluation
- DMMF04 R15 Tratamientostermoquimicos (Recuperado)Document14 pagesDMMF04 R15 Tratamientostermoquimicos (Recuperado)MARIA PEREZPas encore d'évaluation
- Influencia de Tratamiento Termico en El Acero 1010 Sobre La Resistencia A La CorrosionDocument12 pagesInfluencia de Tratamiento Termico en El Acero 1010 Sobre La Resistencia A La CorrosionIvanAdrianOHPas encore d'évaluation
- Tratamientos TérmicosDocument6 pagesTratamientos TérmicosValentina VanegasPas encore d'évaluation
- Propiedades y Tratamientos Del AceroDocument110 pagesPropiedades y Tratamientos Del Acerojorgeantonio2442@100% (1)
- RevenidoDocument3 pagesRevenidoGretelPas encore d'évaluation
- Tratamientos térmicos de temple y revenidoDocument19 pagesTratamientos térmicos de temple y revenidoAlba Duaneth Rocabado MendietaPas encore d'évaluation
- 10.tratamientos TermoquimicosDocument36 pages10.tratamientos TermoquimicosAnonymous MpVG84Pas encore d'évaluation
- A1 FundicionDocument12 pagesA1 FundicionshinobuPas encore d'évaluation
- Silicación y cromizaciónDocument9 pagesSilicación y cromizaciónJose Aderlin Mejia CamposPas encore d'évaluation
- Conceptos Fundamentales de TratamientotermicoDocument3 pagesConceptos Fundamentales de TratamientotermicoEDUARDO BARRIENTOSPas encore d'évaluation
- Tratamientos TermoquimicosDocument11 pagesTratamientos TermoquimicosCarlos DemesaPas encore d'évaluation
- Procesos TermoquimicosDocument10 pagesProcesos TermoquimicosCarlos Ricardo Dominguez ReyesPas encore d'évaluation
- Tratamiento TérmicoDocument5 pagesTratamiento TérmicoJosé Luis Ang Soto0% (3)
- Teoria de CorteDocument26 pagesTeoria de CorteSara AlvarezPas encore d'évaluation
- Cementacion MetalmecanicaDocument6 pagesCementacion MetalmecanicaJordan Chavez IrupaillaPas encore d'évaluation
- Temple metales paso calentamiento enfriamientoDocument4 pagesTemple metales paso calentamiento enfriamientoJosue FabianPas encore d'évaluation
- Practica 4 de TTDocument13 pagesPractica 4 de TTDario SegarraPas encore d'évaluation
- 2.6 Trtamientos TermoquimicosDocument16 pages2.6 Trtamientos TermoquimicosLuis David Orozco HerreraPas encore d'évaluation
- Informe 1 Recocido y Normalizado de AcerosDocument24 pagesInforme 1 Recocido y Normalizado de AcerosMiguel Arguz100% (1)
- 1.4. TempladoDocument5 pages1.4. TempladoEmilio SotoPas encore d'évaluation
- Tratamientos térmicos en aceros: normalización, temple y revenidoDocument20 pagesTratamientos térmicos en aceros: normalización, temple y revenidoJimena Rafael LeónPas encore d'évaluation
- Cuestionario Practrica 4Document4 pagesCuestionario Practrica 4javier angulo peñaPas encore d'évaluation
- Tratamiento Termico LaboratorioDocument18 pagesTratamiento Termico LaboratoriojhoanPas encore d'évaluation
- RevenidoDocument6 pagesRevenidoTorres Delgado OmarPas encore d'évaluation
- Envejecimiento TermicoDocument6 pagesEnvejecimiento Termicoarturo7786Pas encore d'évaluation
- Investigación Individual Temas 2.4, 2.5 y 2.6Document10 pagesInvestigación Individual Temas 2.4, 2.5 y 2.6vicente perezPas encore d'évaluation
- Agua y Contaminantes PDFDocument4 pagesAgua y Contaminantes PDFsady contrerasPas encore d'évaluation
- Tratamientos TermicosDocument3 pagesTratamientos TermicosjaspartePas encore d'évaluation
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSAD'EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAPas encore d'évaluation
- Alfa Laval Valvula Unique Antimezcla - Folletos Del ProductoDocument7 pagesAlfa Laval Valvula Unique Antimezcla - Folletos Del ProductoAnonymous KdnOsd9Pas encore d'évaluation
- Valvula Unique Antimezcla de Salida de Deposito Unique To - Folletos Del ProductoDocument7 pagesValvula Unique Antimezcla de Salida de Deposito Unique To - Folletos Del ProductoAnonymous KdnOsd9Pas encore d'évaluation
- FT 304 Es WebDocument4 pagesFT 304 Es WebAnonymous KdnOsd9Pas encore d'évaluation
- Grasa Anhidra de Leche (Amf) : Ficha TecnicaDocument1 pageGrasa Anhidra de Leche (Amf) : Ficha TecnicaAnonymous KdnOsd9Pas encore d'évaluation
- FT K30-K30ED Es WebDocument4 pagesFT K30-K30ED Es WebAnonymous KdnOsd9Pas encore d'évaluation
- Calendario Feriados 2021Document1 pageCalendario Feriados 2021El Teclado [www.elteclado.com.ar]100% (1)
- FT 316L Es WebDocument4 pagesFT 316L Es WebAnonymous KdnOsd9Pas encore d'évaluation
- Alfa Laval Valvula Unique Antimezcla de Salida de Deposito Unique To - Folleto Del Producto - Ese00150Document7 pagesAlfa Laval Valvula Unique Antimezcla de Salida de Deposito Unique To - Folleto Del Producto - Ese00150Anonymous KdnOsd9Pas encore d'évaluation
- Alfa Laval SSV Unique Estandar - Folleto Del Producto - Ese00172Document7 pagesAlfa Laval SSV Unique Estandar - Folleto Del Producto - Ese00172Anonymous KdnOsd9Pas encore d'évaluation
- Aperam 304L/304M: Acero Inoxidable AusteníticoDocument4 pagesAperam 304L/304M: Acero Inoxidable AusteníticoAnonymous KdnOsd9Pas encore d'évaluation
- SimbologiaTuberias PDFDocument28 pagesSimbologiaTuberias PDFManuel Guerrero CotaPas encore d'évaluation
- Manual-Tecnico Eternit Perfil 76 PDFDocument32 pagesManual-Tecnico Eternit Perfil 76 PDFdiegoPas encore d'évaluation
- Durman AccesoriosDocument2 pagesDurman AccesoriosAnonymous KdnOsd9Pas encore d'évaluation
- Calendario Feriados - 2021Document1 pageCalendario Feriados - 2021Anonymous KdnOsd9Pas encore d'évaluation
- Te Instalaciones Eléctricas IndustrialesDocument3 pagesTe Instalaciones Eléctricas IndustrialesAnonymous KdnOsd9Pas encore d'évaluation
- Tuberias Conduit AFDocument1 pageTuberias Conduit AFAnonymous KdnOsd9Pas encore d'évaluation
- Catalogo PentaKa PerfilesDocument25 pagesCatalogo PentaKa Perfilesjvtrojas123456Pas encore d'évaluation
- Tubos y accesorios PVC para instalaciones eléctricasDocument5 pagesTubos y accesorios PVC para instalaciones eléctricasCarlosTamayoCamposPas encore d'évaluation
- Conexiones Sanitarias 3A Grado Alimenticio Farmaceutico PDFDocument4 pagesConexiones Sanitarias 3A Grado Alimenticio Farmaceutico PDFJuan Yunior Cano CervantesPas encore d'évaluation
- 2018 Yamaha MT320 Accsheet ES ESDocument12 pages2018 Yamaha MT320 Accsheet ES ESAnonymous KdnOsd9Pas encore d'évaluation
- Norma Tecnica Mexicana PDFDocument35 pagesNorma Tecnica Mexicana PDFJuan Carlos Penagos SolisPas encore d'évaluation
- KTM Servicezeiten 2017 06 EsDocument7 pagesKTM Servicezeiten 2017 06 EsAnonymous KdnOsd9Pas encore d'évaluation
- Revista174 S1ESDocument178 pagesRevista174 S1ESAnonymous KdnOsd9Pas encore d'évaluation
- 38 SequiaDocument3 pages38 SequiaAnonymous KdnOsd9Pas encore d'évaluation
- Guia 1 PDFDocument4 pagesGuia 1 PDFAnonymous KdnOsd9Pas encore d'évaluation
- Tabla Medidas MetalesDocument6 pagesTabla Medidas MetalesWalter KreniPas encore d'évaluation
- AST TornoDocument24 pagesAST Tornoandrew rezaPas encore d'évaluation
- Un Sistema de Información Es Un Conjunto de Datos Que Interactúan Entre Sí Con Un Fin ComúnDocument3 pagesUn Sistema de Información Es Un Conjunto de Datos Que Interactúan Entre Sí Con Un Fin ComúnRubén PadillaPas encore d'évaluation
- Temario PMPDocument3 pagesTemario PMPJoseDanielGodoyPas encore d'évaluation
- Carta Porte FerroviarioDocument7 pagesCarta Porte FerroviarioEder Pedro VMPas encore d'évaluation
- (CONTINUIDAD OPERATIVA) Servicios de Recuperación de Procesos de NegocioDocument24 pages(CONTINUIDAD OPERATIVA) Servicios de Recuperación de Procesos de NegocioRossy CastánPas encore d'évaluation
- Control electrónico procesosDocument147 pagesControl electrónico procesosJorge M. AkePas encore d'évaluation
- DETERMINACION DE ACIDO CITRICO Y ACIDO ASCORBICO EN MUESTRAS DE POLVO PARA HACER JUGOS Volumetria de Neutralizacion y Oxidacion ReduccionDocument11 pagesDETERMINACION DE ACIDO CITRICO Y ACIDO ASCORBICO EN MUESTRAS DE POLVO PARA HACER JUGOS Volumetria de Neutralizacion y Oxidacion ReduccionrafelemirPas encore d'évaluation
- Proyecto ADMINISTRACION DE PROYECTOSDocument51 pagesProyecto ADMINISTRACION DE PROYECTOSAngeline CastroPas encore d'évaluation
- Tipos de AparejoDocument9 pagesTipos de AparejoVictor Manuel Tupul ReyesPas encore d'évaluation
- Presentación de Moto GD825A-2-1Document55 pagesPresentación de Moto GD825A-2-1Antonella Pereira Robledo100% (1)
- Empresa de ingeniería sostenibleDocument5 pagesEmpresa de ingeniería sostenibleJulianaSalazarPas encore d'évaluation
- Manual Sobre La Calidad Del Aire en Los Aeropuertos Doc - 9889 - EsDocument206 pagesManual Sobre La Calidad Del Aire en Los Aeropuertos Doc - 9889 - EsRicardo RodriguezPas encore d'évaluation
- Robotica Simulacion MATLABDocument48 pagesRobotica Simulacion MATLABMiguel PérezPas encore d'évaluation
- Muki Viga RetractilDocument34 pagesMuki Viga Retractil70238792Pas encore d'évaluation
- SOLUCION Unidad 6 Leccion 1Document9 pagesSOLUCION Unidad 6 Leccion 1CAROLINAPas encore d'évaluation
- Seminario 3Document15 pagesSeminario 3Edu F AguilarPas encore d'évaluation
- Análisis FODA Dirección Regional Vivienda AyacuchoDocument4 pagesAnálisis FODA Dirección Regional Vivienda AyacuchoYasijah YasijahPas encore d'évaluation
- Calculo de Costo de Posesion y Operacion de La Motoniveladora 24MDocument26 pagesCalculo de Costo de Posesion y Operacion de La Motoniveladora 24MRobinson Manuel Acuña Malca0% (1)
- Conoce A La UNEFADocument18 pagesConoce A La UNEFALeopoldo HillerPas encore d'évaluation
- Cambio de Filtro de Aceite A Maquina CocedoraDocument5 pagesCambio de Filtro de Aceite A Maquina CocedoraSofy GarcíaPas encore d'évaluation
- 1097035128Document258 pages1097035128ronald guerra olivaresPas encore d'évaluation
- Lonzoy CVDocument2 pagesLonzoy CVjlonzoyPas encore d'évaluation
- MC V5 2014Document685 pagesMC V5 2014Carlos Troncoso SanhuezaPas encore d'évaluation
- Gestión de Mantenimiento en Ingeniería IndustrialDocument16 pagesGestión de Mantenimiento en Ingeniería IndustrialJose Manuel Quispe DíazPas encore d'évaluation
- SISTEMA DE EMBRAGUE Y CAJA DE CAMBIOSDocument4 pagesSISTEMA DE EMBRAGUE Y CAJA DE CAMBIOSRenee LugoPas encore d'évaluation
- Analisis Precio UnitarioDocument13 pagesAnalisis Precio UnitarioAaron ZeDoPas encore d'évaluation
- 2.3 Documentación para El Trámite de Una Instalación Solar Fotovoltaica Ayuntamiento Valencia.Document3 pages2.3 Documentación para El Trámite de Una Instalación Solar Fotovoltaica Ayuntamiento Valencia.luverygPas encore d'évaluation