Vous aimerez peut-être aussi
- On Void Structure and Strength of Foamed Concrete Made With or Outwith Additives PDFDocument8 pagesOn Void Structure and Strength of Foamed Concrete Made With or Outwith Additives PDFSritam SwapnadarshiPas encore d'évaluation
- In Uence of Coarse Aggregate On The Permeation, Durability and The Microstructure Characteristics of Ordinary Portland Cement ConcreteDocument9 pagesIn Uence of Coarse Aggregate On The Permeation, Durability and The Microstructure Characteristics of Ordinary Portland Cement ConcreteA M Yasin ArmanPas encore d'évaluation
- Process of Ready Mixed ConcreteDocument27 pagesProcess of Ready Mixed ConcreteN P SrinivasaraoPas encore d'évaluation
- 17S16606 Proposal CW 3Document5 pages17S16606 Proposal CW 3Anonymous 2FDTST37uPas encore d'évaluation
- A Mix Design Methodology For Concrete Block UnitsDocument11 pagesA Mix Design Methodology For Concrete Block UnitsRameshNayakaPas encore d'évaluation
- Paper 2Document14 pagesPaper 2احمد بشير البركوليPas encore d'évaluation
- Mechanical and Elastic Behaviour of Concretes Made of Recycled-ConcreteDocument5 pagesMechanical and Elastic Behaviour of Concretes Made of Recycled-ConcreteIvan NikolaevPas encore d'évaluation
- REVISED Concrete Technology BOOK - by Sri P. SURESHDocument63 pagesREVISED Concrete Technology BOOK - by Sri P. SURESHV Venkata Narayana100% (1)
- An Advanced Concrete Recycling Technology and Its Applicability Assessment Through Input-Output AnalysisDocument15 pagesAn Advanced Concrete Recycling Technology and Its Applicability Assessment Through Input-Output AnalysisAymanAlMahfuzPas encore d'évaluation
- Assessment of Predictability of Fiber Reinforced Cemented Soils Unconfined Compressive and Tensile StrengthDocument8 pagesAssessment of Predictability of Fiber Reinforced Cemented Soils Unconfined Compressive and Tensile StrengthRoberta Bomfim BoszczowskiPas encore d'évaluation
- Self Compacting ConcreteDocument12 pagesSelf Compacting ConcreterusnaPas encore d'évaluation
- Self Compacting ConcreteDocument15 pagesSelf Compacting ConcreteAmardeep Singh MultaniPas encore d'évaluation
- paper8IMC 76Document11 pagespaper8IMC 76zikoyagamingPas encore d'évaluation
- Effect of Aggregate Type On Compressive Strength of ConcreteDocument10 pagesEffect of Aggregate Type On Compressive Strength of ConcreteamelialoritaPas encore d'évaluation
- Rev Concrete TechnologyDocument81 pagesRev Concrete TechnologyGanesh Reddy NandalurPas encore d'évaluation
- 1994 - Lourenco - Analysis of Masonry Structures With Interface ElementsDocument35 pages1994 - Lourenco - Analysis of Masonry Structures With Interface ElementsroccaPas encore d'évaluation
- Construction and Building MaterialsDocument11 pagesConstruction and Building MaterialsJoao VitorPas encore d'évaluation
- Contours in Concrete Mix Design - A New ApproachDocument5 pagesContours in Concrete Mix Design - A New Approachwarda03Pas encore d'évaluation
- R. Nagendra - Paper On Mix Proportioning As Per Is 10262-2009Document31 pagesR. Nagendra - Paper On Mix Proportioning As Per Is 10262-2009Vinod JogurPas encore d'évaluation
- Durocrete Mix Design Manual GuideDocument65 pagesDurocrete Mix Design Manual Guideengsam777Pas encore d'évaluation
- Concret Mix Design (M10 To M100)Document65 pagesConcret Mix Design (M10 To M100)Rajesh Kollipara93% (14)
- Session 6. Materials Concrete - Admixtures, Additives & Aggregates - NotesDocument11 pagesSession 6. Materials Concrete - Admixtures, Additives & Aggregates - NotesCharlie DoanPas encore d'évaluation
- Seminar ReportDocument21 pagesSeminar ReportTheWatchdogs WatchdogPas encore d'évaluation
- 1department of BuildingDocument7 pages1department of BuildingAhmad ImanuddinPas encore d'évaluation
- Use of Aluminium Powder in The Production of Lightweight ConcreteDocument12 pagesUse of Aluminium Powder in The Production of Lightweight ConcreteTan Khern Wee17% (6)
- Literature Review: Nova John (2013) Examined The Strength Properties of Metakaolin Admixed Concrete. HeDocument9 pagesLiterature Review: Nova John (2013) Examined The Strength Properties of Metakaolin Admixed Concrete. Henutan acharyaPas encore d'évaluation
- Mapúa University Concrete Mix Design ExperimentDocument6 pagesMapúa University Concrete Mix Design ExperimentGodwin BroasPas encore d'évaluation
- Sustainable: Building Technology and Urban DevelopmentDocument18 pagesSustainable: Building Technology and Urban DevelopmentCao Giang NamPas encore d'évaluation
- Exploratory Project 2Document43 pagesExploratory Project 2AMAN GUPTAPas encore d'évaluation
- Effective Applications of Retarding Admixture To Improve TheDocument13 pagesEffective Applications of Retarding Admixture To Improve Thegtarun22guptaPas encore d'évaluation
- Materials: Concrete Compressive Strength Under Changing Environmental Conditions During Placement ProcessesDocument14 pagesMaterials: Concrete Compressive Strength Under Changing Environmental Conditions During Placement Processesznour alyPas encore d'évaluation
- Influence of Cement ContentDocument9 pagesInfluence of Cement ContentAthanas KoninPas encore d'évaluation
- Etxeberria 2007Document8 pagesEtxeberria 2007SALIL GUPTAPas encore d'évaluation
- Mechanical Behaviour of Concrete Made With Fine Recycled Concrete AggregatesDocument6 pagesMechanical Behaviour of Concrete Made With Fine Recycled Concrete AggregatesNika-Kentauri SerendipitousPas encore d'évaluation
- Module V - 2023Document49 pagesModule V - 2023-黄柏威Pas encore d'évaluation
- Effect of Sawdust As Fine Aggregate in Concrete Mixture: AbstractDocument12 pagesEffect of Sawdust As Fine Aggregate in Concrete Mixture: AbstractOudhai VONGKEOPas encore d'évaluation
- Ijet V4i3p47 PDFDocument12 pagesIjet V4i3p47 PDFInternational Journal of Engineering and TechniquesPas encore d'évaluation
- BuildingsDocument22 pagesBuildingsSai PavanPas encore d'évaluation
- No Fines ConcreteDocument8 pagesNo Fines ConcreteshurookPas encore d'évaluation
- 1 Influence of Amount of Recycled Coarse Aggregates and Production ProcessDocument10 pages1 Influence of Amount of Recycled Coarse Aggregates and Production ProcessMaskura SadilaPas encore d'évaluation
- Journal of Cleaner Production: Fernando Pelisser, Nilomar Zavarise, Tiago Arent Longo, Adriano Michael BernardinDocument7 pagesJournal of Cleaner Production: Fernando Pelisser, Nilomar Zavarise, Tiago Arent Longo, Adriano Michael BernardinRobin VegaPas encore d'évaluation
- Combined Effects of Sawdust and Building Rubbles As Aggregate On The ConcreteDocument12 pagesCombined Effects of Sawdust and Building Rubbles As Aggregate On The ConcreteOudhai VONGKEOPas encore d'évaluation
- Thermal Conductivity of Cement Composites Containing Rubber Waste Particles: Experimental Study and ModellingDocument7 pagesThermal Conductivity of Cement Composites Containing Rubber Waste Particles: Experimental Study and ModellingSylvestre OlanloPas encore d'évaluation
- Granulated Waste Tyres in Concrete Paving BlockDocument7 pagesGranulated Waste Tyres in Concrete Paving BlockAravind kumarPas encore d'évaluation
- Low Heat Development in Self-Compacting Concretes For Massive StructuresDocument11 pagesLow Heat Development in Self-Compacting Concretes For Massive StructuresDarius StanciuPas encore d'évaluation
- Ijciet: ©iaemeDocument15 pagesIjciet: ©iaemeIAEME PublicationPas encore d'évaluation
- SCC Development, Applications and InvestigationsDocument5 pagesSCC Development, Applications and InvestigationslauravoineagPas encore d'évaluation
- Nodehi-Aguayo2021 Article UltraHighPerformanceAndHighStr-2Document29 pagesNodehi-Aguayo2021 Article UltraHighPerformanceAndHighStr-2barzin.farooqPas encore d'évaluation
- Module 3 - QuantityDocument15 pagesModule 3 - QuantityKimberly Wealth Meonada MagnayePas encore d'évaluation
- Elastic, Plastic and Yield Design of Reinforced StructuresD'EverandElastic, Plastic and Yield Design of Reinforced StructuresPas encore d'évaluation
- Turf Wall Architecture and Turf Furniture Assembly GuideD'EverandTurf Wall Architecture and Turf Furniture Assembly GuidePas encore d'évaluation
- Eco-efficient Rendering Mortars: Use of Recycled MaterialsD'EverandEco-efficient Rendering Mortars: Use of Recycled MaterialsPas encore d'évaluation
- Lecture Notes on Reinforced Concrete DesignD'EverandLecture Notes on Reinforced Concrete DesignPas encore d'évaluation
- A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessD'EverandA Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture Toughness: A Comparative Study of Mechanical Properties of Zinc Acrylate Epoxy nanocomposites Reinforced by AL2O3 and Cloisite®30B and Their Mixture: Tensile Strength and Fracture ToughnessPas encore d'évaluation
- Concrete-Block Manufacture - Processes and MachinesD'EverandConcrete-Block Manufacture - Processes and MachinesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Reinforced Concrete Buildings: Behavior and DesignD'EverandReinforced Concrete Buildings: Behavior and DesignÉvaluation : 5 sur 5 étoiles5/5 (1)
- Thermo-hydrodynamic Lubrication in Hydrodynamic BearingsD'EverandThermo-hydrodynamic Lubrication in Hydrodynamic BearingsPas encore d'évaluation
- The Fabrication of Materials: Materials TechnologyD'EverandThe Fabrication of Materials: Materials TechnologyÉvaluation : 5 sur 5 étoiles5/5 (1)
- Geotechnical Engineering: Testing ManualsD'EverandGeotechnical Engineering: Testing ManualsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Durability Design of Concrete Structures: Phenomena, Modeling, and PracticeD'EverandDurability Design of Concrete Structures: Phenomena, Modeling, and PracticePas encore d'évaluation
- 3 Keys For Effective FatlossDocument18 pages3 Keys For Effective FatlossDivyesh MistryPas encore d'évaluation
- Link Beam Calculations - DLFDocument1 pageLink Beam Calculations - DLFDivyesh MistryPas encore d'évaluation
- 005-Interlloy Grade 4340 Hardened and Tempered BarDocument3 pages005-Interlloy Grade 4340 Hardened and Tempered BarDhruv MehtaPas encore d'évaluation
- Shear Wall 108Document8 pagesShear Wall 108Divyesh MistryPas encore d'évaluation
- Annexure-A: Extent of WorkDocument1 pageAnnexure-A: Extent of WorkDivyesh MistryPas encore d'évaluation
- CYPEDocument2 pagesCYPEDivyesh MistryPas encore d'évaluation
- Slab-on-Ground DesignDocument28 pagesSlab-on-Ground DesignvPas encore d'évaluation
- Topics For Tall Buildings ConferenceDocument3 pagesTopics For Tall Buildings ConferenceDivyesh MistryPas encore d'évaluation
- List of Universities For ReDocument3 pagesList of Universities For ReDivyesh MistryPas encore d'évaluation
- 312319Document6 pages312319Divyesh MistryPas encore d'évaluation
- 11.tax Free Incomes FinalDocument35 pages11.tax Free Incomes Finalpraveenr5883Pas encore d'évaluation
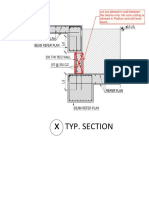
- Typ. Stilt Loby SecctionDocument1 pageTyp. Stilt Loby SecctionDivyesh MistryPas encore d'évaluation
- How Are Column Moments Extracted at Diaphragm Locations?Document1 pageHow Are Column Moments Extracted at Diaphragm Locations?Divyesh MistryPas encore d'évaluation
- Leanbody - Labrada - Calendar + ExeDocument10 pagesLeanbody - Labrada - Calendar + ExeDivyesh Mistry0% (1)
- Leanbody Labrada CalendarDocument3 pagesLeanbody Labrada CalendarJaviDiazPas encore d'évaluation
- Calculations Gravity Wind Point Loads With References DFGSDFGSDFGDSF SDFGDocument2 pagesCalculations Gravity Wind Point Loads With References DFGSDFGSDFGDSF SDFGDivyesh MistryPas encore d'évaluation
- Trammo Inc Interview FormDocument1 pageTrammo Inc Interview FormDivyesh MistryPas encore d'évaluation
- Leanbody - Labrada - Calendar + ExeDocument10 pagesLeanbody - Labrada - Calendar + ExeDivyesh Mistry0% (1)
- Calculations Gravity Wind Point Loads With ReferencesDocument1 pageCalculations Gravity Wind Point Loads With ReferencesDivyesh MistryPas encore d'évaluation
- Calculations Gravity Wind Point Loads With References SDFGDocument1 pageCalculations Gravity Wind Point Loads With References SDFGDivyesh MistryPas encore d'évaluation
- Calculations Gravity Wind Point Loads With References DFGSDFGSDFGDSF SDFGDocument1 pageCalculations Gravity Wind Point Loads With References DFGSDFGSDFGDSF SDFGDivyesh MistryPas encore d'évaluation
- Wind Gust GraphDocument1 pageWind Gust GraphDivyesh MistryPas encore d'évaluation
- Pe FreshDocument8 pagesPe FreshJasminPamnaniPas encore d'évaluation
- Calculations Gravity Wind Point Loads With References SDFGDocument1 pageCalculations Gravity Wind Point Loads With References SDFGDivyesh MistryPas encore d'évaluation
- Calculations Gravity Wind Point Loads With ReferencesDocument1 pageCalculations Gravity Wind Point Loads With ReferencesDivyesh MistryPas encore d'évaluation
- Nepal Hazard Risk Assessment: Progress Report July-August 2010Document5 pagesNepal Hazard Risk Assessment: Progress Report July-August 2010Divyesh MistryPas encore d'évaluation
- Engineering Is The Art of Modelling Materials We Do Not Wholly UnderstandDocument1 pageEngineering Is The Art of Modelling Materials We Do Not Wholly UnderstandDivyesh MistryPas encore d'évaluation
- Imm5604e PDFDocument1 pageImm5604e PDFEileen Perez SuarezPas encore d'évaluation
- ToDocument1 pageToDivyesh MistryPas encore d'évaluation
- 12 English Core VistasDocument2 pages12 English Core VistastarsemgPas encore d'évaluation
- Ten Essentials For Making Cities Resilient: The Case of Quezon City in Metro ManilaDocument14 pagesTen Essentials For Making Cities Resilient: The Case of Quezon City in Metro Manilaandyoreta6332Pas encore d'évaluation
- Hitching Post by Nava Fader Book PreviewDocument16 pagesHitching Post by Nava Fader Book PreviewGeoffrey GatzaPas encore d'évaluation
- HPMC CelluloseDocument32 pagesHPMC Cellulosemailtorubal2573Pas encore d'évaluation
- Cloverdale EcosheetDocument2 pagesCloverdale EcosheetJennyPas encore d'évaluation
- Remote Sensing ApplicationsDocument14 pagesRemote Sensing ApplicationsShivaniSharmaPas encore d'évaluation
- UTS Bahasa Inggris Kelas 6 SDDocument6 pagesUTS Bahasa Inggris Kelas 6 SDAliWafa100% (9)
- Technical Data Sheet: Straw Foam One-Component Polyurethane FoamDocument2 pagesTechnical Data Sheet: Straw Foam One-Component Polyurethane Foam8612106535Pas encore d'évaluation
- Mechanistic Empirical Pavement Design GuideDocument44 pagesMechanistic Empirical Pavement Design GuideRoberto Zepeda100% (1)
- EP105Use of English ArantxaReynosoDocument6 pagesEP105Use of English ArantxaReynosoArantxaSteffiPas encore d'évaluation
- Climate Change and Global Warming NotesDocument3 pagesClimate Change and Global Warming NotesMing MingPas encore d'évaluation
- 2010 Senate Minority ReportDocument321 pages2010 Senate Minority Reportthecynicaleconomist100% (1)
- Financial Analysis With Microsoft Excel 7th Edition Mayes Solutions ManualDocument35 pagesFinancial Analysis With Microsoft Excel 7th Edition Mayes Solutions Manualcharlesdrakejth100% (24)
- Thảm họa 8 bàiDocument8 pagesThảm họa 8 bài爱笑笑小丫头Pas encore d'évaluation
- HR202LDocument8 pagesHR202LnaonisPas encore d'évaluation
- ReportDocument8 pagesReportعزيز فضلPas encore d'évaluation
- Pressure Sensors: The Design Engineer's Guide Pressure Sensors: The Design Engineer's GuideDocument18 pagesPressure Sensors: The Design Engineer's Guide Pressure Sensors: The Design Engineer's GuideTirupatiPas encore d'évaluation
- Duct SweatingDocument6 pagesDuct SweatingNeal JohnsonPas encore d'évaluation
- Oregon BAR 800 Weather StationDocument2 pagesOregon BAR 800 Weather StationJosePas encore d'évaluation
- (Loads Analysis of A Floating Offshore Wind Turbine Using Fully Coupled Simulation)Document35 pages(Loads Analysis of A Floating Offshore Wind Turbine Using Fully Coupled Simulation)scribd-123Pas encore d'évaluation
- Wine making process guideDocument5 pagesWine making process guideparagPas encore d'évaluation
- Indian Commodity CyclesDocument5 pagesIndian Commodity Cyclespaparock34Pas encore d'évaluation
- ASTM D5741-96 Characterizing Surface Wind Using A Wind Vane and Rotating AnemometerDocument5 pagesASTM D5741-96 Characterizing Surface Wind Using A Wind Vane and Rotating AnemometerFredi Cari CarreraPas encore d'évaluation
- Astm D2892Document32 pagesAstm D2892Mahmoud Maklad100% (1)
- Introduction to MEMS packaging processes and equipmentDocument10 pagesIntroduction to MEMS packaging processes and equipmentPunyabrata GhatakPas encore d'évaluation
- Play Outdoors Magazine - Fall 2023Document56 pagesPlay Outdoors Magazine - Fall 2023SonitaPas encore d'évaluation
- Nonfiction Reading Test The Coliseum: Directions: Read The Following Passage and Answer The Questions That Follow. ReferDocument3 pagesNonfiction Reading Test The Coliseum: Directions: Read The Following Passage and Answer The Questions That Follow. ReferYamile CruzPas encore d'évaluation
- Kidston gold mine startup details SEO optimized titleDocument5 pagesKidston gold mine startup details SEO optimized titleCraftychemistPas encore d'évaluation
- Answer Key To English Advanced Vocabulary and Structure PracticeDocument6 pagesAnswer Key To English Advanced Vocabulary and Structure PracticeMinhHD50% (2)
- Si UnitsDocument92 pagesSi UnitsRAVI2296Pas encore d'évaluation