Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Estimation Excel SheetDocument11 pagesEstimation Excel SheetManojPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Engineering Manager ResumeDocument10 pagesEngineering Manager ResumeJameel KhanPas encore d'évaluation
- Table - Equivalent Water Supply Fixture Units (WSFU)Document1 pageTable - Equivalent Water Supply Fixture Units (WSFU)Ronald O.Pas encore d'évaluation
- TR 43 Post-Tensioned Concrete Floors-Design HandbookDocument178 pagesTR 43 Post-Tensioned Concrete Floors-Design HandbookJaffar Isam Al-Aloosi100% (9)
- 03-2 PSME Code On Fire ProtectionDocument23 pages03-2 PSME Code On Fire ProtectionDessa GuditoPas encore d'évaluation
- HH 102Document100 pagesHH 102ROBERSON ROMERÒ100% (6)
- AMS01 PH2 IFC Package 1Document15 pagesAMS01 PH2 IFC Package 1Adrian DaneaPas encore d'évaluation
- Concrete Bleeding Good or Bad - tcm45-348530Document2 pagesConcrete Bleeding Good or Bad - tcm45-348530Chris YangPas encore d'évaluation
- Purlin DESIGN Car ParkDocument8 pagesPurlin DESIGN Car ParkNasrul Torres0% (1)
- Shoulder Stretching and Strengthening: IMG Physical TherapyDocument8 pagesShoulder Stretching and Strengthening: IMG Physical TherapyRushabh PatelPas encore d'évaluation
- Guidelines of Textile MarketDocument4 pagesGuidelines of Textile MarketRushabh PatelPas encore d'évaluation
- GuidelinesOfDiamondFactory PDFDocument5 pagesGuidelinesOfDiamondFactory PDFRushabh PatelPas encore d'évaluation
- ) ZT Dcfguz5Fl, SF: Smjl0V!) V/Tu"T LCZF Ahfzg (RF,) ZFBJF V/U (GL Dfu"Nlx"Sf Q LgidmDocument5 pages) ZT Dcfguz5Fl, SF: Smjl0V!) V/Tu"T LCZF Ahfzg (RF,) ZFBJF V/U (GL Dfu"Nlx"Sf Q LgidmRushabh PatelPas encore d'évaluation
- Academic Calender 16-17 EvenDocument2 pagesAcademic Calender 16-17 EvenRushabh PatelPas encore d'évaluation
- Ebaco Indoor Rubber FlooringDocument3 pagesEbaco Indoor Rubber FlooringRushabh PatelPas encore d'évaluation
- Post-Graduate Research Centre For Industrial Design: B.E. Semester IV: Design Engineering - 1BDocument12 pagesPost-Graduate Research Centre For Industrial Design: B.E. Semester IV: Design Engineering - 1BRushabh PatelPas encore d'évaluation
- Heat Transfer: Lab ManualDocument3 pagesHeat Transfer: Lab ManualRushabh PatelPas encore d'évaluation
- Composite WallDocument6 pagesComposite WallRushabh PatelPas encore d'évaluation
- Experiment - 4: AIM: To Measure The Emissivity of Test PlateDocument8 pagesExperiment - 4: AIM: To Measure The Emissivity of Test PlateRushabh PatelPas encore d'évaluation
- Analog Electronics LabDocument3 pagesAnalog Electronics LabRushabh PatelPas encore d'évaluation
- Experiment - 5: AIM: Study and Calculate The Efficiency of Fin in Natural and Forced ConvectionDocument17 pagesExperiment - 5: AIM: Study and Calculate The Efficiency of Fin in Natural and Forced ConvectionRushabh PatelPas encore d'évaluation
- Experiment - 2: Heat Loss by Natural Convection From Ice PlateDocument7 pagesExperiment - 2: Heat Loss by Natural Convection From Ice PlateRushabh PatelPas encore d'évaluation
- Prof. Tejaskumar C. Patel Assitant Professor, Mechanical Engineering Department, SSASITDocument1 pageProf. Tejaskumar C. Patel Assitant Professor, Mechanical Engineering Department, SSASITRushabh PatelPas encore d'évaluation
- Fpe Winter 2017Document2 pagesFpe Winter 2017Rushabh PatelPas encore d'évaluation
- Lab 217 A: Subject:Regarding Maintenance of ComputerDocument2 pagesLab 217 A: Subject:Regarding Maintenance of ComputerRushabh PatelPas encore d'évaluation
- Dead Stock Verification ofDocument5 pagesDead Stock Verification ofRushabh PatelPas encore d'évaluation
- Student Upload Sample 1yDocument65 pagesStudent Upload Sample 1yRushabh PatelPas encore d'évaluation
- 02-08-2018Document121 pages02-08-2018Rushabh PatelPas encore d'évaluation
- Schedule For School Visit at SSASIT: Date-30-11-2017Document1 pageSchedule For School Visit at SSASIT: Date-30-11-2017Rushabh PatelPas encore d'évaluation
- SR No. Name of Faculty Qualification 1 2 3 4 5 6 7 8 9 10 11 12 13 14Document2 pagesSR No. Name of Faculty Qualification 1 2 3 4 5 6 7 8 9 10 11 12 13 14Rushabh PatelPas encore d'évaluation
- Viva EntryDocument3 pagesViva EntryRushabh PatelPas encore d'évaluation
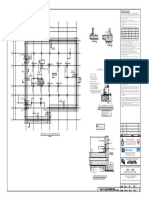
- St-Nerf-20 Basement Floor PlanDocument1 pageSt-Nerf-20 Basement Floor Planmhazarath murariPas encore d'évaluation
- Medium Voltage Composite InsulatorsDocument14 pagesMedium Voltage Composite Insulatorsdeepthik27Pas encore d'évaluation
- 3889-Article Text-8520-1-10-20180712Document17 pages3889-Article Text-8520-1-10-20180712JohnPas encore d'évaluation
- BrsuhcoatDocument1 pageBrsuhcoatpravi3434Pas encore d'évaluation
- Tarif Sewa Alat (PU) +Document4 pagesTarif Sewa Alat (PU) +Abd Rahman WahabPas encore d'évaluation
- Cooling Fan Belt TensionerDocument13 pagesCooling Fan Belt Tensionerakuncbm.hillconPas encore d'évaluation
- Prestress ConcreteDocument19 pagesPrestress ConcreteAbdulrhman Abduelgassim OsmanPas encore d'évaluation
- Stanley CatalogueDocument33 pagesStanley Cataloguetechb neoPas encore d'évaluation
- Mechanical Design of Transmission LinesDocument33 pagesMechanical Design of Transmission LinesKashif Hussain ShahPas encore d'évaluation
- Company Profile: Hospital, Healthcare Planning & Management ConsultantsDocument34 pagesCompany Profile: Hospital, Healthcare Planning & Management ConsultantsVasco JosephPas encore d'évaluation
- ASME B18.2.6 2010 (1) - Fasteners For Use in Structural Applications-11-14Document4 pagesASME B18.2.6 2010 (1) - Fasteners For Use in Structural Applications-11-14Andres SilveyraPas encore d'évaluation
- 4 BMC III (Arch 3171) - Cladding PDFDocument48 pages4 BMC III (Arch 3171) - Cladding PDFabel alemuPas encore d'évaluation
- VeneersDocument8 pagesVeneersBob CalebPas encore d'évaluation
- Petronas STDDocument64 pagesPetronas STDNad DiyaPas encore d'évaluation
- Sierra Air Flow (Compatibility Mode)Document19 pagesSierra Air Flow (Compatibility Mode)DangolPas encore d'évaluation
- SI & Load Tests - Req BCADocument3 pagesSI & Load Tests - Req BCAAzaleaLeePas encore d'évaluation
- Cauvery Industrials PPT For 19.10.2023Document31 pagesCauvery Industrials PPT For 19.10.2023Shravan KemturPas encore d'évaluation
- BoreAid Product Fact Sheet 011426Document2 pagesBoreAid Product Fact Sheet 011426Ana MariaPas encore d'évaluation
- CSWIP 3.2 Welding Inspector Exam: Signing Off A ProductDocument9 pagesCSWIP 3.2 Welding Inspector Exam: Signing Off A ProductAhmed NassarPas encore d'évaluation
- Dakin Cennik VRV 2017 2018Document25 pagesDakin Cennik VRV 2017 2018Bikash Chandra DasPas encore d'évaluation
- EV314 RCC Design 2: Taha AlesawyDocument48 pagesEV314 RCC Design 2: Taha AlesawySam KhorPas encore d'évaluation