Vous aimerez peut-être aussi
- Prevention of Water HammerDocument6 pagesPrevention of Water HammerHabshanaPas encore d'évaluation
- Technical Reference Guide On Steam DistributionDocument66 pagesTechnical Reference Guide On Steam DistributionDainycious KibiwottPas encore d'évaluation
- Energy Losses in Steam TrapsDocument4 pagesEnergy Losses in Steam TrapsBen MusimanePas encore d'évaluation
- Sizing The Air ReceiverDocument5 pagesSizing The Air Receiveranon_151761797Pas encore d'évaluation
- Boilers and Steam Systems ..BoeDocument151 pagesBoilers and Steam Systems ..BoeMV AmohanAKarthicK100% (1)
- BAT - For Emission of RefineriesDocument185 pagesBAT - For Emission of Refineriesbiondimi66Pas encore d'évaluation
- Reduce benzene from gasoline streams with dividing wall column technologyDocument3 pagesReduce benzene from gasoline streams with dividing wall column technologyGeorgePas encore d'évaluation
- Divided Wall Column 496Document6 pagesDivided Wall Column 496GeorgePas encore d'évaluation
- Mechanical Steam TrapsDocument6 pagesMechanical Steam TrapspramodtryPas encore d'évaluation
- Energy Consumption of Tanks & VatsDocument12 pagesEnergy Consumption of Tanks & Vatsamechmar5935Pas encore d'évaluation
- Soot Deposits and Fires in Exhaust Gas BoilerDocument21 pagesSoot Deposits and Fires in Exhaust Gas BoilerJose G. CastilloPas encore d'évaluation
- Vacuum Pump Capacity Ratings GuideDocument1 pageVacuum Pump Capacity Ratings GuideketipakketipungPas encore d'évaluation
- BoilerDocument28 pagesBoilerHassan Funsho AkandePas encore d'évaluation
- Boiler and Steam BasicsDocument7 pagesBoiler and Steam BasicsJanneth Herrera FloresPas encore d'évaluation
- Linde - LBPP HistoryDocument9 pagesLinde - LBPP Historynacho_16727Pas encore d'évaluation
- 4 - Buoyancy and Floatation - Tutorial Solution PDFDocument18 pages4 - Buoyancy and Floatation - Tutorial Solution PDFGary TanatoPas encore d'évaluation
- Reliance - Wastewater TreatmentDocument4 pagesReliance - Wastewater Treatmentarini_aristia_sPas encore d'évaluation
- Vacuum Unit Design For High Metals CrudesDocument10 pagesVacuum Unit Design For High Metals CrudesHerlan Setiawan SihombingPas encore d'évaluation
- Refinery ConfigurationDocument1 pageRefinery Configurationriverlife88100% (1)
- Waste Incineration Heat Recovery at Roche IrelandDocument12 pagesWaste Incineration Heat Recovery at Roche IrelandidrieshamidiPas encore d'évaluation
- 7 Filming AmineDocument3 pages7 Filming Amineengp1922Pas encore d'évaluation
- Fuel Oil CombustionDocument35 pagesFuel Oil Combustionchaiya sonwongPas encore d'évaluation
- Energy Efficiency Improvement in An Ethylene PlantDocument5 pagesEnergy Efficiency Improvement in An Ethylene Plantshubham bobdePas encore d'évaluation
- 2501-General Instructions For Thermal DesignDocument12 pages2501-General Instructions For Thermal DesignfarooqkhanerPas encore d'évaluation
- Boiler Operation ManualDocument21 pagesBoiler Operation ManualJaime Andrés FigueroaPas encore d'évaluation
- Principles of Steam Trap ApplicationDocument14 pagesPrinciples of Steam Trap ApplicationemailPas encore d'évaluation
- Computer Simulation SO2Document4 pagesComputer Simulation SO2draj1875977Pas encore d'évaluation
- Boiler Tube Failure PDFDocument8 pagesBoiler Tube Failure PDFmhd_bashiriPas encore d'évaluation
- Flashing LiquidsDocument31 pagesFlashing LiquidsAmerPas encore d'évaluation
- Dyna PoreDocument12 pagesDyna PoreW Morales100% (1)
- Crude Oil DesulphurizationDocument11 pagesCrude Oil DesulphurizationmartinPas encore d'évaluation
- Fuel Tank Rule BookDocument3 pagesFuel Tank Rule Book14MME Nandani GuptaPas encore d'évaluation
- Ground Flares - Key Considerations for LNG ProjectsDocument8 pagesGround Flares - Key Considerations for LNG ProjectsNurul Atiqah Ahmad Kamal100% (1)
- Steam Plant FundamentalsDocument228 pagesSteam Plant FundamentalsMark Allen San Antonio100% (1)
- BOIL OFF GAS ANALYSISDocument8 pagesBOIL OFF GAS ANALYSISJetul PatelPas encore d'évaluation
- PH Measurement in Tail Gas Clean-Up: Petroleum Refining IndustryDocument2 pagesPH Measurement in Tail Gas Clean-Up: Petroleum Refining IndustryachillesntroyPas encore d'évaluation
- PETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacityDocument22 pagesPETROFED workshop discusses Oxy Enrich process for increasing sulfur recovery capacitysara25dec689288Pas encore d'évaluation
- TEWI AnalysisDocument63 pagesTEWI Analysismirali74Pas encore d'évaluation
- Furnace Internal PressureDocument3 pagesFurnace Internal PressureskluxPas encore d'évaluation
- Thermal Oxidiser HazardsDocument14 pagesThermal Oxidiser HazardsMohammed AlShammasiPas encore d'évaluation
- Deaerator Heating ProcedureDocument2 pagesDeaerator Heating ProcedureMahimmay paulPas encore d'évaluation
- Alkanolamine Gas Treating BasicsDocument5 pagesAlkanolamine Gas Treating BasicsElias100% (1)
- Lecture13-CombinedCycle With MP SteamDocument5 pagesLecture13-CombinedCycle With MP SteamIjazzzAliPas encore d'évaluation
- Gas Liquid Separation TechnologyDocument24 pagesGas Liquid Separation TechnologyLuevandresPas encore d'évaluation
- Installation, Operation & Maintenance Manual for FBC Steam BoilerDocument35 pagesInstallation, Operation & Maintenance Manual for FBC Steam BoilerSudhanshu PandeyPas encore d'évaluation
- Causes and Prevention of Priming in BoilersDocument23 pagesCauses and Prevention of Priming in BoilersTaufiqTaufiqPas encore d'évaluation
- Desuperheater That Combines Proven Technologies For Better Operational EconomyDocument4 pagesDesuperheater That Combines Proven Technologies For Better Operational Economyhappale2002Pas encore d'évaluation
- ROIVsDocument8 pagesROIVshamza shafiqPas encore d'évaluation
- Properties of Steam Numericals v2Document32 pagesProperties of Steam Numericals v2Saurabh R Shah100% (4)
- Vacuum Preflash TowersDocument32 pagesVacuum Preflash TowersJayaprakash RattiPas encore d'évaluation
- Allborg BoilersDocument2 pagesAllborg BoilersHIPAP100% (1)
- Mist Eliminator-ASK2 MfixDocument6 pagesMist Eliminator-ASK2 MfixVismit BansalPas encore d'évaluation
- BoilBal SpreadsheetDocument16 pagesBoilBal SpreadsheetZulkarnain NasrullahPas encore d'évaluation
- Ammonia Refrigeration CycleDocument16 pagesAmmonia Refrigeration CycleGeoffreyHunter100% (1)
- Furnace Simulation and Furnace Sizing Calculations With FurnxpertDocument3 pagesFurnace Simulation and Furnace Sizing Calculations With FurnxpertSteve WanPas encore d'évaluation
- Fuel ConsumptionDocument11 pagesFuel ConsumptionMerick Diamante Jr.Pas encore d'évaluation
- Xebec Hydrogen BrochureDocument24 pagesXebec Hydrogen BrochureJoshPas encore d'évaluation
- Combustion StoichiometryDocument29 pagesCombustion StoichiometryFatima MasoodPas encore d'évaluation
- Condenser Vacuum MarEDocument4 pagesCondenser Vacuum MarEMayeiaElenorPas encore d'évaluation
- VAPORDocument23 pagesVAPORMaggy Cardona SolisPas encore d'évaluation
- Agitator: Leave Blank - Reserve For Equipment Name Vessel DataDocument1 pageAgitator: Leave Blank - Reserve For Equipment Name Vessel Datasimran_99Pas encore d'évaluation
- Chapter 8: Vessels Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallDocument5 pagesChapter 8: Vessels Rules of Thumb For Chemical Engineers, 5th Edition by Stephen HallEvanio Rodrigues JuniorPas encore d'évaluation
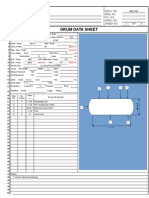
- Drum Data Sheet: C KG/CM G KG/CM GDocument4 pagesDrum Data Sheet: C KG/CM G KG/CM Gsimran_99Pas encore d'évaluation
- Why Google Is No. 1Document9 pagesWhy Google Is No. 1Vivek ChaudharyPas encore d'évaluation
- Chapter 7: Design and Operation of Steam-Assisted FlaresDocument44 pagesChapter 7: Design and Operation of Steam-Assisted FlaresBre WirabumiPas encore d'évaluation
- 20140718042050137Document11 pages20140718042050137bkprodhPas encore d'évaluation
- Material Handling Scribd Materials Handling Plant LayoutsDocument1 pageMaterial Handling Scribd Materials Handling Plant Layoutssimran_99Pas encore d'évaluation
- Puzzles To Puzzle YouDocument136 pagesPuzzles To Puzzle Youshahisk100% (1)
- FDS6Document82 pagesFDS6simran_99Pas encore d'évaluation
- Energy Conservation ActDocument16 pagesEnergy Conservation Actsj_scribdPas encore d'évaluation
- Flare System LibreDocument68 pagesFlare System Libresimran_99100% (4)
- Pages From TEMA20071Document1 pagePages From TEMA20071Wade ColemanPas encore d'évaluation
- PidcontrollersDocument46 pagesPidcontrollersnguyễn ngọc ánhPas encore d'évaluation
- Brochure - 2010 06 07 15 31 12Document4 pagesBrochure - 2010 06 07 15 31 12simran_99Pas encore d'évaluation
- Surge CalculationsDocument21 pagesSurge Calculationssimran_99Pas encore d'évaluation
- Determination of Maximum Span Between Pipe Support Using Bending Stress TheoryDocument4 pagesDetermination of Maximum Span Between Pipe Support Using Bending Stress TheoryMannattil Krishna KumarPas encore d'évaluation
- Surge AnalysisDocument30 pagesSurge AnalysisRadhakrishna MadabhushiPas encore d'évaluation
- Faq LP Gas Updated August 1 2012Document7 pagesFaq LP Gas Updated August 1 2012simran_99Pas encore d'évaluation
- DIN 3202 F1 Cast Steel Y-Strainer: Technical SpecificationDocument2 pagesDIN 3202 F1 Cast Steel Y-Strainer: Technical Specificationsimran_99Pas encore d'évaluation
- Agitator Design PrinciplesDocument130 pagesAgitator Design Principlesimrancenakk100% (1)
- 1.1 General Remarks On Process Plant DesignDocument12 pages1.1 General Remarks On Process Plant DesignAlbert AbakahPas encore d'évaluation
- NESS Nitrogen Blankets V02-02-EnDocument2 pagesNESS Nitrogen Blankets V02-02-Ensj_scribdPas encore d'évaluation
- Determination of Maximum Span Between Pipe Support Using Bending Stress TheoryDocument4 pagesDetermination of Maximum Span Between Pipe Support Using Bending Stress TheoryMannattil Krishna KumarPas encore d'évaluation
- Steam TrapDocument20 pagesSteam TrapMarie Saunders0% (1)
- QCS-2010 Section 20 Part 7 Commissioning of SystemsDocument6 pagesQCS-2010 Section 20 Part 7 Commissioning of Systemsbryanpastor106Pas encore d'évaluation
- 004a - Refresher Practical ProblemsDocument601 pages004a - Refresher Practical ProblemsFritz Eustace MartinezPas encore d'évaluation
- National Plumbing Code of The Phil SummaryDocument24 pagesNational Plumbing Code of The Phil Summaryregina_staclara81% (16)
- Water Supply & SanitaryDocument130 pagesWater Supply & SanitaryAsmaa Athirah100% (1)
- Installation, Operation, and Maintenance Manual: Warning!!Document112 pagesInstallation, Operation, and Maintenance Manual: Warning!!Joel FloresPas encore d'évaluation
- Component 4 Install PVC Pipe and Fittings Wps ParDocument9 pagesComponent 4 Install PVC Pipe and Fittings Wps ParBenedictPas encore d'évaluation
- CAP 123I e b5Document25 pagesCAP 123I e b5workaholic8Pas encore d'évaluation
- Plumbing Made Easy For Common ManDocument82 pagesPlumbing Made Easy For Common ManChintan Daiya90% (21)
- Plan Review Checklist: ArchitecturalDocument4 pagesPlan Review Checklist: Architecturalzikrillah1Pas encore d'évaluation
- Laws and Codes For Drainage Ch712Document34 pagesLaws and Codes For Drainage Ch712hello whelloPas encore d'évaluation
- Plumbing System GuideDocument51 pagesPlumbing System GuideHaymanot Baynesagn100% (1)
- Reviewer Eu2Document8 pagesReviewer Eu2Jullie Anne SantoyoPas encore d'évaluation
- Plumbing Services Overview for Hospital BuildingDocument38 pagesPlumbing Services Overview for Hospital BuildingShefali GoswamiPas encore d'évaluation
- Plumbing CodeDocument104 pagesPlumbing CodeParashuram Patil100% (1)
- How to Vent a Toilet Without a VentDocument13 pagesHow to Vent a Toilet Without a VentLito TanPas encore d'évaluation
- Final Pre-Board Plumbing CodeDocument10 pagesFinal Pre-Board Plumbing CodeMarco Dela CruzPas encore d'évaluation
- QCS-2010 Section 20 Part 2 Internal Drainage WorksDocument8 pagesQCS-2010 Section 20 Part 2 Internal Drainage Worksbryanpastor106Pas encore d'évaluation
- Plumbing Systems Guide: Water Supply, Sanitary Drainage & ComponentsDocument59 pagesPlumbing Systems Guide: Water Supply, Sanitary Drainage & ComponentsLanz Sumagaysay100% (1)
- Improve Public Health With Proper Sanitation SystemsDocument33 pagesImprove Public Health With Proper Sanitation SystemsMathew VarghesePas encore d'évaluation
- Plumbing Key AnswerDocument7 pagesPlumbing Key AnswerStanley Scott ArroyoPas encore d'évaluation
- Cost & EstimationDocument21 pagesCost & Estimationmir imranPas encore d'évaluation
- Engineering Utilities 2: Presentation Title Goes HereDocument153 pagesEngineering Utilities 2: Presentation Title Goes HereJake Nathaniel R. AbadPas encore d'évaluation
- Plumbing Quiz: Identify Parts, Tools, Systems and Calculate VolumesDocument4 pagesPlumbing Quiz: Identify Parts, Tools, Systems and Calculate VolumesLoren ViejayPas encore d'évaluation
- Plumbing System in High Rise BuildingDocument7 pagesPlumbing System in High Rise BuildingAtshayaPas encore d'évaluation
- Water Supply and Drainage Handbook: Comprehensive Guide to Plumbing DesignDocument181 pagesWater Supply and Drainage Handbook: Comprehensive Guide to Plumbing Designrupesh_kesarkar7658Pas encore d'évaluation
- ATTEMPT 2 Definition of Terms 1 - Mastery TestDocument10 pagesATTEMPT 2 Definition of Terms 1 - Mastery TestGigi AguasPas encore d'évaluation
- National Plumbing Code Fo The PhilippinesDocument57 pagesNational Plumbing Code Fo The Philippinesjayson_pam98% (40)
- Q&a Cards Printout - For MpleDocument14 pagesQ&a Cards Printout - For Mplehappy holidaysPas encore d'évaluation
- Feb2022 34-43 NelsonDocument8 pagesFeb2022 34-43 NelsonSDC345 SDCPas encore d'évaluation