Vous aimerez peut-être aussi
- Trabalho Descritivo Do TornoDocument2 pagesTrabalho Descritivo Do TornoFelipe GregorioPas encore d'évaluation
- Análise Numérica e Máquinas de Conformação.Document10 pagesAnálise Numérica e Máquinas de Conformação.Shannon Neves ConsaniPas encore d'évaluation
- Conformação MecânicaDocument13 pagesConformação MecânicaVinicius Arthur LimaPas encore d'évaluation
- Relatório Fresamento PDFDocument22 pagesRelatório Fresamento PDFTalita Villa BarbosaPas encore d'évaluation
- ForjamentoDocument19 pagesForjamentomaxPas encore d'évaluation
- Furadeiras MecânicasDocument8 pagesFuradeiras MecânicasZeca Boaventura NhachunguePas encore d'évaluation
- TORÇÃO - Resumo e Exercícios ResolvidosDocument10 pagesTORÇÃO - Resumo e Exercícios ResolvidosHygor FreitasPas encore d'évaluation
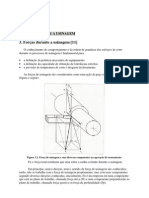
- Forças e Potências de CorteDocument16 pagesForças e Potências de Cortematheus medeiros cesar CesarPas encore d'évaluation
- Força e Sobrecarga em Prensas Excêntricas PDFDocument14 pagesForça e Sobrecarga em Prensas Excêntricas PDFdiona207100% (2)
- Conformação de ChapasDocument16 pagesConformação de ChapasNícolas BrandãoPas encore d'évaluation
- Sistema de Referência e Planos - SalomaoDocument15 pagesSistema de Referência e Planos - Salomaosalomao lucio dos santosPas encore d'évaluation
- Apostila Estampagem TorresDocument43 pagesApostila Estampagem TorresLuiz Cesar Torres100% (2)
- Aula08 - Processos de ConformaçãoDocument27 pagesAula08 - Processos de ConformaçãoLucas RaithsPas encore d'évaluation
- Principios Da Maquinagem - JPDavim PDFDocument214 pagesPrincipios Da Maquinagem - JPDavim PDFJose RamalhoPas encore d'évaluation
- Aula 10-11-12 - Solicitações Mecânicas - Tração, Compressão, Cisalhamento, Flexão, Torção, Flambagem PDFDocument35 pagesAula 10-11-12 - Solicitações Mecânicas - Tração, Compressão, Cisalhamento, Flexão, Torção, Flambagem PDFWindemberg LimaPas encore d'évaluation
- Aula 5 - Forças e Potências de CorteDocument25 pagesAula 5 - Forças e Potências de CorteIgor AraujoPas encore d'évaluation
- Resmat FinalDocument22 pagesResmat FinalJean HirotaPas encore d'évaluation
- Resumo Fundamentos de Usinagem - Parte 1Document34 pagesResumo Fundamentos de Usinagem - Parte 1Lula Lele100% (1)
- FM 6Document46 pagesFM 6Schetino 44Pas encore d'évaluation
- Forjamento A Frio e A QuenteDocument23 pagesForjamento A Frio e A QuenteEduardo Henrique Nunes CaetanoPas encore d'évaluation
- Resistência Dos Materiais - COMPRESSÃO 1Document23 pagesResistência Dos Materiais - COMPRESSÃO 1Kelly Mendes MarcelinoPas encore d'évaluation
- Eixos TCCDocument47 pagesEixos TCCluk34Pas encore d'évaluation
- Forças de UsinagemDocument7 pagesForças de Usinagemdiego700Pas encore d'évaluation
- Processos de Fabrico RESUMODocument17 pagesProcessos de Fabrico RESUMOMiguel RebochoPas encore d'évaluation
- Resumo Conformação 1Document10 pagesResumo Conformação 1Vinícius RodriguesPas encore d'évaluation
- Torneamento - Influência Das Condições de Usinagem Nos Esforços de Corte, Na Forma Do Cavaco e Na Rugosidade Da Peça.Document26 pagesTorneamento - Influência Das Condições de Usinagem Nos Esforços de Corte, Na Forma Do Cavaco e Na Rugosidade Da Peça.Árlei Huebra Póvoa100% (1)
- Pedro Lemes Da S - FilhoDocument21 pagesPedro Lemes Da S - FilhoMarcelo SampaioPas encore d'évaluation
- Avarias, Desgaste e Mecanismos de Desgaste Da Ferramenta PDFDocument11 pagesAvarias, Desgaste e Mecanismos de Desgaste Da Ferramenta PDFGisele FernandaPas encore d'évaluation
- Tensão de Cisalhamento em VigasDocument20 pagesTensão de Cisalhamento em VigasDavidson Araújo100% (1)
- PrensaDocument21 pagesPrensaAna Carolina PaulaPas encore d'évaluation
- Cap 4 - Ferramentas de CorteDocument15 pagesCap 4 - Ferramentas de Cortepamies_teixeiraPas encore d'évaluation
- Esforços MecanicosDocument10 pagesEsforços MecanicosNeves De MatosPas encore d'évaluation
- ELEMENTOS DE MÁQUINAS - I-1ºVolumeDocument13 pagesELEMENTOS DE MÁQUINAS - I-1ºVolumeloolrodrigo0% (2)
- Dimensionamento PunçãoDocument23 pagesDimensionamento PunçãoGuilherme LangPas encore d'évaluation
- 3 - O Processo Mecânico de Usinagem - Torneamento PDFDocument30 pages3 - O Processo Mecânico de Usinagem - Torneamento PDFHemerson Menezes100% (1)
- CMec CAP 7 UnilasalleDocument21 pagesCMec CAP 7 UnilasalleDIEGO JULIO NAPIVOSKIPas encore d'évaluation
- Cobef 2013Document10 pagesCobef 2013Patrícia AgnesPas encore d'évaluation
- EstampagemDocument9 pagesEstampagemTheodore BellPas encore d'évaluation
- Aula 6-7Document8 pagesAula 6-7Richard RicardoPas encore d'évaluation
- Efeito Espessura Chapa Na DobragemDocument51 pagesEfeito Espessura Chapa Na DobragemValdemir FerreiraPas encore d'évaluation
- Pre Projeto GuilhotinaDocument10 pagesPre Projeto GuilhotinaAureo Chaves0% (1)
- Resumo e Questões - Fresamento e TornamentoDocument5 pagesResumo e Questões - Fresamento e TornamentoRodrigo OliveiraPas encore d'évaluation
- ESTAMPAGEM Rev.01 (Modo de Compatibilidade)Document88 pagesESTAMPAGEM Rev.01 (Modo de Compatibilidade)Aldo CarvalhoPas encore d'évaluation
- Cortes FinosDocument5 pagesCortes FinosGelsenir JuliãoPas encore d'évaluation
- Aplainamento e MandrilamentoDocument52 pagesAplainamento e Mandrilamentopedrolessa0% (1)
- Estampagem e Conformação de ChapaDocument76 pagesEstampagem e Conformação de ChapaMarceloPintoRibeiroFilhoPas encore d'évaluation
- Conformação 2Document14 pagesConformação 2Matheus BonfimPas encore d'évaluation
- Processos de Conformação PlásticaDocument61 pagesProcessos de Conformação PlásticaMilton Thales VieiraPas encore d'évaluation
- Impressao6 PDFDocument24 pagesImpressao6 PDFOrtega CristianoPas encore d'évaluation
- Apostila Elementos de MaquinasDocument51 pagesApostila Elementos de MaquinasSilas Adriano100% (1)
- Conceitos UsinagemDocument29 pagesConceitos UsinagemRogerio OliveiraPas encore d'évaluation
- Cap 7 - DobramentoDocument38 pagesCap 7 - DobramentoneralregonePas encore d'évaluation
- Elevador Pantográfico - NBR 8400 - CLESIR PULCENA DE SOUZADocument20 pagesElevador Pantográfico - NBR 8400 - CLESIR PULCENA DE SOUZATiago Carnovali PessoaPas encore d'évaluation
- 1est EDDocument7 pages1est EDGabriel MPas encore d'évaluation
- Elevação Artificial Por Bombeio MecânicoD'EverandElevação Artificial Por Bombeio MecânicoPas encore d'évaluation
- LIÇÃO DISCIPULADO SETEMBRO 9 A 13 PDFDocument17 pagesLIÇÃO DISCIPULADO SETEMBRO 9 A 13 PDFFELIPEPas encore d'évaluation
- Ementa CNA - Curso de CapacitaçãoDocument12 pagesEmenta CNA - Curso de CapacitaçãoFELIPEPas encore d'évaluation
- Fundicao IsabelaRibeiroDocument118 pagesFundicao IsabelaRibeiroFELIPEPas encore d'évaluation
- (2015) Estudo Do Refino de Grão Da Estrutura Bruta de Solidificação Da Liga Cu-8%snDocument9 pages(2015) Estudo Do Refino de Grão Da Estrutura Bruta de Solidificação Da Liga Cu-8%snFELIPEPas encore d'évaluation
- Aula 001 GLC 22 06 2023Document62 pagesAula 001 GLC 22 06 2023FELIPEPas encore d'évaluation
- Egenda Servos Recepcao 2024Document1 pageEgenda Servos Recepcao 2024FELIPEPas encore d'évaluation
- Estudo de Caso - Desgaste Dos Bocais Supersonicos Do Bico de Lancas Da Aciaria BOFDocument104 pagesEstudo de Caso - Desgaste Dos Bocais Supersonicos Do Bico de Lancas Da Aciaria BOFFELIPEPas encore d'évaluation
- Influência Da Solidificação UnidirecionalDocument9 pagesInfluência Da Solidificação UnidirecionalFELIPEPas encore d'évaluation
- Estudo1 2 3 SerieEscolhaDocument24 pagesEstudo1 2 3 SerieEscolhaFELIPEPas encore d'évaluation
- ESSS PosGraduacao CFD Semipresencial Nov13 WebDocument4 pagesESSS PosGraduacao CFD Semipresencial Nov13 WebFELIPEPas encore d'évaluation
- Relatório Da Turma Inteira - Lab III - Parte 1 - FundicaoDocument40 pagesRelatório Da Turma Inteira - Lab III - Parte 1 - FundicaoJoão Henrique Carvalho ReisPas encore d'évaluation
- Estudos de Inclusões Não-Metálicas de Óxidos No Aço Sae52100Document139 pagesEstudos de Inclusões Não-Metálicas de Óxidos No Aço Sae52100FELIPEPas encore d'évaluation
- Influência Da Liga Al-Ti Na Estrutura de Solidificação de Uma Peça FundidaDocument49 pagesInfluência Da Liga Al-Ti Na Estrutura de Solidificação de Uma Peça FundidaFELIPEPas encore d'évaluation
- ESSS PosGraduacao CFD Semipresencial Nov13 WebDocument4 pagesESSS PosGraduacao CFD Semipresencial Nov13 WebFELIPEPas encore d'évaluation
- 27 CONSELHOS - Felipe BatistaDocument30 pages27 CONSELHOS - Felipe BatistaFELIPEPas encore d'évaluation
- Capitulo 1Document56 pagesCapitulo 1FELIPEPas encore d'évaluation
- Capitulo 3 PDFDocument157 pagesCapitulo 3 PDFFELIPEPas encore d'évaluation
- Lino Cure Ab 30 60 90 120 LFDocument2 pagesLino Cure Ab 30 60 90 120 LFFELIPEPas encore d'évaluation
- Dados TermodinamicosDocument279 pagesDados Termodinamicosz1n1nh4Pas encore d'évaluation
- Elementos em Ordem Alfabética10 PDFDocument1 pageElementos em Ordem Alfabética10 PDFalex reisPas encore d'évaluation
- TPV LivroReceitasVegetarianasDocument28 pagesTPV LivroReceitasVegetarianasAndré Godoy100% (2)
- Fabricação de Aço - Físico QuímicaDocument398 pagesFabricação de Aço - Físico QuímicaFELIPEPas encore d'évaluation
- RIZZO - ABM - Introducao Aos Processos de Preparacao de Materias Primas para o Refino Do Aco PDFDocument69 pagesRIZZO - ABM - Introducao Aos Processos de Preparacao de Materias Primas para o Refino Do Aco PDFAndre TorregrosaPas encore d'évaluation
- Capitulo 2Document125 pagesCapitulo 2FELIPEPas encore d'évaluation
- Como Iniciar No Marketing DigitalDocument49 pagesComo Iniciar No Marketing DigitalBrandon Camargo100% (1)
- Tecnologia de Fabricação Do Aço Líquido - Vol 2 - Aciaria LD PDFDocument263 pagesTecnologia de Fabricação Do Aço Líquido - Vol 2 - Aciaria LD PDFFELIPEPas encore d'évaluation
- RIZZO - ABM - Introducao Aos Processos de Preparacao de Materias Primas para o Refino Do Aco PDFDocument69 pagesRIZZO - ABM - Introducao Aos Processos de Preparacao de Materias Primas para o Refino Do Aco PDFAndre TorregrosaPas encore d'évaluation
- 2 - Transformações Do Aços Fora Do EquilíbrioDocument24 pages2 - Transformações Do Aços Fora Do EquilíbrioFELIPEPas encore d'évaluation
- Desoxidação de Aço Líquido Com Carbureto de Silício MetalúrgicoDocument5 pagesDesoxidação de Aço Líquido Com Carbureto de Silício MetalúrgicoFELIPEPas encore d'évaluation
- ArtigoABM3 AciariaDocument12 pagesArtigoABM3 AciariaFELIPEPas encore d'évaluation
- Manual Básico de FanucDocument50 pagesManual Básico de FanucMarcos Becerra100% (11)
- M I C 009-C-SOLAR-TITAN - Rev 00Document33 pagesM I C 009-C-SOLAR-TITAN - Rev 00Herick TallesPas encore d'évaluation
- Patologia Dos Edifícios em Estrutura MetálicaDocument204 pagesPatologia Dos Edifícios em Estrutura Metálicalarofa79Pas encore d'évaluation
- Lista de Alarmes e Parâmetros AGC4Document205 pagesLista de Alarmes e Parâmetros AGC4Ricardo Nunes Pereira Junior100% (1)
- Curriculum Vitae HelderDocument3 pagesCurriculum Vitae Helderhelder_santos2Pas encore d'évaluation
- Documento Técnico: Consórcio Monotrilho Integração Consórcio Outec / PronDocument88 pagesDocumento Técnico: Consórcio Monotrilho Integração Consórcio Outec / PronAndersonPas encore d'évaluation
- 5 - Dsipositivos de ProteçãoDocument37 pages5 - Dsipositivos de ProteçãoJoão MuriloPas encore d'évaluation
- 8530 CougarDocument80 pages8530 Cougarlucs2Pas encore d'évaluation
- Instrução de Orçamento BlenderDocument8 pagesInstrução de Orçamento BlenderLeandro Luz Costa CostaPas encore d'évaluation
- SP 2400A - UserDocument48 pagesSP 2400A - UserRicardo Da Silva SantanaPas encore d'évaluation
- Metalurgia Da Soldagem em Aços Carbono e de Baixa LigaDocument13 pagesMetalurgia Da Soldagem em Aços Carbono e de Baixa Ligamabgoncalves100% (1)
- Silo PulmãoDocument1 pageSilo PulmãoFelipe FloresPas encore d'évaluation
- Apostilando IISDocument91 pagesApostilando IISPedro Correia100% (2)
- BT - Hammerite BR 07.2013Document2 pagesBT - Hammerite BR 07.2013Bruno RPas encore d'évaluation
- Envio de Email Com Anexos Utilizando PL-SQL e JSPDocument6 pagesEnvio de Email Com Anexos Utilizando PL-SQL e JSPMegan Sloan GomesPas encore d'évaluation
- ( (Catalogo HAMP 2019) )Document2 pages( (Catalogo HAMP 2019) )Jokar Motos PeçasPas encore d'évaluation
- 2 Relatório Lab ConfortoDocument15 pages2 Relatório Lab ConfortoBrayan Henrique Cano BenitezPas encore d'évaluation
- Capacitância e DielétricosDocument21 pagesCapacitância e DielétricosLara Viana Aires100% (1)
- S 160-GJ PDFDocument3 pagesS 160-GJ PDFCristiano FariasPas encore d'évaluation
- Eh 02Document7 pagesEh 02SJE MonitoramentoPas encore d'évaluation
- Aplicação de Rasterização de Recta Usando o Algoritmo DDADocument12 pagesAplicação de Rasterização de Recta Usando o Algoritmo DDAGuto CondelaPas encore d'évaluation
- Mirella Okumura RevisadaDocument54 pagesMirella Okumura RevisadaMisael Albuquerque LiraPas encore d'évaluation
- Diagrama Elétrico 2144GDocument189 pagesDiagrama Elétrico 2144GJoaci Pacheco100% (1)
- ReportDocument105 pagesReportHedion Fernando PadilhaPas encore d'évaluation
- ListaDocument2 pagesListaVenha RelaxarPas encore d'évaluation
- RESOLU+ç+âO CONFEA 335 89 (MODALIDADE ENGENHARIA)Document5 pagesRESOLU+ç+âO CONFEA 335 89 (MODALIDADE ENGENHARIA)Flávio HenriquePas encore d'évaluation
- Bombas RotativasDocument86 pagesBombas RotativasffsjrPas encore d'évaluation
- Instrumento Pau e Bola - Turn BankDocument7 pagesInstrumento Pau e Bola - Turn BankMaycon WilhonPas encore d'évaluation
- Manual MG3010Document41 pagesManual MG3010VancellotiPas encore d'évaluation
- Guia Do Usuário - Shop Control 8Document357 pagesGuia Do Usuário - Shop Control 8Ayrton Medeiros100% (2)