Vous aimerez peut-être aussi
- Din 332 PDFDocument5 pagesDin 332 PDFMogos Paul100% (2)
- Lecture 3 Titanium and Its AlloysDocument13 pagesLecture 3 Titanium and Its AlloysMarisa RobertsPas encore d'évaluation
- Tugas Metalurgi LasDocument16 pagesTugas Metalurgi LasMizan100% (2)
- Empirical Formula For Magnesium OxideDocument6 pagesEmpirical Formula For Magnesium OxidesophiaPas encore d'évaluation
- Zhang-2000 - Study of Thermal Stability of Mechanically Alloyed PDFDocument8 pagesZhang-2000 - Study of Thermal Stability of Mechanically Alloyed PDFSofiane TaanePas encore d'évaluation
- Zhang 2020Document10 pagesZhang 2020PYDPas encore d'évaluation
- Modelling of Inoculation of Metallic Melts Application To Grain Refinement of Aluminium by Al Ti B - 2000 - Acta MaterialiaDocument13 pagesModelling of Inoculation of Metallic Melts Application To Grain Refinement of Aluminium by Al Ti B - 2000 - Acta MaterialiaJoe Iurk PereiraPas encore d'évaluation
- 2016-1 Influence of Ti3AlC2on Corrosion Resistance and Microstructure ofAl2O3-Ti3AlC2-C Refractories in Contact With Ladle SlagDocument7 pages2016-1 Influence of Ti3AlC2on Corrosion Resistance and Microstructure ofAl2O3-Ti3AlC2-C Refractories in Contact With Ladle SlagJunfeng ChenPas encore d'évaluation
- DRX Mechanism inDocument9 pagesDRX Mechanism in于大放Pas encore d'évaluation
- SHEn 2015Document6 pagesSHEn 2015Wágner B SilvaPas encore d'évaluation
- Processing, Microstructure and Mechanical Properties of Vacuum-Brazed Al2O3-Ti6Al4V JointsDocument6 pagesProcessing, Microstructure and Mechanical Properties of Vacuum-Brazed Al2O3-Ti6Al4V JointsMarcionilo NeriPas encore d'évaluation
- Materials and Design: W.S. Yang, Z.Y. Xiu, X. Wang, Y.M. Liu, G.Q. Chen, G.H. WuDocument10 pagesMaterials and Design: W.S. Yang, Z.Y. Xiu, X. Wang, Y.M. Liu, G.Q. Chen, G.H. WuSilvia SutaPas encore d'évaluation
- Extraction Titanium Dioxide (Tio,) From Ilmenite and Titaniferous SlagDocument6 pagesExtraction Titanium Dioxide (Tio,) From Ilmenite and Titaniferous SlagsecatePas encore d'évaluation
- Lou 2018Document19 pagesLou 2018Samah SamahPas encore d'évaluation
- Lecture 3 Titanium and Its AlloysDocument13 pagesLecture 3 Titanium and Its AlloysEric TaylorPas encore d'évaluation
- Solid-State Reaction Studies in Al2O3-TiO2 SystemDocument6 pagesSolid-State Reaction Studies in Al2O3-TiO2 SystemIrinah OmarPas encore d'évaluation
- Preparation of Al-5Ti Master Alloys For The In-Situ Processing of Al-Tic Metal Matrix CompositesDocument6 pagesPreparation of Al-5Ti Master Alloys For The In-Situ Processing of Al-Tic Metal Matrix CompositesmohdkahnPas encore d'évaluation
- Journal 66 11997) 153-257Document5 pagesJournal 66 11997) 153-257KarthiKeyan SPas encore d'évaluation
- Modelling of Innoculation of Metallic Melts Application To Grain Refinement of Al by Al-Ti-BDocument17 pagesModelling of Innoculation of Metallic Melts Application To Grain Refinement of Al by Al-Ti-BPallavi DeshmukhPas encore d'évaluation
- 1.1 Grain Refinement: Imam Prabowo Mechanism of Grain Refinement in Alumunium AlloyDocument8 pages1.1 Grain Refinement: Imam Prabowo Mechanism of Grain Refinement in Alumunium AlloyFolo Daniel SianiparPas encore d'évaluation
- Eva:Luation of The Microstructure of In-Situ Reaction Processed A13Ti-A1203-Al CompositeDocument6 pagesEva:Luation of The Microstructure of In-Situ Reaction Processed A13Ti-A1203-Al CompositeGaruda Sastha ArunPas encore d'évaluation
- 10 1016@j Cattod 2013 10 019 PDFDocument5 pages10 1016@j Cattod 2013 10 019 PDFCeciPas encore d'évaluation
- Tici,: Production and Purification ofDocument5 pagesTici,: Production and Purification ofkannanjuPas encore d'évaluation
- 5967 15695 1 SM PDFDocument21 pages5967 15695 1 SM PDFFernando RomeroPas encore d'évaluation
- Velten Et Al-2002-Journal of Biomedical Materials ResearchDocument11 pagesVelten Et Al-2002-Journal of Biomedical Materials ResearchjeffreylopezPas encore d'évaluation
- Grain Refinement of AluminiumDocument12 pagesGrain Refinement of AluminiumRicha TripathiPas encore d'évaluation
- AA04SDocument5 pagesAA04SDevarajan RajamanickamPas encore d'évaluation
- Calphad: K. Hu, X.M. Huang, J. Lu, H.S. Liu, G.M. Cai, Z.P. JinDocument9 pagesCalphad: K. Hu, X.M. Huang, J. Lu, H.S. Liu, G.M. Cai, Z.P. Jintes tesPas encore d'évaluation
- Advances in CatalysisDocument11 pagesAdvances in CatalysisSrinidhi NarayananPas encore d'évaluation
- ITRI Pub 602Document14 pagesITRI Pub 602martinpsPas encore d'évaluation
- Casting of Titanium and Titanium Alloys: Defence Science Journal January 1986Document22 pagesCasting of Titanium and Titanium Alloys: Defence Science Journal January 1986Aswathi RaghuthamanPas encore d'évaluation
- Sub-10 NM Electron Beam Nanolithography Using Spin-Coatable Tio ResistsDocument5 pagesSub-10 NM Electron Beam Nanolithography Using Spin-Coatable Tio ResistsemediagePas encore d'évaluation
- Brazing Copper To Alumina-MainDocument9 pagesBrazing Copper To Alumina-MainVitor VieiraPas encore d'évaluation
- Impreso - Leido - 2000 - Kukli - Ritala - Leskela - Atom Lay Dep CVD Ta2O5 Suc Simult Puls TaEtO TaCl5Document7 pagesImpreso - Leido - 2000 - Kukli - Ritala - Leskela - Atom Lay Dep CVD Ta2O5 Suc Simult Puls TaEtO TaCl5phdeza2000Pas encore d'évaluation
- Thermal Expansion of The Ti Si and Ti Si B Phases Investigated by High-Temperature X-Ray DiffractionDocument5 pagesThermal Expansion of The Ti Si and Ti Si B Phases Investigated by High-Temperature X-Ray DiffractionAmanda CamposPas encore d'évaluation
- 2005 H.yabe Journal of Alloys& CompoundsDocument4 pages2005 H.yabe Journal of Alloys& CompoundsCường Viết DươngPas encore d'évaluation
- TiH2 by Ball Milling 1997Document7 pagesTiH2 by Ball Milling 1997CrystalPas encore d'évaluation
- HRDTi TaDocument9 pagesHRDTi TaAshish TiwariPas encore d'évaluation
- Recent Progress in Titanium Extraction and RecyclingDocument14 pagesRecent Progress in Titanium Extraction and Recyclingraihan dzakyPas encore d'évaluation
- Tugas 5 Weld Metal Solidification & MicrostructureDocument16 pagesTugas 5 Weld Metal Solidification & MicrostructureDeepakPas encore d'évaluation
- Tugas 5 Weld Metal Solidification & MicrostructureDocument16 pagesTugas 5 Weld Metal Solidification & MicrostructureDeepakPas encore d'évaluation
- Tugas 5 Weld Metal Solidification & MicrostructureDocument16 pagesTugas 5 Weld Metal Solidification & MicrostructureDeepakPas encore d'évaluation
- Tugas 5 Weld Metal Solidification & MicrostructureDocument16 pagesTugas 5 Weld Metal Solidification & MicrostructureDeepakPas encore d'évaluation
- Bessinger HMC05Document8 pagesBessinger HMC05viky kavaPas encore d'évaluation
- Effect of Addition of TiO2 Nanoparticles On The Microstructure, Microhardness (Sn-3.4Ag-X) PDFDocument8 pagesEffect of Addition of TiO2 Nanoparticles On The Microstructure, Microhardness (Sn-3.4Ag-X) PDFeid elsayedPas encore d'évaluation
- Nano Sized Ti3AlC2Document8 pagesNano Sized Ti3AlC2islem bellizimPas encore d'évaluation
- TiO2 CleaningDocument7 pagesTiO2 CleaningRAHUL GPas encore d'évaluation
- Anodization Growth of TiO2 Nanotubes On Ti-35Nb-7Z J Mater Sci (2019)Document17 pagesAnodization Growth of TiO2 Nanotubes On Ti-35Nb-7Z J Mater Sci (2019)Prasad RvsPas encore d'évaluation
- Precipitation in The Ni-Cu-Base Alloy Monel K-500Document13 pagesPrecipitation in The Ni-Cu-Base Alloy Monel K-500farhadeePas encore d'évaluation
- SSRN Id3989475Document23 pagesSSRN Id3989475Antoine ThierryPas encore d'évaluation
- Us 4665255Document16 pagesUs 4665255RafliPas encore d'évaluation
- Crystallization of Belite - Melilite Clinker Minerals in The Presence of Liquid PhaseDocument5 pagesCrystallization of Belite - Melilite Clinker Minerals in The Presence of Liquid PhaseAnonymous NxpnI6jCPas encore d'évaluation
- JN Qu 7 HJRR AYog AXWp Qhgakii IO91Document10 pagesJN Qu 7 HJRR AYog AXWp Qhgakii IO91tabibkarimPas encore d'évaluation
- 2008 - Response To Thermal Exposure of Al K2TiF6 C Powder Blends - Yucel BirolDocument4 pages2008 - Response To Thermal Exposure of Al K2TiF6 C Powder Blends - Yucel BirolMahmood KhanPas encore d'évaluation
- Pure Titanium: Metallurgy of T Itanium and Its AlloysDocument8 pagesPure Titanium: Metallurgy of T Itanium and Its AlloysLowry GuettaPas encore d'évaluation
- Journal: Abnormal Grain Growth in Alumina: Synergistic Effects of Yttria and SilicaDocument10 pagesJournal: Abnormal Grain Growth in Alumina: Synergistic Effects of Yttria and SilicaGusti EricsandraPas encore d'évaluation
- Evaluation On Diffusion Bonded Joints of TiAl Alloy To Ti3SiC2Document6 pagesEvaluation On Diffusion Bonded Joints of TiAl Alloy To Ti3SiC2Marcionilo NeriPas encore d'évaluation
- Ti Alc Max-Phase As An Efficient Catalyst For Oxidative Dehydrogenation of N-ButaneDocument6 pagesTi Alc Max-Phase As An Efficient Catalyst For Oxidative Dehydrogenation of N-ButaneQamar ShafiqPas encore d'évaluation
- The Effects of Temperature and Additives On The Microstructure of Al2Tio5Document6 pagesThe Effects of Temperature and Additives On The Microstructure of Al2Tio5Maria LoredanaPas encore d'évaluation
- Gold Nanoparticles On Yttrium Modified Titania: Support Properties and Catalytic ActivityDocument10 pagesGold Nanoparticles On Yttrium Modified Titania: Support Properties and Catalytic ActivitynguyengiaohungPas encore d'évaluation
- US5321171Document16 pagesUS5321171Agustina TriyaniPas encore d'évaluation
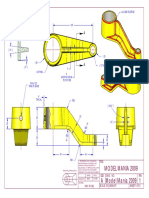
- Model Mania 2009Document1 pageModel Mania 2009Mogos PaulPas encore d'évaluation
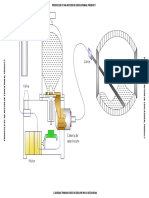
- Produced by An Autodesk Educational ProductDocument1 pageProduced by An Autodesk Educational ProductMogos PaulPas encore d'évaluation
- Model Mania 2009 PDFDocument1 pageModel Mania 2009 PDFMogos PaulPas encore d'évaluation
- Journal of Asian Ceramic Societies: Pardeep Sharma, Satpal Sharma, Dinesh KhandujaDocument5 pagesJournal of Asian Ceramic Societies: Pardeep Sharma, Satpal Sharma, Dinesh KhandujaMogos PaulPas encore d'évaluation
- Produced by An Autodesk Educational ProductDocument1 pageProduced by An Autodesk Educational ProductMogos PaulPas encore d'évaluation
- Contribution To Improving The Durability of The Refractory Lining of The Steel LadlesDocument20 pagesContribution To Improving The Durability of The Refractory Lining of The Steel LadlesMogos PaulPas encore d'évaluation
- Produced by An Autodesk Educational Product: Pozitia 4 - 1 Bucati Desen: 24399851Document1 pageProduced by An Autodesk Educational Product: Pozitia 4 - 1 Bucati Desen: 24399851Mogos PaulPas encore d'évaluation
- Produced by An Autodesk Educational ProductDocument1 pageProduced by An Autodesk Educational ProductMogos PaulPas encore d'évaluation
- Produced by An Autodesk Educational Product: Tabla 3 MMDocument1 pageProduced by An Autodesk Educational Product: Tabla 3 MMMogos PaulPas encore d'évaluation
- Produced by An Autodesk Educational Product: Pozitia 3 - 2 Bucati Desen: 24399851Document1 pageProduced by An Autodesk Educational Product: Pozitia 3 - 2 Bucati Desen: 24399851Mogos PaulPas encore d'évaluation
- Produced by An Autodesk Educational Product: Pozitia 7 - 1 Bucati Desen: 24399851Document1 pageProduced by An Autodesk Educational Product: Pozitia 7 - 1 Bucati Desen: 24399851Mogos PaulPas encore d'évaluation
- 6 PDFDocument1 page6 PDFMogos PaulPas encore d'évaluation
- Produced by An Autodesk Educational Product: Pozitia 3 - 2 Bucati Desen: 24399851Document1 pageProduced by An Autodesk Educational Product: Pozitia 3 - 2 Bucati Desen: 24399851Mogos PaulPas encore d'évaluation
- Produced by An Autodesk Educational Product: Tabla 3 MMDocument1 pageProduced by An Autodesk Educational Product: Tabla 3 MMMogos PaulPas encore d'évaluation
- 27 PDFDocument1 page27 PDFMogos PaulPas encore d'évaluation
- Produced by An Autodesk Educational ProductDocument1 pageProduced by An Autodesk Educational ProductMogos PaulPas encore d'évaluation
- Produced by An Autodesk Educational ProductDocument1 pageProduced by An Autodesk Educational ProductMogos PaulPas encore d'évaluation
- Produced by An Autodesk Educational Product: Pozitia 4 - 1 Bucati Desen: 24399851Document1 pageProduced by An Autodesk Educational Product: Pozitia 4 - 1 Bucati Desen: 24399851Mogos PaulPas encore d'évaluation
- 6 PDFDocument1 page6 PDFMogos PaulPas encore d'évaluation
- 57nicrmov7 7Document2 pages57nicrmov7 7Mogos PaulPas encore d'évaluation
- Produced by An Autodesk Educational ProductDocument1 pageProduced by An Autodesk Educational ProductMogos PaulPas encore d'évaluation
- E 355Document3 pagesE 355Mogos PaulPas encore d'évaluation
- 55 Nicrmov 7Document2 pages55 Nicrmov 7Mogos PaulPas encore d'évaluation
- 1.2714 55NiCrMoV7Document2 pages1.2714 55NiCrMoV7Mogos PaulPas encore d'évaluation
- Environmental Pollution: Module - 4Document32 pagesEnvironmental Pollution: Module - 4Nasir KamalPas encore d'évaluation
- Asy18eba WDocument33 pagesAsy18eba WFrancisco Jose Domenech SalaPas encore d'évaluation
- Final 2010Document8 pagesFinal 2010Hakkı ÇelimliPas encore d'évaluation
- Large Scale Industrial Ammonia Cracking PlantDocument4 pagesLarge Scale Industrial Ammonia Cracking PlantZ APas encore d'évaluation
- Aircraft Fuel System: Malaysian Institute of Aviation TechnologyDocument15 pagesAircraft Fuel System: Malaysian Institute of Aviation Technologyrihhh hhPas encore d'évaluation
- 030 Intro To Secondary Metabolism and BiosynthesisDocument64 pages030 Intro To Secondary Metabolism and BiosynthesisRadi TyoPas encore d'évaluation
- Experiment 28Document12 pagesExperiment 28William RamirezPas encore d'évaluation
- BNi-7 TDSDocument2 pagesBNi-7 TDSQuang Thuận NguyễnPas encore d'évaluation
- L7 - Properties of MetalsDocument22 pagesL7 - Properties of Metalsمحمد المطيريPas encore d'évaluation
- Dangerous Goods Hazmat Material Training Cat-10Document24 pagesDangerous Goods Hazmat Material Training Cat-10Claudio GonzalezPas encore d'évaluation
- From Materials To StructuresDocument1 224 pagesFrom Materials To StructuresAlexandre Augusto100% (1)
- LSD Determination Using High-Performance Liquid Chromatography With Fluorescence SpectrosDocument11 pagesLSD Determination Using High-Performance Liquid Chromatography With Fluorescence SpectrosTúlio AgostinhoPas encore d'évaluation
- Natural StateDocument6 pagesNatural StatejrsanabaPas encore d'évaluation
- As Chemistry Unit 2 NotesDocument26 pagesAs Chemistry Unit 2 NotesArchitPas encore d'évaluation
- Module 3 and 4 Physical ScienceDocument11 pagesModule 3 and 4 Physical ScienceBlake DoomedPas encore d'évaluation
- Karakteristik Bioplastik Alginat Dari Rumput Laut Ulva Lactuca (Tinjauan Suhu Dan Lama Gelatinisasi)Document8 pagesKarakteristik Bioplastik Alginat Dari Rumput Laut Ulva Lactuca (Tinjauan Suhu Dan Lama Gelatinisasi)Yugi mutouPas encore d'évaluation
- NATSCI MidtermDocument16 pagesNATSCI MidtermJude Ronniedel MangomaPas encore d'évaluation
- Cantesto MSDSDocument11 pagesCantesto MSDSLuis ErnestoPas encore d'évaluation
- Exp 3 Group 4 Ent1243Document18 pagesExp 3 Group 4 Ent1243alipokada99Pas encore d'évaluation
- Phys 1111 SygsuDocument4 pagesPhys 1111 SygsuLeporePas encore d'évaluation
- 6040-1440 DS EptechDocument2 pages6040-1440 DS Eptechcarlos samilaPas encore d'évaluation
- Boiler Water Treatment: Thermax Limited Chemical DivisionDocument53 pagesBoiler Water Treatment: Thermax Limited Chemical Divisionkcp1986100% (2)
- Cambridge IGCSE™: Biology 0610/61 May/June 2022Document9 pagesCambridge IGCSE™: Biology 0610/61 May/June 2022Bashir SsekalegaPas encore d'évaluation
- Mark Scheme (Results) Summer 2015Document22 pagesMark Scheme (Results) Summer 2015Hollow WeenPas encore d'évaluation
- Nano MaterialsDocument38 pagesNano Materialsaedi0611100% (3)
- Neet 2018 Code AaDocument2 pagesNeet 2018 Code AaOmPas encore d'évaluation
- Ec 6702Document22 pagesEc 6702Madhan ReddyPas encore d'évaluation
- Experiment 2 MergedDocument74 pagesExperiment 2 Mergedseecktskatrina03Pas encore d'évaluation
- Degree Programme Table: Advanced Chemical Engineering (MSC) - 1 Year (Full-Time)Document3 pagesDegree Programme Table: Advanced Chemical Engineering (MSC) - 1 Year (Full-Time)Petra SitanggangPas encore d'évaluation