Vous aimerez peut-être aussi
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Hirschmann PAT EI65 Link Belt Service ManualDocument23 pagesHirschmann PAT EI65 Link Belt Service ManualmohamedPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Typical Questions & AnswersDocument77 pagesTypical Questions & AnswersKaustubh Ghanekar100% (2)
- Calculate Cable Tray SizeDocument50 pagesCalculate Cable Tray Sizerushi_007100% (2)
- Cable Gland ChartDocument1 pageCable Gland Chartrushi_00780% (60)
- Snubber Circuit Design AnalysisDocument27 pagesSnubber Circuit Design Analysisetmatsuda100% (1)
- Ical Panels MCB Cable Size Calculation 1.1.15Document65 pagesIcal Panels MCB Cable Size Calculation 1.1.15rushi_007Pas encore d'évaluation
- The Evolution of Traditional To New MediaDocument30 pagesThe Evolution of Traditional To New MediaLean BustillosPas encore d'évaluation
- Behzad Razavi Microelectronics NotesDocument394 pagesBehzad Razavi Microelectronics NotesSuprateek vermaPas encore d'évaluation
- 28 Size of Earthing Strip Wire 1.1.15Document18 pages28 Size of Earthing Strip Wire 1.1.15rushi_007Pas encore d'évaluation
- Coating Questions - SET ADocument7 pagesCoating Questions - SET Ashrikantajit100% (2)
- HSPICE® RF User Guide: Version Y-2006.03-SP1, June 2006Document376 pagesHSPICE® RF User Guide: Version Y-2006.03-SP1, June 2006Sumanth BabuPas encore d'évaluation
- MotivationDocument7 pagesMotivationrushi_007Pas encore d'évaluation
- Cable VD-CB CalculationsDocument10 pagesCable VD-CB Calculationstrongdan15Pas encore d'évaluation
- TB TechDocument2 pagesTB Techrushi_007Pas encore d'évaluation
- 01 DK inDocument120 pages01 DK inrushi_007Pas encore d'évaluation
- Ectrical Panel Load Energy Consumption 1.1.15.Document30 pagesEctrical Panel Load Energy Consumption 1.1.15.rushi_007Pas encore d'évaluation
- ADocument68 pagesArushi_007Pas encore d'évaluation
- 3 Modbus Communication For CBSNSX NW Quick GuideDocument36 pages3 Modbus Communication For CBSNSX NW Quick Guiderushi_007Pas encore d'évaluation
- Masterpact MVS Catalogue 2010Document59 pagesMasterpact MVS Catalogue 2010Jabir QuadriPas encore d'évaluation
- 01 DK inDocument120 pages01 DK inrushi_007Pas encore d'évaluation
- Pole Design ModelDocument1 pagePole Design Modelrushi_007Pas encore d'évaluation
- Holey12sol PDFDocument8 pagesHoley12sol PDFrushi_007Pas encore d'évaluation
- LinksDocument1 pageLinksrushi_007Pas encore d'évaluation
- New Text DocumentDocument1 pageNew Text Documentrushi_007Pas encore d'évaluation
- 0500 CalcsDocument2 pages0500 Calcsarmin_fernandezPas encore d'évaluation
- What Is Category 6 Q&ADocument9 pagesWhat Is Category 6 Q&AViolents EvonyPas encore d'évaluation
- 1996april JuneDocument4 pages1996april Junerushi_007Pas encore d'évaluation
- Arihant DiaryDocument1 pageArihant Diaryrushi_007Pas encore d'évaluation
- DebugDocument5 pagesDebugrushi_007Pas encore d'évaluation
- DebugDocument5 pagesDebugrushi_007Pas encore d'évaluation
- DebugDocument5 pagesDebugrushi_007Pas encore d'évaluation
- AddDocument2 pagesAddrushi_007Pas encore d'évaluation
- Tentative Key Dates For GCET100716Document1 pageTentative Key Dates For GCET100716rushi_007Pas encore d'évaluation
- DebugDocument5 pagesDebugrushi_007Pas encore d'évaluation
- Basic Electrical EngineeringDocument3 pagesBasic Electrical EngineeringPratikTiwariPas encore d'évaluation
- Three Phase 150 Degree Mode of Conduction Voltage Source Inverter Using ArduinoDocument4 pagesThree Phase 150 Degree Mode of Conduction Voltage Source Inverter Using ArduinoADITYA VARDHAN SINGHPas encore d'évaluation
- TL082 EqualizerDocument16 pagesTL082 EqualizerMecabot DzibPas encore d'évaluation
- Atomic Structure II Tutorial Solution 2009Document8 pagesAtomic Structure II Tutorial Solution 2009Tan Ming LeonPas encore d'évaluation
- Ds From Systek RuDocument5 pagesDs From Systek RuJustin WilliamsPas encore d'évaluation
- Comm-05-Random Variables and ProcessesDocument90 pagesComm-05-Random Variables and ProcessesVishal ChetalPas encore d'évaluation
- 89C51Document15 pages89C51Bhasker GurramPas encore d'évaluation
- 2 Esab Warrior 400 I 500 IDocument76 pages2 Esab Warrior 400 I 500 IN'GOUAN EWHOUMANDPas encore d'évaluation
- Ccsmodel PPTDocument25 pagesCcsmodel PPTRam Prasad100% (1)
- Multimedia PDFDocument2 pagesMultimedia PDFOmar German LozanoPas encore d'évaluation
- History of The TransistorDocument120 pagesHistory of The TransistorfirmanrusydiPas encore d'évaluation
- A1101 A1106Document11 pagesA1101 A1106Александр АникинPas encore d'évaluation
- Application Information Hall-Effect IC Applications Guide: Low-Cost Simplified SwitchingDocument45 pagesApplication Information Hall-Effect IC Applications Guide: Low-Cost Simplified SwitchingJuan Pablo Merck SifontesPas encore d'évaluation
- LB1403N Series: 5-Dot Red/Green LED Level MeterDocument4 pagesLB1403N Series: 5-Dot Red/Green LED Level MeterJcm ReyshanPas encore d'évaluation
- Training Machines2, Homework in Electrical MachinesDocument5 pagesTraining Machines2, Homework in Electrical MachinesNGOUNEPas encore d'évaluation
- MG5222 E2V MagnetronDocument5 pagesMG5222 E2V MagnetronhishamuddinohariPas encore d'évaluation
- Features DescriptionDocument9 pagesFeatures DescriptionAnonymous Uk3JxlHAPas encore d'évaluation
- Fan 7392NDocument18 pagesFan 7392NKhaleel MohammadPas encore d'évaluation
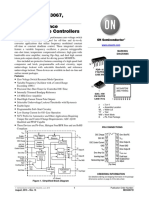
- MC34067, MC33067, NCV33067Document16 pagesMC34067, MC33067, NCV33067Alfredo Valencia Rodriguez100% (1)
- LG 32LB620B Chassis LB43B Service ManualDocument84 pagesLG 32LB620B Chassis LB43B Service Manualnanden.fer6973100% (1)
- High Power Class D Audio Power Amplifier Using IR2011SDocument22 pagesHigh Power Class D Audio Power Amplifier Using IR2011SAbubakar SidikPas encore d'évaluation
- VLSI Lab CompendiumDocument52 pagesVLSI Lab CompendiumSaad Ali Khan SherwaniPas encore d'évaluation
- Chapter 5 Problems CMOS INVERTERDocument8 pagesChapter 5 Problems CMOS INVERTERShykh SheharyarPas encore d'évaluation