Vous aimerez peut-être aussi
- CR high pressure pumps sizing and selection guideDocument8 pagesCR high pressure pumps sizing and selection guideingrbarrosPas encore d'évaluation
- Grundfos Engineering ManualDocument47 pagesGrundfos Engineering Manualpontius1234100% (1)
- Sanitary PumpsDocument144 pagesSanitary PumpsingrbarrosPas encore d'évaluation
- ATEX PumpsDocument22 pagesATEX PumpsingrbarrosPas encore d'évaluation
- Designing Stormwater Tanks to Reduce Flooding and PollutionDocument27 pagesDesigning Stormwater Tanks to Reduce Flooding and PollutioningrbarrosPas encore d'évaluation
- Pump Handbook CompleteDocument144 pagesPump Handbook Completeingrbarros100% (6)
- Grundfos Irrigation Pump HandbookDocument104 pagesGrundfos Irrigation Pump HandbookGrundfosEgypt100% (2)
- Wastewater Pumps - Eng'g ManualDocument87 pagesWastewater Pumps - Eng'g ManualIsmael Llamelo PerezPas encore d'évaluation
- Hilge Dimensioning Guide For Sugar Syup and Other Viscous MediaDocument48 pagesHilge Dimensioning Guide For Sugar Syup and Other Viscous MediaingrbarrosPas encore d'évaluation
- Shaft Seals DatabookletDocument64 pagesShaft Seals Databookletingrbarros100% (1)
- Boiler Feed ManualDocument30 pagesBoiler Feed Manualingrbarros100% (1)
- Systems GuideDocument237 pagesSystems GuideingrbarrosPas encore d'évaluation
- Engineering Manual Viscous and High Density: General Industry SegmentDocument52 pagesEngineering Manual Viscous and High Density: General Industry SegmentingrbarrosPas encore d'évaluation
- Controls Guide FlapDocument2 pagesControls Guide FlapingrbarrosPas encore d'évaluation
- Handbook Pumps in Water TreatmentDocument98 pagesHandbook Pumps in Water Treatmentarifzakir100% (1)
- Aurora Series 110 Pump Selection TablesDocument4 pagesAurora Series 110 Pump Selection TablesingrbarrosPas encore d'évaluation
- Refrigeration & Cooling ManualDocument52 pagesRefrigeration & Cooling ManualingrbarrosPas encore d'évaluation
- Marine Engineering ManualDocument24 pagesMarine Engineering Manualingrbarros100% (7)
- Pentair Reciprocating PumpsDocument16 pagesPentair Reciprocating PumpsingrbarrosPas encore d'évaluation
- Grundfos and Wind TurbinesDocument32 pagesGrundfos and Wind TurbinesingrbarrosPas encore d'évaluation
- Fire Fighting in Commercial Buildings, Application Guide - GrundfosDocument56 pagesFire Fighting in Commercial Buildings, Application Guide - GrundfosercolinoPas encore d'évaluation
- Irrigation HandbookDocument68 pagesIrrigation Handbookingrbarros100% (1)
- Water Disinfection in Commercial Buildings ManualDocument32 pagesWater Disinfection in Commercial Buildings ManualingrbarrosPas encore d'évaluation
- Bomba de Agua de La CalderapdfDocument8 pagesBomba de Agua de La CalderapdfDaniel CoronadoPas encore d'évaluation
- Mechanical Seal PracticeDocument228 pagesMechanical Seal Practiceingrbarros100% (6)
- Cast Materials From KSB-DataDocument20 pagesCast Materials From KSB-DataHui ErdingerPas encore d'évaluation
- Slide GatesDocument7 pagesSlide GatesingrbarrosPas encore d'évaluation
- ASME Steam Tables - Compact Edition-American Society of Mechanical Engineers (2006)Document32 pagesASME Steam Tables - Compact Edition-American Society of Mechanical Engineers (2006)Jesús CbPas encore d'évaluation
- FlangeDocument100 pagesFlangeGovindan Krishnamoorthybashyam100% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Add Item N N°Document268 pagesAdd Item N N°Bilel MahjoubPas encore d'évaluation
- 094fe398236d3d0a-03000EN TCM 12-595611Document204 pages094fe398236d3d0a-03000EN TCM 12-595611Solomon NebiyuPas encore d'évaluation
- CBSE Class 11 Chemistry States of Matter RevisionDocument3 pagesCBSE Class 11 Chemistry States of Matter RevisionTEJASVI MALVIPas encore d'évaluation
- 17012EDocument7 pages17012EAVINASHRAJPas encore d'évaluation
- Skynex SkyknightDocument2 pagesSkynex SkyknightMOHSENPas encore d'évaluation
- Alley Alka-Seltzer Lab Report TemplateDocument3 pagesAlley Alka-Seltzer Lab Report TemplateAlley FitzgeraldPas encore d'évaluation
- Design of Coin Sorter Counter Based On MCU: Articles You May Be Interested inDocument5 pagesDesign of Coin Sorter Counter Based On MCU: Articles You May Be Interested inArchana BenkarPas encore d'évaluation
- Executive MBA Placement Brochure of IIM Bangalore PDFDocument48 pagesExecutive MBA Placement Brochure of IIM Bangalore PDFnIKKOOPas encore d'évaluation
- CV Template ReceptionistDocument2 pagesCV Template ReceptionistMuhammad Waqas LatifPas encore d'évaluation
- Loyalty Program Description PDFDocument7 pagesLoyalty Program Description PDFJayjay latiPas encore d'évaluation
- Trajectory ClusteringDocument58 pagesTrajectory ClusteringPetrick Gonzalez PerezPas encore d'évaluation
- Oxford EQ ManualDocument29 pagesOxford EQ ManualCasar1973Pas encore d'évaluation
- TSQL Coding Standards ChecklistDocument5 pagesTSQL Coding Standards ChecklistSaman AzeemPas encore d'évaluation
- Electric Current and Ohm's Law - LecturesDocument21 pagesElectric Current and Ohm's Law - LecturesMuhammad AhmadPas encore d'évaluation
- Model A360 CatalogDocument12 pagesModel A360 CatalogThomas StempienPas encore d'évaluation
- Cisco Catalyst Switching Portfolio (Important)Document1 pageCisco Catalyst Switching Portfolio (Important)RoyalMohammadkhaniPas encore d'évaluation
- DPD Catalog 05 PDFDocument36 pagesDPD Catalog 05 PDFRuth D.Pas encore d'évaluation
- Manufacturing Technology Question Papers of JntuaDocument15 pagesManufacturing Technology Question Papers of JntuaHimadhar SaduPas encore d'évaluation
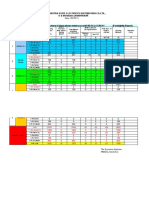
- Maharashtra State Electricity Distribution Co - LTD., O & M Division, NANDURBARDocument3 pagesMaharashtra State Electricity Distribution Co - LTD., O & M Division, NANDURBARPuru BornarePas encore d'évaluation
- Estimating and Quantity Surveying Materials for Construction ProjectsDocument3 pagesEstimating and Quantity Surveying Materials for Construction ProjectsAldrin SerranoPas encore d'évaluation
- Tensile TestDocument15 pagesTensile Testdwimukh360Pas encore d'évaluation
- Iphone 6 Full schematic+IC BoardDocument86 pagesIphone 6 Full schematic+IC BoardSIDNEY TABOADAPas encore d'évaluation
- Pinza Prova 5601Document2 pagesPinza Prova 5601Sublimec San RafaelPas encore d'évaluation
- Overcurrent Protection and Voltage Sag Coordination in Systems With Distributed GenerationDocument12 pagesOvercurrent Protection and Voltage Sag Coordination in Systems With Distributed GenerationAli AhmadPas encore d'évaluation
- What Is A Project in Project ManagementDocument3 pagesWhat Is A Project in Project ManagementSamuel AntobamPas encore d'évaluation
- CMM49 14 01 MtocDocument2 pagesCMM49 14 01 MtocMichail K100% (1)
- Digital Vision Installation PDFDocument2 pagesDigital Vision Installation PDFnikola5nikolicPas encore d'évaluation
- PLSQL 4 2 Practice RodrigoDocument6 pagesPLSQL 4 2 Practice RodrigoRodrigoRojasHuerta100% (1)
- Your One Source In Water Systems Product Catalog 2008Document44 pagesYour One Source In Water Systems Product Catalog 2008Gerry Dan ChanliongcoPas encore d'évaluation
- Barrera BANNER 2 PDFDocument10 pagesBarrera BANNER 2 PDFrollinga2013Pas encore d'évaluation