Vous aimerez peut-être aussi
- Fundamentals of Risk Management for Process Industry EngineersD'EverandFundamentals of Risk Management for Process Industry EngineersPas encore d'évaluation
- Fault Tree Analysis (Reliability) For BeginnersDocument29 pagesFault Tree Analysis (Reliability) For BeginnersGianfrancoMangiapane100% (1)
- ICoP3 LeachateDocument38 pagesICoP3 LeachateLaorenciaPas encore d'évaluation
- Fault TreeDocument44 pagesFault Treerusticrage2883100% (2)
- Fta Oil+gasdistilcolumn PDFDocument7 pagesFta Oil+gasdistilcolumn PDFPrasanna GPas encore d'évaluation
- ChE 428N - 1 - Intro To Safety in The Process Industry 5-10-18Document82 pagesChE 428N - 1 - Intro To Safety in The Process Industry 5-10-18May TampusPas encore d'évaluation
- Quantitative Risk Assessment of The Italian Gas Distribution Network Journal of Loss Prevention in The Process IndustriesDocument13 pagesQuantitative Risk Assessment of The Italian Gas Distribution Network Journal of Loss Prevention in The Process IndustriesRaúlPas encore d'évaluation
- Presented by Sameer N. Dokhe ROLL NO. P19CC018 Submitted To Prof. RavikantDocument6 pagesPresented by Sameer N. Dokhe ROLL NO. P19CC018 Submitted To Prof. RavikantAnurag JaiswarPas encore d'évaluation
- Event Tree Analysis: Dr. Arshad Ahmad Email: Arshad@utm - MyDocument23 pagesEvent Tree Analysis: Dr. Arshad Ahmad Email: Arshad@utm - MyHandy Nugroho0% (1)
- E&H SIL PosterDocument1 pageE&H SIL PosterLuc SchramPas encore d'évaluation
- Introduction To Process Safety PrinciplesDocument9 pagesIntroduction To Process Safety Principlesmuhammad_asim_10Pas encore d'évaluation
- ALARP Demo For Lead EngineersDocument11 pagesALARP Demo For Lead EngineersDevi PurnamaPas encore d'évaluation
- Unit Outline and Introduction To Design: © HB Vuthaluru 2006Document41 pagesUnit Outline and Introduction To Design: © HB Vuthaluru 2006Adrian John Soe MyintPas encore d'évaluation
- Roessler CHap OneDocument40 pagesRoessler CHap OneSheri Dean100% (1)
- A Quantitative Individual Risk Assessment Method in Process Facilities With Toxic Gas Release Hazards A Combined Scenario Set and CFD ApproachDocument9 pagesA Quantitative Individual Risk Assessment Method in Process Facilities With Toxic Gas Release Hazards A Combined Scenario Set and CFD ApproachSteven100% (1)
- HAZOP Training290620Document93 pagesHAZOP Training290620NasrulPas encore d'évaluation
- Es Hazop PPDocument39 pagesEs Hazop PPAmir AkhlaghiPas encore d'évaluation
- Domino Effects in Process IndustriesDocument20 pagesDomino Effects in Process IndustriesarfaatPas encore d'évaluation
- Introduction To Inherently Safer Design: Prepared For Safety and Chemical Engineering Education (SACHE) byDocument71 pagesIntroduction To Inherently Safer Design: Prepared For Safety and Chemical Engineering Education (SACHE) bySebastian iacopiPas encore d'évaluation
- Event Trees: Quantitative Risk AnalysisDocument23 pagesEvent Trees: Quantitative Risk AnalysissreenivasnkgPas encore d'évaluation
- Preliminary Hazard AnalysisDocument40 pagesPreliminary Hazard Analysisdroffilcz27100% (2)
- Fire and Gas Mapping SolutionDocument3 pagesFire and Gas Mapping SolutionGustavo AgudeloPas encore d'évaluation
- Storage Incident Frequencies: Risk Assessment Data DirectoryDocument23 pagesStorage Incident Frequencies: Risk Assessment Data DirectoryJorge A. Bravo RojasPas encore d'évaluation
- Market Opportunities For Coal Gasi Cation in ChinaDocument7 pagesMarket Opportunities For Coal Gasi Cation in ChinaAsri GaniPas encore d'évaluation
- Lecture 6 OptimizationDocument41 pagesLecture 6 Optimizationaku_la100% (2)
- Hemp RaddDocument78 pagesHemp RaddMuhammad.SaimPas encore d'évaluation
- HASILT - An - Intelligent Software Platform For HAZOP - LOPA - SRS and SIL VerificationDocument9 pagesHASILT - An - Intelligent Software Platform For HAZOP - LOPA - SRS and SIL VerificationRonyPas encore d'évaluation
- Hazardous Area PresentationDocument98 pagesHazardous Area PresentationcamspsPas encore d'évaluation
- Risk Analysis of A Typical Chemical Industry Using ORA ProcedureDocument17 pagesRisk Analysis of A Typical Chemical Industry Using ORA ProcedureUsama NiaziPas encore d'évaluation
- Standardization of Reactor Designs and International Safety FrameworkDocument57 pagesStandardization of Reactor Designs and International Safety FrameworkEnformablePas encore d'évaluation
- LPB ArticleDocument8 pagesLPB ArticleAndy DolmanPas encore d'évaluation
- LOPA and Risk Graphs For SIL DeterminationDocument11 pagesLOPA and Risk Graphs For SIL DeterminationShweta181Pas encore d'évaluation
- 2 SafetyRiskAnalysis-GasPlantItalyDocument2 pages2 SafetyRiskAnalysis-GasPlantItalySDP02Pas encore d'évaluation
- Firing Petcoke - Vanadium AspectDocument21 pagesFiring Petcoke - Vanadium AspectAnand Gupta100% (1)
- Event Tree AnalyisisDocument27 pagesEvent Tree AnalyisisELVIS KIPKORIRPas encore d'évaluation
- Failure Analysis Methods What, Why and HowDocument26 pagesFailure Analysis Methods What, Why and Howjwpaprk1100% (1)
- (Pre-Final) Solid and Hazardous WasteDocument74 pages(Pre-Final) Solid and Hazardous WasteMarkPas encore d'évaluation
- Atul LTD Risk AssessmentDocument108 pagesAtul LTD Risk AssessmentdevangPas encore d'évaluation
- True Cause of Flixborough To Be Revealed After 26 YearsDocument2 pagesTrue Cause of Flixborough To Be Revealed After 26 YearsMaster22Pas encore d'évaluation
- Dow Fire and Explosion IndexDocument29 pagesDow Fire and Explosion IndexAakash SharmaPas encore d'évaluation
- Evolution of Process Hazard Analysis in An Oil & Gas Pipeline Company: From Ad-Hoc To An Enterprise Standard PracticeDocument10 pagesEvolution of Process Hazard Analysis in An Oil & Gas Pipeline Company: From Ad-Hoc To An Enterprise Standard PracticeMarcelo Varejão CasarinPas encore d'évaluation
- Qra Practise FmeaDocument2 pagesQra Practise FmeaMng LeongPas encore d'évaluation
- Risk Prevention and MitigationDocument3 pagesRisk Prevention and Mitigationultrasonic81Pas encore d'évaluation
- Assesment RiskDocument69 pagesAssesment RiskAhmad MaulidiPas encore d'évaluation
- Process Safety Management: Mehtap VURAL Industrial Safety Projects CoordinatorDocument31 pagesProcess Safety Management: Mehtap VURAL Industrial Safety Projects CoordinatorAji PratamaPas encore d'évaluation
- HAZOPDocument8 pagesHAZOPMandar PhadkePas encore d'évaluation
- Consequenc Assessment Model For Incidents Involving Release From LNG CarrierDocument128 pagesConsequenc Assessment Model For Incidents Involving Release From LNG CarrierRichard HollidayPas encore d'évaluation
- The Quantitative Assessment of Domino EfDocument14 pagesThe Quantitative Assessment of Domino EfAndrzej BąkałaPas encore d'évaluation
- Event & Fault Tree Analysis (ETA & Fta) : Exercise LessonDocument30 pagesEvent & Fault Tree Analysis (ETA & Fta) : Exercise LessonHajji Mohamed KarimPas encore d'évaluation
- RAM Planning TemplateDocument7 pagesRAM Planning Templatepradit danielPas encore d'évaluation
- CHEG 5165 - Process Integration and Pinch AnalysisDocument52 pagesCHEG 5165 - Process Integration and Pinch AnalysisSurafelPas encore d'évaluation
- How To Perform Bow Tie AnalysisDocument21 pagesHow To Perform Bow Tie AnalysisKareem RasmyPas encore d'évaluation
- Pocket Guide To Chemical HazardsDocument454 pagesPocket Guide To Chemical HazardsG_ARVALIS8470Pas encore d'évaluation
- Essential Practices for Managing Chemical Reactivity HazardsD'EverandEssential Practices for Managing Chemical Reactivity HazardsPas encore d'évaluation
- Major Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsD'EverandMajor Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsPas encore d'évaluation
- Guidelines for Fire Protection in Chemical, Petrochemical, and Hydrocarbon Processing FacilitiesD'EverandGuidelines for Fire Protection in Chemical, Petrochemical, and Hydrocarbon Processing FacilitiesPas encore d'évaluation
- Multiscale Modeling for Process Safety ApplicationsD'EverandMultiscale Modeling for Process Safety ApplicationsPas encore d'évaluation
- Biofuel GasificationDocument60 pagesBiofuel GasificationTamoor TariqPas encore d'évaluation
- Acre MSC Part 9 12 Mar 2014Document17 pagesAcre MSC Part 9 12 Mar 2014Tamoor TariqPas encore d'évaluation
- PC 2009 Powder Coating GlossaryDocument2 pagesPC 2009 Powder Coating GlossaryTamoor TariqPas encore d'évaluation
- Acre MSC Part 5 27 Feb 2014Document16 pagesAcre MSC Part 5 27 Feb 2014Tamoor TariqPas encore d'évaluation
- Acre MSC Part 6 05 Mar 2014Document17 pagesAcre MSC Part 6 05 Mar 2014Tamoor TariqPas encore d'évaluation
- Acre MSC Part 8 13 Mar 2014Document2 pagesAcre MSC Part 8 13 Mar 2014Tamoor TariqPas encore d'évaluation
- Acre MSC Part 7 06 Mar 2014Document25 pagesAcre MSC Part 7 06 Mar 2014Tamoor TariqPas encore d'évaluation
- Research Methdology: Dr. Majid Majeed AkbarDocument11 pagesResearch Methdology: Dr. Majid Majeed AkbarTamoor TariqPas encore d'évaluation
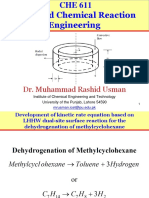
- Usman 2011Document9 pagesUsman 2011Tamoor TariqPas encore d'évaluation
- Design of Experiments by Dr. Majid Majeed Akbar: Institute of Chemical Engineering & Technology University of The PunjabDocument19 pagesDesign of Experiments by Dr. Majid Majeed Akbar: Institute of Chemical Engineering & Technology University of The PunjabTamoor TariqPas encore d'évaluation
- Research Methodology: Dr. Majid Majeed AkbarDocument17 pagesResearch Methodology: Dr. Majid Majeed AkbarTamoor TariqPas encore d'évaluation
- Research Methodology: MajidDocument17 pagesResearch Methodology: MajidTamoor TariqPas encore d'évaluation
- Impact Factor: Formula For CalculationDocument4 pagesImpact Factor: Formula For CalculationTamoor TariqPas encore d'évaluation
- Coreconceptsofbiochemicalengineering1 150509053327 Lva1 App6891Document120 pagesCoreconceptsofbiochemicalengineering1 150509053327 Lva1 App6891Tamoor TariqPas encore d'évaluation
- Biotechnology, Bio-Processing Engineering and Biochemical EngineeringDocument6 pagesBiotechnology, Bio-Processing Engineering and Biochemical EngineeringTamoor TariqPas encore d'évaluation
- Generalized View of BioprocessDocument20 pagesGeneralized View of BioprocessTamoor TariqPas encore d'évaluation
- Interdisciplinary Approach To BioprocessingDocument9 pagesInterdisciplinary Approach To BioprocessingTamoor TariqPas encore d'évaluation
- Fundamentals of BiochemistryDocument37 pagesFundamentals of BiochemistryTamoor TariqPas encore d'évaluation
- Petroleum Testing Lab ManualDocument59 pagesPetroleum Testing Lab ManualHari_Kumar_143494% (33)
- API-The Nature of HeatDocument123 pagesAPI-The Nature of HeatTamoor TariqPas encore d'évaluation
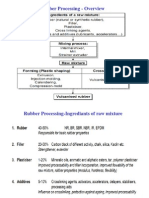
- Rubber Processing - OverviewDocument11 pagesRubber Processing - OverviewTamoor TariqPas encore d'évaluation
- COM668 - 07 Assessment Overview - Semester 1Document29 pagesCOM668 - 07 Assessment Overview - Semester 1leo2457094770Pas encore d'évaluation
- Chapter 3 Part B: Probability DistributionDocument42 pagesChapter 3 Part B: Probability Distributionalexbell2k12Pas encore d'évaluation
- Shalamar Garden Lahore UNESCO ReportDocument29 pagesShalamar Garden Lahore UNESCO ReportAown AliPas encore d'évaluation
- Inhouse Project Action PlanDocument12 pagesInhouse Project Action PlanaggrimaPas encore d'évaluation
- PHILHIS Chapter 1 2Document23 pagesPHILHIS Chapter 1 2aldwin RamirezPas encore d'évaluation
- Borrero 2008, Extincion MegafaunaDocument6 pagesBorrero 2008, Extincion MegafaunaHernanPas encore d'évaluation
- Marketing Research 2Document12 pagesMarketing Research 2Kalkidan TerefePas encore d'évaluation
- Final Predictive Vaibhav 2020Document101 pagesFinal Predictive Vaibhav 2020sristi agrawalPas encore d'évaluation
- Parliamentary Procedure in A MeetingDocument2 pagesParliamentary Procedure in A MeetingGiordann MadejaPas encore d'évaluation
- Contact - Rizal Technological UniversityDocument9 pagesContact - Rizal Technological UniversityChristopher BrownPas encore d'évaluation
- Telecommunication Masts/Base Transceiver Stations and Regulatory Standards in Abia State, NigeriaDocument12 pagesTelecommunication Masts/Base Transceiver Stations and Regulatory Standards in Abia State, NigeriaPeter DokpesiPas encore d'évaluation
- Condition Assessment of RCC ESR Using NDT MethodsDocument4 pagesCondition Assessment of RCC ESR Using NDT Methodsjayant pathakPas encore d'évaluation
- MacDougall Beyond Observation Cinema PDFDocument18 pagesMacDougall Beyond Observation Cinema PDFnk1347Pas encore d'évaluation
- 1333482681.637اختبار تورانس المختصر للتفكير الابداعيDocument39 pages1333482681.637اختبار تورانس المختصر للتفكير الابداعيsokysewPas encore d'évaluation
- Obstructive Sleep Apnea ThesisDocument8 pagesObstructive Sleep Apnea Thesisjeanniesuttonminneapolis100% (2)
- STAT8017 Assignment 1Document6 pagesSTAT8017 Assignment 1Thompson Daphnis LauPas encore d'évaluation
- Date Sheet of Part I1Document3 pagesDate Sheet of Part I1Sami Ullah Khan NiaziPas encore d'évaluation
- Bi-Preterax Slide Set CI 15 - 16Document35 pagesBi-Preterax Slide Set CI 15 - 16drnasim20088171Pas encore d'évaluation
- Daftar PustakaDocument6 pagesDaftar PustakaVhiny ChaPas encore d'évaluation
- Concrete Canoe Using Light Weight Aggregate: Ab Ul Saleem .K, Prashob C, Sooraj M, Mohamme NishamDocument4 pagesConcrete Canoe Using Light Weight Aggregate: Ab Ul Saleem .K, Prashob C, Sooraj M, Mohamme NishamHARISHMA RAVEENDRANPas encore d'évaluation
- Consumer Behavior in ServicesDocument22 pagesConsumer Behavior in ServicesViswajeet BiswalPas encore d'évaluation
- Mixed and Hybrid MethodsDocument113 pagesMixed and Hybrid MethodsGabo FernándezPas encore d'évaluation
- S2 Mark Scheme Jan 2004 - V1Document4 pagesS2 Mark Scheme Jan 2004 - V1Shane PueschelPas encore d'évaluation
- ISEF GuidelinesDocument26 pagesISEF GuidelinesShinjiro OdaPas encore d'évaluation
- 1834 Census of Höizel in The District of Saratov, RussiaDocument25 pages1834 Census of Höizel in The District of Saratov, RussiaMateus CoutoPas encore d'évaluation
- HW1 - Problem 3.4.1: General ModelDocument6 pagesHW1 - Problem 3.4.1: General Model梁嫚芳Pas encore d'évaluation
- Brandi Flowers Resumewithlogo1 Capstone 2014Document1 pageBrandi Flowers Resumewithlogo1 Capstone 2014api-267320777Pas encore d'évaluation
- Load Distribution in Rolling BearingDocument8 pagesLoad Distribution in Rolling Bearingash1968Pas encore d'évaluation
- 149-158.martinez Vol.35Document10 pages149-158.martinez Vol.35Galaxy teckPas encore d'évaluation
- OS Daily Omicron OverviewDocument7 pagesOS Daily Omicron OverviewBISMA AJI BIMANTARAPas encore d'évaluation