Vous aimerez peut-être aussi
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Modeling and Simulation For: EveryoneDocument38 pagesModeling and Simulation For: EveryoneElaine JohnsonPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Magnesium With HariDocument9 pagesMagnesium With HariElaine JohnsonPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Ltu Lic 0596 Se PDFDocument61 pagesLtu Lic 0596 Se PDFElaine JohnsonPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- ADMET Sheet Metal Testing Guide July 2013Document9 pagesADMET Sheet Metal Testing Guide July 2013Elaine JohnsonPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Taper BlankDocument13 pagesTaper BlankElaine JohnsonPas encore d'évaluation
- BSE Tip Curve Binder With SheetDocument5 pagesBSE Tip Curve Binder With SheetElaine JohnsonPas encore d'évaluation
- 17 - AHSS Forming Simulation For Shear Fracture and Edge Cracking PDFDocument37 pages17 - AHSS Forming Simulation For Shear Fracture and Edge Cracking PDFElaine JohnsonPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- PDFDocument11 pagesPDFElaine JohnsonPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Fast&Accurate AutosetupDocument6 pagesFast&Accurate AutosetupElaine JohnsonPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Hot Forming IntroductionDocument19 pagesHot Forming IntroductionElaine JohnsonPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Integrated Process Simulation and Die-Design in Sheet Metal FormingDocument4 pagesIntegrated Process Simulation and Die-Design in Sheet Metal FormingElaine JohnsonPas encore d'évaluation
- Iteh Standard Preview (Standards - Iteh.ai) : SIST EN 837-1:1997 Slovenski StandardDocument13 pagesIteh Standard Preview (Standards - Iteh.ai) : SIST EN 837-1:1997 Slovenski StandardJAMSHIL.T JjPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- 03 Task Performance 1 - ARG - MMW - RelevoDocument4 pages03 Task Performance 1 - ARG - MMW - Relevocessarine relevoPas encore d'évaluation
- Summer Training Emp. SatisfactionDocument34 pagesSummer Training Emp. SatisfactionAkash DixitPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Significance Testing (T-Tests)Document3 pagesSignificance Testing (T-Tests)Madison HartfieldPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Exchanger Tube Data Analysis PDFDocument9 pagesExchanger Tube Data Analysis PDFArjed Ali ShaikhPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Chapter 8. Converter Transfer Functions: 8.1. Review of Bode PlotsDocument8 pagesChapter 8. Converter Transfer Functions: 8.1. Review of Bode PlotsjaronjerPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Mac CyrillicDocument6 pagesMac CyrillicRazvan DiezPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- A SF Study of Field Marketing Across Europe P IDocument17 pagesA SF Study of Field Marketing Across Europe P IMasud RahmanPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- Sikatop 77d Pds enDocument2 pagesSikatop 77d Pds enTran Tien DungPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Acceleration Unit Plan 1Document3 pagesAcceleration Unit Plan 1api-3954318210% (1)
- Words N Expressions To AvoidDocument3 pagesWords N Expressions To AvoidLina Marie BesaPas encore d'évaluation
- Class 31: Outline: Hour 1: Concept Review / Overview PRS Questions - Possible Exam Questions Hour 2Document46 pagesClass 31: Outline: Hour 1: Concept Review / Overview PRS Questions - Possible Exam Questions Hour 2akirank1Pas encore d'évaluation
- Semi-Detailed Lesson Plan in TLE VIDocument3 pagesSemi-Detailed Lesson Plan in TLE VIPepper Santiago100% (5)
- Trainer Competency ModelDocument4 pagesTrainer Competency ModelpattapuPas encore d'évaluation
- Trionic 7Document126 pagesTrionic 7Adrian100% (1)
- Arduino Robot KitDocument12 pagesArduino Robot KitRohit Vaishampayan100% (1)
- Grammatical Development in A Mayan Sign Language-Austin German-CILLA - IXDocument26 pagesGrammatical Development in A Mayan Sign Language-Austin German-CILLA - IXAustin Allen GermanPas encore d'évaluation
- Introduction To Media ART: Course: History of Media Art Instructor: Zeib JahangirDocument17 pagesIntroduction To Media ART: Course: History of Media Art Instructor: Zeib JahangirLiaqat AleePas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- чек лист IELTS speaking September-December 2021Document2 pagesчек лист IELTS speaking September-December 2021Елена КуликоваPas encore d'évaluation
- Workshop 1 - Problem SolvingDocument3 pagesWorkshop 1 - Problem SolvingADRIANA CATHERIN AGUILAR LEMUSPas encore d'évaluation
- Lampiran 1 Instrumen Penilaian: A. Complete The Incomplete Dialogue Above by Choosing A, B, C or D!Document10 pagesLampiran 1 Instrumen Penilaian: A. Complete The Incomplete Dialogue Above by Choosing A, B, C or D!avivah indah yuliansyahPas encore d'évaluation
- Barriers To Effective CommunicationDocument20 pagesBarriers To Effective CommunicationGladys Mae GuerreroPas encore d'évaluation
- Convolutional Neural Networks Based Intra-PredictionDocument21 pagesConvolutional Neural Networks Based Intra-PredictionMohsin Khan JadoonPas encore d'évaluation
- Naac Uma Maha PandharpurDocument204 pagesNaac Uma Maha Pandharpurapi-191430885Pas encore d'évaluation
- Introduction - The Impact of The Digital Revolution On Consumer BehaviorDocument27 pagesIntroduction - The Impact of The Digital Revolution On Consumer Behavioramitliarliar0% (1)
- Computer ProfessionalDocument185 pagesComputer ProfessionalSHAHSYADPas encore d'évaluation
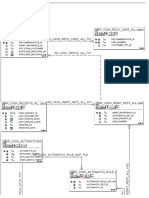
- r121 Auto Cash App ErdDocument2 pagesr121 Auto Cash App ErdLam TranPas encore d'évaluation
- Glor - Io Wall HackDocument889 pagesGlor - Io Wall HackAnonymous z3tLNO0TqH50% (8)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Manual PhreeqcDocument326 pagesManual PhreeqcSandra BriceñoPas encore d'évaluation
- 3406 Discrete MathematicsDocument3 pages3406 Discrete MathematicsFaiza ShafiqPas encore d'évaluation