Vous aimerez peut-être aussi
- Medición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónD'EverandMedición de longitudes: Libro de consulta acerca de los procedimientos de medición en fabricaciónÉvaluation : 4 sur 5 étoiles4/5 (1)
- Lab. de Fisica 1 LaboratorDocument16 pagesLab. de Fisica 1 LaboratorJoselyn Katherinne Cusi ChaisaPas encore d'évaluation
- 4Document152 pages4Alvaro Nuñez Nuñez del CastilloPas encore d'évaluation
- Guia Rapida Calibrador y Medidor de Altura PDFDocument5 pagesGuia Rapida Calibrador y Medidor de Altura PDFMiguel AgustinPas encore d'évaluation
- Regresión Lineal SimpleDocument5 pagesRegresión Lineal SimpleJorge Durán MartínezPas encore d'évaluation
- Metrologia Consulta 5Document16 pagesMetrologia Consulta 5Jth arPas encore d'évaluation
- 4 TriangulacionDocument152 pages4 TriangulacionJe HrPas encore d'évaluation
- 02 - Instrumentos para Mediciones LinealesDocument13 pages02 - Instrumentos para Mediciones LinealesRaúl AnelPas encore d'évaluation
- Asignación 19. C9. MicrómetrosDocument15 pagesAsignación 19. C9. MicrómetrosDiego Bautista Arce100% (1)
- Goniometro EjerciciosDocument11 pagesGoniometro EjerciciosPedro GuerraPas encore d'évaluation
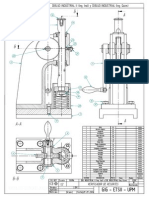
- Dibujo Verificador de Resortes PDFDocument9 pagesDibujo Verificador de Resortes PDFaleskytronPas encore d'évaluation
- 2# Linea de Alturas Piezometricas y de Energia TotalDocument14 pages2# Linea de Alturas Piezometricas y de Energia TotalfecarcamoPas encore d'évaluation
- Astm E143-02Document7 pagesAstm E143-02Jemes Moreno50% (2)
- Guia Rapida Instrumentos de Medicion de Redondez PDFDocument2 pagesGuia Rapida Instrumentos de Medicion de Redondez PDFMiguel AgustinPas encore d'évaluation
- FISICA 1 LABORATORIO 1 ValdiviaDocument4 pagesFISICA 1 LABORATORIO 1 ValdiviaRodrigo Leonardo Ortiz FerrelPas encore d'évaluation
- Calculo de La Incertidumbre CalibradoresDocument6 pagesCalculo de La Incertidumbre CalibradoresSifuentesIsaura0% (1)
- Medición dimensionalDocument69 pagesMedición dimensionalCarlos Muñoz GamarraPas encore d'évaluation
- Triangulacion 1Document128 pagesTriangulacion 1Carla Noelia Briceño EstradaPas encore d'évaluation
- Practica Transferencia de Calor Conn AletasDocument13 pagesPractica Transferencia de Calor Conn AletasazucenaPas encore d'évaluation
- Informe de Micrómetro MMDocument5 pagesInforme de Micrómetro MMSara AguilarPas encore d'évaluation
- Mitutoyo-Como Leer El MicrometroDocument9 pagesMitutoyo-Como Leer El MicrometroOscar OswaldoPas encore d'évaluation
- Micrómetro: instrumento de medición precisaDocument9 pagesMicrómetro: instrumento de medición precisaLucas RodriguezPas encore d'évaluation
- Presentacion Ajuste y ToleranciaDocument24 pagesPresentacion Ajuste y ToleranciaGABRIEL COLLAGUAZO SORIAPas encore d'évaluation
- Ajustes y tolerancias en fabricación mecánicaDocument6 pagesAjustes y tolerancias en fabricación mecánicaMarcos RodrigoPas encore d'évaluation
- Patrones y Calibres - Grupo 1Document13 pagesPatrones y Calibres - Grupo 1Paolo ParedesPas encore d'évaluation
- METROLOGIA PrácticasDocument98 pagesMETROLOGIA PrácticasAlejandro Arenillas Herran100% (1)
- 2.1 MicrómetroDocument62 pages2.1 MicrómetroKlever Tigua100% (1)
- ComparadoresDocument102 pagesComparadoresKlever Tigua100% (2)
- Diagrama de Flujo de Un EnsambleDocument12 pagesDiagrama de Flujo de Un EnsambleManoLin SanPas encore d'évaluation
- 2.1 MicrómetroDocument62 pages2.1 MicrómetroKlever TiguaPas encore d'évaluation
- Informe 4 - AletasDocument9 pagesInforme 4 - AletasEstebanPas encore d'évaluation
- Matemática aplicada a la medición de distanciasDocument7 pagesMatemática aplicada a la medición de distanciasEdalex Kevin Santos BarretoPas encore d'évaluation
- 08 - Medición de RoscasDocument6 pages08 - Medición de RoscasRaúl AnelPas encore d'évaluation
- Metrologia 2Document5 pagesMetrologia 2Beatriz Sánchez AsunciónPas encore d'évaluation
- Cuaderno de PrácticasDocument61 pagesCuaderno de PrácticasPerico LópezPas encore d'évaluation
- Ajustes y Tolerancias (Metrología Avanzada)Document87 pagesAjustes y Tolerancias (Metrología Avanzada)Anonymous PedDFc9wIi100% (2)
- PPT-Ajustes y Tolerancias 2013Document48 pagesPPT-Ajustes y Tolerancias 2013Pedro Luis GarridoPas encore d'évaluation
- Análisis ResorteDocument9 pagesAnálisis ResorteWorldWarWebPas encore d'évaluation
- Practica 8Document15 pagesPractica 8Eda Erika AlfaroPas encore d'évaluation
- Tema Vi 2013 Alineamiento MecánicoDocument80 pagesTema Vi 2013 Alineamiento MecánicoPablo Leal AgueroPas encore d'évaluation
- Ajustes y ToleranciasDocument29 pagesAjustes y ToleranciasRigoberto AEPas encore d'évaluation
- Ajustes y ToleranciasDocument60 pagesAjustes y ToleranciasAngel Echevarría AraucoPas encore d'évaluation
- Tolerancias Acabado SuperficialDocument117 pagesTolerancias Acabado Superficiallitalomp050% (1)
- Especificaciones de Estaciones Totales TopconDocument35 pagesEspecificaciones de Estaciones Totales TopconOscar VillalobosPas encore d'évaluation
- Universidad Internacional Sek - Informe de laboratorio de Mecánica de MaterialesDocument17 pagesUniversidad Internacional Sek - Informe de laboratorio de Mecánica de MaterialesDENNIS ARISTOTELES MARTINEZ LOAIZAPas encore d'évaluation
- ComparadoresDocument102 pagesComparadoresKlever TiguaPas encore d'évaluation
- p3 MetroDocument9 pagesp3 MetroEDUARDO CRUZPas encore d'évaluation
- Curso de MedicionesDocument51 pagesCurso de MedicionesOR Premium FreePas encore d'évaluation
- 01 Tolerancias CompletaDocument37 pages01 Tolerancias CompletaLuis Fernando HernándezPas encore d'évaluation
- MEC14-Medición Con MicrómetrosDocument28 pagesMEC14-Medición Con Micrómetrosc07170Pas encore d'évaluation
- Micro MetrosDocument82 pagesMicro MetrosThomas AparicioPas encore d'évaluation
- Interpretación de planos en la fabricación de tuberías. FMEC0108D'EverandInterpretación de planos en la fabricación de tuberías. FMEC0108Évaluation : 1 sur 5 étoiles1/5 (1)
- Diseño de utillajes, matricería y prototipado con SolidWorksD'EverandDiseño de utillajes, matricería y prototipado con SolidWorksÉvaluation : 3 sur 5 étoiles3/5 (1)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónD'EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónÉvaluation : 5 sur 5 étoiles5/5 (1)
- Ajuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208D'EverandAjuste, puesta en marcha y regulación de los sistemas mecánicos. FMEE0208Évaluation : 4 sur 5 étoiles4/5 (1)
- Accesorios Weston PDFDocument20 pagesAccesorios Weston PDFMiguel AgustinPas encore d'évaluation
- Hoja de Programacion Codigos G y MDocument2 pagesHoja de Programacion Codigos G y MMiguel AgustinPas encore d'évaluation
- Guia Rapida Instrumentos de Medicion de Redondez PDFDocument2 pagesGuia Rapida Instrumentos de Medicion de Redondez PDFMiguel AgustinPas encore d'évaluation
- Guia Rapida para Durometros PDFDocument3 pagesGuia Rapida para Durometros PDFMiguel AgustinPas encore d'évaluation
- Archivo 54Document39 pagesArchivo 54Miguel AgustinPas encore d'évaluation
- Guia Rapida Bloques Patron PDFDocument1 pageGuia Rapida Bloques Patron PDFMiguel AgustinPas encore d'évaluation
- Iones Isotopos Cuadro PDFDocument9 pagesIones Isotopos Cuadro PDFNoa NatividadPas encore d'évaluation
- Thermos CRS PDFDocument189 pagesThermos CRS PDFLuis CarlosPas encore d'évaluation
- Ensayo de 200 Palabras Con Formato IEEDocument4 pagesEnsayo de 200 Palabras Con Formato IEEDavid VargasPas encore d'évaluation
- Exposicion CastellanoDocument4 pagesExposicion Castellanocarla benitezPas encore d'évaluation
- Geotermia de Alta Entalpia PDFDocument8 pagesGeotermia de Alta Entalpia PDFVíctor AndrésPas encore d'évaluation
- Informe #1 - EscalimetroDocument3 pagesInforme #1 - EscalimetroJose Gregorio Macias AvelinoPas encore d'évaluation
- Teoria de Los GeosinclinalesDocument3 pagesTeoria de Los Geosinclinalesdecm_cm100% (1)
- Introducción y Parte 1. La Isla Que Se Repite PDFDocument51 pagesIntroducción y Parte 1. La Isla Que Se Repite PDFJorgeA.PeñaPas encore d'évaluation
- Estudio de Cálculo de Capacidad de PistaDocument38 pagesEstudio de Cálculo de Capacidad de PistaMichael CastroPas encore d'évaluation
- Fallas Generadas Por Altas TemperaturasDocument3 pagesFallas Generadas Por Altas TemperaturascarlosjmorneogPas encore d'évaluation
- Procesos de electrodepósito enDocument8 pagesProcesos de electrodepósito enJorge Luis Cayllahua CPas encore d'évaluation
- Manifold ChokeDocument50 pagesManifold ChokeMarcos Azcurra100% (2)
- 07 Pag 39 A 47Document9 pages07 Pag 39 A 47EdgarPas encore d'évaluation
- Taller de Electrotecnia-8.1-9.2Document5 pagesTaller de Electrotecnia-8.1-9.2Luis Eduardo PerdomoPas encore d'évaluation
- Metodo de los minimos cuadradosDocument11 pagesMetodo de los minimos cuadradosKitoxx Bryan Barrueto Ipushima100% (1)
- Preguntas de CorrosionDocument6 pagesPreguntas de CorrosionparatodoxPas encore d'évaluation
- Guias de Laboratorio Quimica BasicaDocument81 pagesGuias de Laboratorio Quimica BasicaAngel Remache100% (1)
- Equipo 2 Reporte RefractometríaDocument13 pagesEquipo 2 Reporte RefractometríaEre ReyesPas encore d'évaluation
- Porcelana y Ceramica DentalDocument2 pagesPorcelana y Ceramica DentalEduardo CariapazaPas encore d'évaluation
- Preparatorio 1.2Document5 pagesPreparatorio 1.2Luis FelipePas encore d'évaluation
- Tema 1 2013 Introducción A Los Materiales Cementantes SuplementariosDocument28 pagesTema 1 2013 Introducción A Los Materiales Cementantes SuplementariosCarolinaCentellesHidalgoPas encore d'évaluation
- S225LC-V OPERACION Y MANTENIMIENTO Español PDFDocument257 pagesS225LC-V OPERACION Y MANTENIMIENTO Español PDFLuis Miguel Herrera Cuartas100% (3)
- Flexión en MaderaDocument15 pagesFlexión en MaderaAngee Jeon ♡Pas encore d'évaluation
- Introduccion PND 2006Document45 pagesIntroduccion PND 2006webs.usuarioPas encore d'évaluation
- Practica 3 Química Analítica InstrumentalDocument4 pagesPractica 3 Química Analítica InstrumentalShelby TerrazosPas encore d'évaluation
- Especificaciones enantato testosteronaDocument2 pagesEspecificaciones enantato testosteronairma fdezPas encore d'évaluation
- Método de Sorel LewisDocument4 pagesMétodo de Sorel LewisValeria Malca Hernandez100% (2)
- Ununquadio Elemento PuroDocument1 pageUnunquadio Elemento PuroEdson Isaac MamaniPas encore d'évaluation
- Sistemas FAN-COIL para aire acondicionado - características y cálculo de carga térmicaDocument42 pagesSistemas FAN-COIL para aire acondicionado - características y cálculo de carga térmicahernancau100% (2)
- Experimento Agua Con Sal.Document4 pagesExperimento Agua Con Sal.Edgar RosasPas encore d'évaluation