Vous aimerez peut-être aussi
- Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109D'EverandElaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109Évaluation : 3.5 sur 5 étoiles3.5/5 (2)
- Recuperacion de Home Position Despues de Poner Las PilasDocument3 pagesRecuperacion de Home Position Despues de Poner Las Pilasjavier medina100% (1)
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209D'EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Pas encore d'évaluation
- Manual Operador Fanuc Oi-TcDocument997 pagesManual Operador Fanuc Oi-TcCarlos MottaPas encore d'évaluation
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109D'EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Pas encore d'évaluation
- Manual de Usuario Torno CNC Con Fanuc Series 0iDocument11 pagesManual de Usuario Torno CNC Con Fanuc Series 0iruleta200Pas encore d'évaluation
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109D'EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109Évaluation : 5 sur 5 étoiles5/5 (2)
- Problemas FANUC ResueltosDocument2 pagesProblemas FANUC Resueltosspeedtunning60% (5)
- Fanuc Prog CentroDocument27 pagesFanuc Prog CentroClaudio Salcedo CoaquiraPas encore d'évaluation
- Cuadernillo Programacion CNC PDFDocument26 pagesCuadernillo Programacion CNC PDFLuciaSilvaParraPas encore d'évaluation
- Procedimento para Cargar Parametros Control Fanuc Serie 10 2Document11 pagesProcedimento para Cargar Parametros Control Fanuc Serie 10 2Wero Lugo33% (3)
- Curso Centro de MaqDocument126 pagesCurso Centro de MaqIván HernándezPas encore d'évaluation
- Manual de Usuario Torno CNC Con GSK 980 TDC - Taller - CNC - Profesor - Lucas - Caula.Document8 pagesManual de Usuario Torno CNC Con GSK 980 TDC - Taller - CNC - Profesor - Lucas - Caula.Tachi Duboscq0% (1)
- Manual de Programacion Torno CNC Con Fanuc Series 0iDocument16 pagesManual de Programacion Torno CNC Con Fanuc Series 0iJubert Angelo Ramos Paredes100% (1)
- Curso - Torno GSK 980 TDCDocument167 pagesCurso - Torno GSK 980 TDCAlan Rmz83% (18)
- Fanuc CNC Custom MacrosDocument10 pagesFanuc CNC Custom MacrosDavid Cuadros Torres100% (1)
- Macros FanucDocument5 pagesMacros FanucBrayan Blanco Montes50% (2)
- Curso Eia Iso CmaqDocument102 pagesCurso Eia Iso CmaqAbelon Ni SePas encore d'évaluation
- MazakDocument109 pagesMazakJaime Adolfo Mejia León100% (1)
- Fanuc OM ManualDocument23 pagesFanuc OM ManualJuan Pablo Lòpez Rubì0% (1)
- Cartilla Fresado Milltronics PDFDocument56 pagesCartilla Fresado Milltronics PDFJorge Luis Parra Higuita100% (4)
- Control Fanuc 0i TC TornoDocument913 pagesControl Fanuc 0i TC TornoFaustoVinicioAcuñaCoello0% (1)
- Manual Centro de Mecanizado MantenimientoDocument650 pagesManual Centro de Mecanizado Mantenimientocumi87100% (1)
- MacrosDocument3 pagesMacrosHector Sancy Lopez100% (1)
- Control Numerico Fanuc Oi Mate TCDocument4 pagesControl Numerico Fanuc Oi Mate TCoctavio100% (1)
- Manual Parte 1Document78 pagesManual Parte 1Anonymous UkE9I0uh63% (8)
- Manual Programacion Fanuc Ot 559bf7f32a4f3Document17 pagesManual Programacion Fanuc Ot 559bf7f32a4f3Metalurgica VISILUPas encore d'évaluation
- Manual Centro de Mecanizado Control Fanuc Oi-MDocument926 pagesManual Centro de Mecanizado Control Fanuc Oi-MDavid Benavides100% (1)
- B 64604SP 2 - 01 PDFDocument510 pagesB 64604SP 2 - 01 PDFPau Villanueva100% (1)
- Curso Mazatrol Torno PDFDocument85 pagesCurso Mazatrol Torno PDFAlbers Ca0% (1)
- Presentacion Torno Okuma.Document14 pagesPresentacion Torno Okuma.Oswaldo NeavePas encore d'évaluation
- Guia Rapida Centro MecanizadoDocument32 pagesGuia Rapida Centro Mecanizadojeyson cleider chacon castilloPas encore d'évaluation
- Parametros Control 0 FanucDocument1 pageParametros Control 0 FanucJose NaterasPas encore d'évaluation
- Curso Torno GSK 980 TDCDocument167 pagesCurso Torno GSK 980 TDCEdson AragaPas encore d'évaluation
- Tutorial Principio-Tutoria 1 y PropuestoDocument132 pagesTutorial Principio-Tutoria 1 y PropuestoCarlos Moreno Marin100% (3)
- T FANUC+Series+0+-MODEL+D (001-102) en Es PDFDocument102 pagesT FANUC+Series+0+-MODEL+D (001-102) en Es PDFSandino TorresPas encore d'évaluation
- Torno Fanuc CNCDocument33 pagesTorno Fanuc CNCJhon Mamani Deza100% (2)
- Manual MilltronicsDocument56 pagesManual MilltronicsFederico Ferreira Lopez71% (7)
- Manual FanucDocument6 pagesManual FanucCarlos AlbertoPas encore d'évaluation
- Manual Rápido de Torno CNCDocument32 pagesManual Rápido de Torno CNCjheferson steve mayorga parra100% (2)
- Codigos FanucDocument7 pagesCodigos FanucMario Sandoval100% (1)
- Manual de Programacion Torno CNC Con Fanuc Series 0iDocument16 pagesManual de Programacion Torno CNC Con Fanuc Series 0iJorge Robles100% (3)
- Gsk980tdb Turning CNC System - EspañolDocument30 pagesGsk980tdb Turning CNC System - EspañoleliasPas encore d'évaluation
- Anexo Manual Fanuc Torno CNCDocument13 pagesAnexo Manual Fanuc Torno CNCarturo_23ePas encore d'évaluation
- Manual CNC FRESADORADocument8 pagesManual CNC FRESADORAPerezPas encore d'évaluation
- Cimco Edit 6 (Es)Document286 pagesCimco Edit 6 (Es)Luis MoralesPas encore d'évaluation
- Imocom: Centro de Formacion TecnologicaDocument124 pagesImocom: Centro de Formacion TecnologicaAnto Solalinde100% (1)
- B 64605SP - 01 MantenimientoDocument862 pagesB 64605SP - 01 MantenimientoAlex Kiko VillalobosPas encore d'évaluation
- Mecanizado Multiaxis 4 Ejes Simultaneos Con MastercamDocument22 pagesMecanizado Multiaxis 4 Ejes Simultaneos Con MastercamIsacCoaritaCasaniPas encore d'évaluation
- Mazak Español Traduccion CompletaDocument125 pagesMazak Español Traduccion CompletaAbelon Ni Se75% (4)
- CNC 2018 TPP Facultad Parte1 c.2Document21 pagesCNC 2018 TPP Facultad Parte1 c.2angela soledadPas encore d'évaluation
- Curso Torno Mazatrol PDFDocument90 pagesCurso Torno Mazatrol PDFAlex L. Cruz94% (31)
- Manual de Programación CNC PDFDocument13 pagesManual de Programación CNC PDFrodolfo100% (1)
- Fanuc CodigosDocument7 pagesFanuc CodigosDaniel Saenz100% (1)
- Mantenimiento CNCDocument30 pagesMantenimiento CNCAngel Shagñay50% (2)
- Fanuc Password para Ver El LadderDocument3 pagesFanuc Password para Ver El Ladderjfcastro20110% (1)
- Manual Centro de Maquinado CNC (1.3) PDFDocument49 pagesManual Centro de Maquinado CNC (1.3) PDFJuan Blancas100% (1)
- Curso Centro de Maquinado Mazatrol PDFDocument106 pagesCurso Centro de Maquinado Mazatrol PDFhoanghuan75% (4)
- BacklashDocument6 pagesBacklashRODRIGOPas encore d'évaluation
- Division DiferencialDocument3 pagesDivision DiferencialIsrael Castro100% (1)
- El Lenguaje de Comunicación de Las AbejasDocument5 pagesEl Lenguaje de Comunicación de Las Abejass_barriosPas encore d'évaluation
- Aplicación Del Amitraz Como Acaricida Contra VarroaDocument3 pagesAplicación Del Amitraz Como Acaricida Contra Varroas_barriosPas encore d'évaluation
- Jean Marie Philippe - Guía Del ApicultorDocument379 pagesJean Marie Philippe - Guía Del Apicultors_barrios100% (2)
- Apitoxina 2012Document48 pagesApitoxina 2012EgoSumLux100% (1)
- El Legado de Las AbejasDocument36 pagesEl Legado de Las Abejass_barriosPas encore d'évaluation
- El Zángano en La ApiculturaDocument7 pagesEl Zángano en La Apiculturas_barriosPas encore d'évaluation
- Reinas de ReemplazoDocument3 pagesReinas de Reemplazos_barriosPas encore d'évaluation
- Resuelto Avión Arrastra PlaneadorDocument1 pageResuelto Avión Arrastra Planeadors_barriosPas encore d'évaluation
- François HuberDocument3 pagesFrançois Hubers_barriosPas encore d'évaluation
- Problemas - Incluye Pendulo Cónico PDFDocument48 pagesProblemas - Incluye Pendulo Cónico PDFs_barriosPas encore d'évaluation
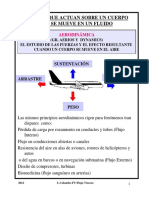
- Tecnologia Aeroespacial PDFDocument28 pagesTecnologia Aeroespacial PDFs_barriosPas encore d'évaluation
- UT 5 Flujo ViscosoDocument65 pagesUT 5 Flujo Viscosos_barriosPas encore d'évaluation
- Alarma 749 (Error de Comunicación Del Husillo Serial)Document2 pagesAlarma 749 (Error de Comunicación Del Husillo Serial)s_barriosPas encore d'évaluation
- Cálculo Con Polea FijasDocument4 pagesCálculo Con Polea Fijass_barriosPas encore d'évaluation
- Apuntes de Fisica Del MovimientoDocument184 pagesApuntes de Fisica Del Movimientonino1954100% (2)
- Teorema de Las Fuerzas VivasDocument6 pagesTeorema de Las Fuerzas Vivass_barriosPas encore d'évaluation
- Cna 19122016Document27 pagesCna 19122016s_barriosPas encore d'évaluation
- Tratamiento de Lixiviados Por Osmosis InversaDocument16 pagesTratamiento de Lixiviados Por Osmosis InversaTRABAJOS ESCRITOS MEDELLINPas encore d'évaluation
- Informe 1 - Orgánica - Recristalizacion y SublimacionDocument5 pagesInforme 1 - Orgánica - Recristalizacion y SublimacionDavid Colorado VegaPas encore d'évaluation
- Principios de OsteosintesisDocument46 pagesPrincipios de OsteosintesisJorge Reynnel Rodriguez67% (6)
- Calculo de AlimentadorDocument2 pagesCalculo de AlimentadorGermanPozo100% (1)
- SANISPEED ChileDocument2 pagesSANISPEED ChileLeonardo AzuajePas encore d'évaluation
- 09AJUSTEDocument8 pages09AJUSTERubén FarfánPas encore d'évaluation
- ExtracciónDocument2 pagesExtracciónaraceliPas encore d'évaluation
- Acu - Precios Del ContratoDocument4 pagesAcu - Precios Del ContratoOSIAS311250Pas encore d'évaluation
- 3340F282TDocument8 pages3340F282TUliAlejandroRodriguezCoriangaPas encore d'évaluation
- Amb-S001 Sub-Programa Manejo de Residuos Sólidos - Modf2016Document21 pagesAmb-S001 Sub-Programa Manejo de Residuos Sólidos - Modf2016Paola AbreoPas encore d'évaluation
- Decreto 2635 Materiales Peligrosos VenezuelaDocument91 pagesDecreto 2635 Materiales Peligrosos VenezuelaRuben Dominguez100% (3)
- PlastisolDocument4 pagesPlastisol3F3CT1V00Pas encore d'évaluation
- Cronograma Valorizado PROGRAMADO Vs EJECUTADODocument11 pagesCronograma Valorizado PROGRAMADO Vs EJECUTADOMarcelo Cavero CarranzaPas encore d'évaluation
- Unidad 1 Equipos Primarios de Una Subestación EléctricaDocument46 pagesUnidad 1 Equipos Primarios de Una Subestación EléctricaDavid Castañeda67% (3)
- Imforme Final de Tecnologia de Concreto 2017Document125 pagesImforme Final de Tecnologia de Concreto 2017Lusmila IldefonsoPas encore d'évaluation
- KERN-PY-18-155 Vr0 Planta Producción NaClODocument9 pagesKERN-PY-18-155 Vr0 Planta Producción NaClOJose MustafhaPas encore d'évaluation
- El Descubrimiento de La Vaselina B M-1Document5 pagesEl Descubrimiento de La Vaselina B M-1Fany EspejoPas encore d'évaluation
- Hidraulica Basica I - CDT y PotenciaDocument47 pagesHidraulica Basica I - CDT y PotenciaChristian Daniel100% (2)
- Dosier Polyester CahorsDocument14 pagesDosier Polyester CahorsSergio FernandezPas encore d'évaluation
- Acueducto AereoDocument20 pagesAcueducto AereoVictor Carrasco AvilesPas encore d'évaluation
- Manual TK 8 TraduccionDocument8 pagesManual TK 8 TraduccionFelipe Ignacio Corrales CapdevillaPas encore d'évaluation
- Esmalte - Sintetico - Mate - Bupisa - FsDocument11 pagesEsmalte - Sintetico - Mate - Bupisa - FsCarolina castañedaPas encore d'évaluation
- FD 2103Document9 pagesFD 2103Duqueine CompositesPas encore d'évaluation
- Diseño de Losa Con Placa Colaborante o Losa CompuestaDocument27 pagesDiseño de Losa Con Placa Colaborante o Losa Compuestajesus40100% (1)
- Mufa de Unión RaychemDocument8 pagesMufa de Unión RaychemKevin RojasPas encore d'évaluation
- Relaves MinerosDocument2 pagesRelaves MinerosLUZ BETZABE QUISPE PEÑAPas encore d'évaluation
- Ejercicio de CNCDocument8 pagesEjercicio de CNCAriel FernandezPas encore d'évaluation
- 2423 A2 Patron GratisDocument21 pages2423 A2 Patron GratisMerlina MerlinaPas encore d'évaluation
- Practica 10 - ReporteDocument9 pagesPractica 10 - ReporteRuziel Ruiz AntonioPas encore d'évaluation
- Fluidos de Control para Pozos PetrolerosDocument11 pagesFluidos de Control para Pozos PetrolerosIRVINGLORDPas encore d'évaluation
- South Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptD'EverandSouth Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptÉvaluation : 5 sur 5 étoiles5/5 (1)
- Arizona, Utah & New Mexico: A Guide to the State & National ParksD'EverandArizona, Utah & New Mexico: A Guide to the State & National ParksÉvaluation : 4 sur 5 étoiles4/5 (1)
- New York & New Jersey: A Guide to the State & National ParksD'EverandNew York & New Jersey: A Guide to the State & National ParksPas encore d'évaluation
- Naples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoD'EverandNaples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoÉvaluation : 5 sur 5 étoiles5/5 (1)
- The Bahamas a Taste of the Islands ExcerptD'EverandThe Bahamas a Taste of the Islands ExcerptÉvaluation : 4 sur 5 étoiles4/5 (1)
- Japanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensD'EverandJapanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensPas encore d'évaluation