Vous aimerez peut-être aussi
- Contractor Job Safety PlanDocument15 pagesContractor Job Safety PlanAnonymous ocCa18RPas encore d'évaluation
- Adaptive Design of Machine Tool GearboxesDocument9 pagesAdaptive Design of Machine Tool Gearboxesأحمد دعبسPas encore d'évaluation
- 02 Training Program Gear 2013Document56 pages02 Training Program Gear 2013amrit002Pas encore d'évaluation
- Non-Cycling Refrigerated Dryer 200-800 SCFMDocument24 pagesNon-Cycling Refrigerated Dryer 200-800 SCFMCarlos Jiménez100% (1)
- Restrictors and Compensation of Hydrostatic Bearings - Rowe PDFDocument7 pagesRestrictors and Compensation of Hydrostatic Bearings - Rowe PDFramaanan0% (2)
- Catalogue: Grippers & AccessoriesDocument32 pagesCatalogue: Grippers & AccessoriesVladimirAgeevPas encore d'évaluation
- Manufacturing of GearsDocument47 pagesManufacturing of GearsMuhammad UmarPas encore d'évaluation
- Technical Information: Radial Play (Internal Clearance) in Ball BearingsDocument4 pagesTechnical Information: Radial Play (Internal Clearance) in Ball Bearingsluisbmwm6Pas encore d'évaluation
- Corrosion Lecture ManchesterDocument88 pagesCorrosion Lecture ManchesterAli AbbasovPas encore d'évaluation
- Permaglide Glijlagers LRDocument76 pagesPermaglide Glijlagers LRVitor GodoyPas encore d'évaluation
- Thread Rolling SystemsDocument16 pagesThread Rolling SystemsAYOUB SOUIEDPas encore d'évaluation
- Reaction Injection MoldingDocument8 pagesReaction Injection MoldingAmeer_Takashim_9385Pas encore d'évaluation
- Example Bearing CalculationDocument67 pagesExample Bearing CalculationFarid Nasri100% (1)
- WL 00200 6 de enDocument200 pagesWL 00200 6 de enaPas encore d'évaluation
- 4405 For Row Taper Without Spacer RingsDocument36 pages4405 For Row Taper Without Spacer RingsRolando DaclanPas encore d'évaluation
- Bearing DesignDocument58 pagesBearing DesignCaryann Gumban100% (1)
- MITSUBOSHI - Timing BeltDocument142 pagesMITSUBOSHI - Timing BeltAnonymous jW9BkgbQmE67% (3)
- Carbon Steel Tee Rails: Standard Specification ForDocument7 pagesCarbon Steel Tee Rails: Standard Specification ForAAYPas encore d'évaluation
- Power Skiving PDFDocument11 pagesPower Skiving PDFmadhavikPas encore d'évaluation
- NSK Rollneck Bearing ManualDocument36 pagesNSK Rollneck Bearing ManualFaizPas encore d'évaluation
- Tunnel ConstructionDocument32 pagesTunnel ConstructionCivilEngClub100% (5)
- Tunnel ConstructionDocument32 pagesTunnel ConstructionCivilEngClub100% (5)
- Friction Torque of A Rotary Shaft Lip SealDocument5 pagesFriction Torque of A Rotary Shaft Lip Sealmans2014Pas encore d'évaluation
- Technical BookDocument37 pagesTechnical BookDariusNeculcia100% (2)
- Tunnel Boring MachinesDocument58 pagesTunnel Boring MachinesAliArababadiPas encore d'évaluation
- UNIT-2 Design of Spur GearDocument56 pagesUNIT-2 Design of Spur GearMarthandePas encore d'évaluation
- Ott-Jakob HSK-B Pe 2017-04Document33 pagesOtt-Jakob HSK-B Pe 2017-04VladimirAgeevPas encore d'évaluation
- Calculation of Planetary Gear FrequenciesDocument6 pagesCalculation of Planetary Gear FrequenciesVojkan DamjanovićPas encore d'évaluation
- Design II MDE 221 Mott CH 8 and CH 9 Spur GearsDocument42 pagesDesign II MDE 221 Mott CH 8 and CH 9 Spur GearsThieroy PelendaPas encore d'évaluation
- 01CB1S01Document5 pages01CB1S01raobabar21Pas encore d'évaluation
- PlanetoryDocument7 pagesPlanetoryghanshyam2999Pas encore d'évaluation
- PBL Series K CatalougeDocument117 pagesPBL Series K CatalougeankitkanujiyaPas encore d'évaluation
- Competence in Minimills en PDFDocument20 pagesCompetence in Minimills en PDFmiguelcabezasb3268Pas encore d'évaluation
- Manufacturing Companies in PuneDocument3 pagesManufacturing Companies in Puneshyam ubalePas encore d'évaluation
- Design of Composite Cardan ShaftDocument17 pagesDesign of Composite Cardan ShaftManshi AgrawalPas encore d'évaluation
- PDFDocument70 pagesPDFvarunPas encore d'évaluation
- SPLINEDocument6 pagesSPLINEDaggupati PraveenPas encore d'évaluation
- Rolling Contact Bearings - DMEDocument28 pagesRolling Contact Bearings - DMESumitPas encore d'évaluation
- VIOLI Straightening Brochure Low 012ukDocument4 pagesVIOLI Straightening Brochure Low 012ukirsalan_shahidPas encore d'évaluation
- 0409 GearSolutionsDocument56 pages0409 GearSolutionsAshish RajPas encore d'évaluation
- SewDocument396 pagesSewVarun SanganiPas encore d'évaluation
- Kinkelder StandardDocument24 pagesKinkelder StandardJason StephensPas encore d'évaluation
- Spur GearDocument11 pagesSpur GearvenkatkavinPas encore d'évaluation
- Du Dub PDFDocument55 pagesDu Dub PDFSURESH100% (1)
- Bearing Types and SelectionDocument22 pagesBearing Types and Selectionsivajirao70Pas encore d'évaluation
- Gear Boxes and MotorsDocument167 pagesGear Boxes and MotorsPeter IjaramendiPas encore d'évaluation
- Roller Screw BasicsDocument3 pagesRoller Screw BasicskiranPas encore d'évaluation
- Haacon 4202+4585 Gebruiksaanwijzing enDocument6 pagesHaacon 4202+4585 Gebruiksaanwijzing enBasvanLeeuwen100% (2)
- Torsion of ShaftsDocument3 pagesTorsion of ShaftskaoblekstenaPas encore d'évaluation
- Spur Gear Tooth Stress Analysis and Stress Reduction: V.Rajaprabakaran Mr.R.AshokrajDocument11 pagesSpur Gear Tooth Stress Analysis and Stress Reduction: V.Rajaprabakaran Mr.R.AshokrajJojee MariePas encore d'évaluation
- Standards Development: Enclosed Drives: Agma VoicesDocument2 pagesStandards Development: Enclosed Drives: Agma VoicesRittik ChakrabortyPas encore d'évaluation
- Analysis of Strip Residual CurvaturesDocument9 pagesAnalysis of Strip Residual CurvaturesSachin JadhavPas encore d'évaluation
- Section 7Document44 pagesSection 7aliPas encore d'évaluation
- Vaccum HardenningDocument6 pagesVaccum Hardenningkgkganesh8116Pas encore d'évaluation
- ABB CatalogueDocument6 pagesABB CatalogueNavneet SinghPas encore d'évaluation
- Ramsey Conveyor Protection SwitchesDocument6 pagesRamsey Conveyor Protection SwitchesArif AmirPas encore d'évaluation
- 12 Speed Gear BoxDocument19 pages12 Speed Gear BoxMurugesan Ramesh100% (1)
- Spline CalculationsDocument3 pagesSpline CalculationsUfuk KılıçPas encore d'évaluation
- Claw Pole Forging ProcessDocument8 pagesClaw Pole Forging ProcessBhagat SinghPas encore d'évaluation
- Catalogue of Thread Rolling MachineDocument14 pagesCatalogue of Thread Rolling MachinelusakePas encore d'évaluation
- High Speed Gearing: Design, Failure Analysis, Life Factors, Reconditioning/RepairDocument16 pagesHigh Speed Gearing: Design, Failure Analysis, Life Factors, Reconditioning/RepairRamesh TimmanagoudarPas encore d'évaluation
- Sms Concast Image BrochureDocument8 pagesSms Concast Image Brochurenilu99513100% (1)
- Chapter 7 Rolling Contact Bearing-2Document33 pagesChapter 7 Rolling Contact Bearing-2Abaziz Mousa OutlawZzPas encore d'évaluation
- Gear Grinding: SoftwareDocument68 pagesGear Grinding: SoftwareTungPas encore d'évaluation
- C DodgeDocument42 pagesC DodgeDaniel BolivarPas encore d'évaluation
- ME308 Second Project PDFDocument13 pagesME308 Second Project PDFOzan OzgenPas encore d'évaluation
- 1 s2.0 S0888327019304224 MainDocument16 pages1 s2.0 S0888327019304224 Mainbagus mahartanaPas encore d'évaluation
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987D'EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonPas encore d'évaluation
- Annex 79 SlidesDocument15 pagesAnnex 79 SlidesAliArababadiPas encore d'évaluation
- Heat Transfer EngineeringDocument12 pagesHeat Transfer EngineeringAliArababadiPas encore d'évaluation
- Embodied Energy Analysis of New Zealand Power Generation SystemsDocument8 pagesEmbodied Energy Analysis of New Zealand Power Generation SystemsAliArababadiPas encore d'évaluation
- Experimental and Numerical Investigation On Air Side PerformanceDocument10 pagesExperimental and Numerical Investigation On Air Side PerformanceAliArababadiPas encore d'évaluation
- Growth Curve ModellingDocument13 pagesGrowth Curve ModellingAliArababadiPas encore d'évaluation
- CFD Thermal Analysis and Optimization of PDFDocument5 pagesCFD Thermal Analysis and Optimization of PDFAliArababadiPas encore d'évaluation
- Srmegseminartunnelboringmachines27good 140606014613 Phpapp02Document27 pagesSrmegseminartunnelboringmachines27good 140606014613 Phpapp02AliArababadiPas encore d'évaluation
- S 55 WikaDocument2 pagesS 55 WikaAliArababadiPas encore d'évaluation
- Ce301 141122103613 Conversion Gate01Document80 pagesCe301 141122103613 Conversion Gate01AliArababadiPas encore d'évaluation
- AgrenajDocument24 pagesAgrenajPeter SmithPas encore d'évaluation
- LVDT Selection, Handling and Installation GuidelinesDocument10 pagesLVDT Selection, Handling and Installation GuidelinesAliArababadiPas encore d'évaluation
- Readme EDocument2 pagesReadme EAliArababadiPas encore d'évaluation
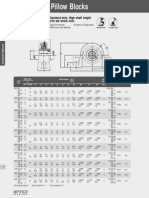
- UCP Pillow Blocks: Standard Duty. High Shaft Height With Set Screw LockDocument1 pageUCP Pillow Blocks: Standard Duty. High Shaft Height With Set Screw LockAliArababadiPas encore d'évaluation
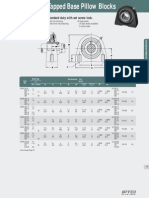
- UCPA Tapped Base Pillow BloDocument1 pageUCPA Tapped Base Pillow BloAliArababadiPas encore d'évaluation
- SAF 4-Bolt Flange Units PDFDocument1 pageSAF 4-Bolt Flange Units PDFAliArababadiPas encore d'évaluation
- SBF 4-Bolt Flange UnitsDocument1 pageSBF 4-Bolt Flange UnitsAliArababadiPas encore d'évaluation
- SBF 4-Bolt Flange UnitsDocument1 pageSBF 4-Bolt Flange UnitsAliArababadiPas encore d'évaluation
- PP Uk2004Document24 pagesPP Uk2004AliArababadiPas encore d'évaluation
- Sprag FreewheelDocument28 pagesSprag FreewheelAliArababadiPas encore d'évaluation
- Linear Ball BearingsDocument19 pagesLinear Ball Bearingsstupid1112Pas encore d'évaluation
- UC & UCW Bearing InsertsDocument1 pageUC & UCW Bearing InsertsAliArababadiPas encore d'évaluation
- IBSCO CatalogDocument48 pagesIBSCO CatalogAliArababadiPas encore d'évaluation
- The Design of Rolling Bearing Mountings: PDF 8/8: GlossaryDocument21 pagesThe Design of Rolling Bearing Mountings: PDF 8/8: GlossarybearinghuPas encore d'évaluation
- AgrenajDocument24 pagesAgrenajPeter SmithPas encore d'évaluation
- 002005ea 3Document30 pages002005ea 3AliArababadi100% (1)
- 002005ea 4Document31 pages002005ea 4AliArababadiPas encore d'évaluation
- 002005ea 4Document31 pages002005ea 4AliArababadiPas encore d'évaluation
- Matacid AsDocument4 pagesMatacid Asraju.dhPas encore d'évaluation
- Rating Update - June 2019Document54 pagesRating Update - June 2019maruf908Pas encore d'évaluation
- Schaeffler Kolloquium 2014 02 enDocument9 pagesSchaeffler Kolloquium 2014 02 enNazif MisnanPas encore d'évaluation
- Changshu Walsin Specialty Steel Co., LTD: Company ProfileDocument1 pageChangshu Walsin Specialty Steel Co., LTD: Company ProfileHarish KrishnamoorthyPas encore d'évaluation
- Characteristics of Iron OreDocument4 pagesCharacteristics of Iron OreNathan SwamiPas encore d'évaluation
- CSA C22 No.131Document1 pageCSA C22 No.131metin yurtseverPas encore d'évaluation
- RAJKOT: Students of 6: Prof. Pratik Koradiya SirDocument3 pagesRAJKOT: Students of 6: Prof. Pratik Koradiya Siryash kalavadiaPas encore d'évaluation
- Laser Consumables PDFDocument1 pageLaser Consumables PDFAnonymous cXX1tYY2Pas encore d'évaluation
- MaterialogyDocument181 pagesMaterialogyrajraj3550Pas encore d'évaluation
- Extra High Voltage XLPE Cables: LntrodllctiollDocument3 pagesExtra High Voltage XLPE Cables: LntrodllctiollNika ThaiPas encore d'évaluation
- Advera 401PS PDFDocument1 pageAdvera 401PS PDFkishanptlPas encore d'évaluation
- Engineering Standards SAEC Waste Disposal LandfillsDocument17 pagesEngineering Standards SAEC Waste Disposal LandfillsAhmad RazaPas encore d'évaluation
- World Class Manufacturing PracticesDocument5 pagesWorld Class Manufacturing PracticesSumit_Raj_Patn_8373Pas encore d'évaluation
- Miniature Lamp GuideDocument3 pagesMiniature Lamp GuideKAZIMALI25Pas encore d'évaluation
- Final Canvass PDFDocument3 pagesFinal Canvass PDFjavierb.jungPas encore d'évaluation
- Equipment List Corn Oil Update Terbaru 01-10-2011Document8 pagesEquipment List Corn Oil Update Terbaru 01-10-2011ayiep1202Pas encore d'évaluation
- Identifying Toyota HiluxDocument4 pagesIdentifying Toyota Hiluxtoaster es100% (1)
- Owner'S Manual: New Type Cyclone Vacuum CleanerDocument24 pagesOwner'S Manual: New Type Cyclone Vacuum CleanerniknikolPas encore d'évaluation
- SN398 2008-04 eDocument4 pagesSN398 2008-04 ewasim_akp9885Pas encore d'évaluation
- Shrinkage Allowance Draft Allowance Distortion or Camber Allowance Rapping or Shaking Allowance Finishing AllowanceDocument75 pagesShrinkage Allowance Draft Allowance Distortion or Camber Allowance Rapping or Shaking Allowance Finishing AllowanceZaheer AhamedPas encore d'évaluation
- Newcon Suggested Specifications Rev 100715Document1 pageNewcon Suggested Specifications Rev 100715saroat moongwattanaPas encore d'évaluation
- Materials Notes Sem 2Document161 pagesMaterials Notes Sem 2rishigoel284Pas encore d'évaluation
- Tranportation All ExperimentDocument55 pagesTranportation All ExperimentMaiwand KhanPas encore d'évaluation
- MPSP Mill - Simhadri1Document18 pagesMPSP Mill - Simhadri1santoshkumar777Pas encore d'évaluation