Vous aimerez peut-être aussi
- Manual em Ingles e Bem Explicado Tig 200 AcdcDocument16 pagesManual em Ingles e Bem Explicado Tig 200 AcdcMarcelo CarnicelliPas encore d'évaluation
- Power Supply Projects: A Collection of Innovative and Practical Design ProjectsD'EverandPower Supply Projects: A Collection of Innovative and Practical Design ProjectsÉvaluation : 3 sur 5 étoiles3/5 (2)
- Instruction Manual For Arc Welding MachineDocument9 pagesInstruction Manual For Arc Welding MachineChockalingam ChidambaramPas encore d'évaluation
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1D'EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Évaluation : 2.5 sur 5 étoiles2.5/5 (3)
- InverterDocument13 pagesInverterBrinzeiMarianPas encore d'évaluation
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesD'EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesPas encore d'évaluation
- Operating Manual: Inverter Series AC/DC Pulse TIG Welding MachinesDocument40 pagesOperating Manual: Inverter Series AC/DC Pulse TIG Welding MachinesTran Anh LePas encore d'évaluation
- Lotos CT520D ManualDocument12 pagesLotos CT520D Manualgsmith21100% (1)
- Alphatig 200X Manual 03-20-14 Ver2Document14 pagesAlphatig 200X Manual 03-20-14 Ver2mikePas encore d'évaluation
- UWI 150 TP Owners ManualDocument20 pagesUWI 150 TP Owners Manualajshsu5682Pas encore d'évaluation
- Pinnacle - Welder - Super160manualDocument13 pagesPinnacle - Welder - Super160manualhdquanPas encore d'évaluation
- Ac DC 206i ManualDocument4 pagesAc DC 206i Manualstef1463Pas encore d'évaluation
- Intro TIG WeldingDocument8 pagesIntro TIG WeldingnikhilconPas encore d'évaluation
- 200acdc TigDocument14 pages200acdc TigAngelo GrausoPas encore d'évaluation
- Indian Institute of Welding - ANB Refresher Course - Module 09Document43 pagesIndian Institute of Welding - ANB Refresher Course - Module 09dayalramPas encore d'évaluation
- Phase-Sequence Phase-Loss Relay: K8AB-PH1-LDocument8 pagesPhase-Sequence Phase-Loss Relay: K8AB-PH1-LNguyễn Thanh QuangPas encore d'évaluation
- W Section 2 Tig Welding Saf Fro General Catalogue3005009245853932523Document18 pagesW Section 2 Tig Welding Saf Fro General Catalogue3005009245853932523Rolando DaclanPas encore d'évaluation
- Operating Manual: AUTOWELD Series Inverter DC Submerged Arc Welding MachinesDocument30 pagesOperating Manual: AUTOWELD Series Inverter DC Submerged Arc Welding MachinesKeval PatelPas encore d'évaluation
- DCL 33AInstructionManualDocument20 pagesDCL 33AInstructionManualDobrin PaulPas encore d'évaluation
- Instruction Manual For Mig Welding MachineDocument8 pagesInstruction Manual For Mig Welding MachinenyaungzinPas encore d'évaluation
- TIG200A User ManualDocument14 pagesTIG200A User Manualjeffradford9138Pas encore d'évaluation
- CT WelderinstructionsDocument11 pagesCT WelderinstructionsColin Danger AmorosoPas encore d'évaluation
- Owner'S Manual: Generator / Welder NGW-190HDocument15 pagesOwner'S Manual: Generator / Welder NGW-190HBeto Pf MadridPas encore d'évaluation
- Everlast Products Owner'S Manual Everlast Super164/205/256P AC/DC/TIG/MMA Pulsed Welder With Plasma Cutter Everlast TIG 160/200 AC/DC WelderDocument21 pagesEverlast Products Owner'S Manual Everlast Super164/205/256P AC/DC/TIG/MMA Pulsed Welder With Plasma Cutter Everlast TIG 160/200 AC/DC WelderJayakrishnaPas encore d'évaluation
- Panasonic PT-53WX42F Service Repair Manual - Ep824Document130 pagesPanasonic PT-53WX42F Service Repair Manual - Ep824Larry LeavittPas encore d'évaluation
- Phase Sequence Relays)Document8 pagesPhase Sequence Relays)sabrahimaPas encore d'évaluation
- Tig Inverter: Instruction ManualDocument12 pagesTig Inverter: Instruction ManualMuhammad ShakeelPas encore d'évaluation
- Arc Tig 135 Welder Rev 2Document28 pagesArc Tig 135 Welder Rev 2mike jonesPas encore d'évaluation
- Manual Solda Multi MigDocument18 pagesManual Solda Multi MigRONALDO GONÇALVESPas encore d'évaluation
- Ronch 200MAX User ManualDocument13 pagesRonch 200MAX User ManualDareysi VicentePas encore d'évaluation
- Hanyoung Ax Serie Instruction Manual Eng PDFDocument4 pagesHanyoung Ax Serie Instruction Manual Eng PDFMorita HdzPas encore d'évaluation
- Cut 40 Air Plasma Cutter ManualDocument8 pagesCut 40 Air Plasma Cutter ManualAymeric Theyse100% (1)
- Sharp Lc-32a28l 42a48l SMDocument118 pagesSharp Lc-32a28l 42a48l SMslowend100% (1)
- Cebora Bravo MIG2235 ManualDocument5 pagesCebora Bravo MIG2235 Manualradu_3g6573100% (1)
- Somenath GhoshDocument52 pagesSomenath Ghoshravi00098Pas encore d'évaluation
- Aotai ARC TIG 140 - 160 - 180 - 200 Operating ManualDocument33 pagesAotai ARC TIG 140 - 160 - 180 - 200 Operating Manualmaverick kitaroPas encore d'évaluation
- 58 8027 4.bigDocument14 pages58 8027 4.bigsochart222Pas encore d'évaluation
- ALSTOM Instntneous Voltage Relay VAGM HighResDocument4 pagesALSTOM Instntneous Voltage Relay VAGM HighResMorgan Brooks0% (1)
- 3RT1054 1ap36Document5 pages3RT1054 1ap36Rusty AllenPas encore d'évaluation
- BallastDocument16 pagesBallastruchir_bhoglekarPas encore d'évaluation
- CT312Document15 pagesCT312Kevin BlanerPas encore d'évaluation
- Series: Multifunction Solid State DIN Mount Time Delay RelayDocument3 pagesSeries: Multifunction Solid State DIN Mount Time Delay RelayLUISG4141Pas encore d'évaluation
- RAZOR TIG 200 ACDC ManualDocument40 pagesRAZOR TIG 200 ACDC ManualJasonPas encore d'évaluation
- TIG Welding in The Product Realization LabDocument12 pagesTIG Welding in The Product Realization LabFahmi HarisPas encore d'évaluation
- Mitech Welder ManualDocument13 pagesMitech Welder ManualkapasuduPas encore d'évaluation
- Top Gun I-ARC 130Document9 pagesTop Gun I-ARC 130Tom PleysierPas encore d'évaluation
- 01 s0201 RCCB F 360 XDocument16 pages01 s0201 RCCB F 360 XfndprojectPas encore d'évaluation
- KG-K125 Latching RelayDocument3 pagesKG-K125 Latching RelayCésar Andrés Barrios ArroyoPas encore d'évaluation
- STK416 130Document12 pagesSTK416 130Tecmicro Gonzalez100% (1)
- Top Gun I-ARC 180Document9 pagesTop Gun I-ARC 180Tom PleysierPas encore d'évaluation
- Com-Power NW h1t-h1th, NT h2t With Tesys F - Tds25 (Web)Document6 pagesCom-Power NW h1t-h1th, NT h2t With Tesys F - Tds25 (Web)Anderson TpsPas encore d'évaluation
- Welding Machine ParticularsDocument12 pagesWelding Machine ParticularsJeganeswaranPas encore d'évaluation
- Tornado - 401 USER MAnDocument11 pagesTornado - 401 USER MAnvipulPas encore d'évaluation
- Top Gun 200s MSTDocument18 pagesTop Gun 200s MSTTom PleysierPas encore d'évaluation
- Beko 14.2 Chassis Full TV SMDocument34 pagesBeko 14.2 Chassis Full TV SMJosep Maria Bargallo MoyaPas encore d'évaluation
- Arc Tig131Document29 pagesArc Tig131booboostPas encore d'évaluation
- Chapiter3 - Mig Mag Welding50931Document22 pagesChapiter3 - Mig Mag Welding50931Augusto SoaresPas encore d'évaluation
- Phantom 400Document14 pagesPhantom 400Yogendra ReddyPas encore d'évaluation
- Winbond w83627hfDocument185 pagesWinbond w83627hfAnonymous iYKTkmhpZPas encore d'évaluation
- Anilam 1100m CNC 70000289Document296 pagesAnilam 1100m CNC 70000289Anonymous iYKTkmhpZ100% (1)
- Anilam 3000M CNC 70000505Document121 pagesAnilam 3000M CNC 70000505Anonymous iYKTkmhpZPas encore d'évaluation
- 70000635a PDFDocument33 pages70000635a PDFAnonymous iYKTkmhpZPas encore d'évaluation
- 70000635a PDFDocument33 pages70000635a PDFAnonymous iYKTkmhpZPas encore d'évaluation
- Anilam 3000M CNC 70000416D For 3000MDocument106 pagesAnilam 3000M CNC 70000416D For 3000MAnonymous iYKTkmhpZPas encore d'évaluation
- Anilam 3000M CNC 70000499fDocument126 pagesAnilam 3000M CNC 70000499fAnonymous iYKTkmhpZPas encore d'évaluation
- Fiat Scudo RadioDocument22 pagesFiat Scudo RadioAnonymous iYKTkmhpZPas encore d'évaluation
- Mastercool Air Conditioner Service ManualDocument2 pagesMastercool Air Conditioner Service ManualJubril Akinwande100% (1)
- 000 0 EQ DS520 ST87c520 PDFDocument26 pages000 0 EQ DS520 ST87c520 PDFAnonymous iYKTkmhpZPas encore d'évaluation
- 51328a PDFDocument28 pages51328a PDFCireneu TonioniPas encore d'évaluation
- GYS Gysmi 180 Ac/dcDocument4 pagesGYS Gysmi 180 Ac/dcAnonymous iYKTkmhpZPas encore d'évaluation
- 51328a PDFDocument28 pages51328a PDFCireneu TonioniPas encore d'évaluation
- KA7552A Power Supply UtechDocument6 pagesKA7552A Power Supply UtechHeriberto Flores AmpiePas encore d'évaluation
- Lathe Chuck Backplate FittingDocument2 pagesLathe Chuck Backplate FittingAnonymous iYKTkmhpZ100% (3)
- 000-0-EQ-DS520-ST87c520 Dallas 80C320/87C520 Starter KitDocument26 pages000-0-EQ-DS520-ST87c520 Dallas 80C320/87C520 Starter KitAnonymous iYKTkmhpZPas encore d'évaluation
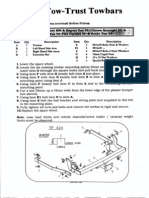
- 424 TowbarDocument1 page424 TowbarAnonymous iYKTkmhpZPas encore d'évaluation
- How To Use PassThru With Lexia PPODocument3 pagesHow To Use PassThru With Lexia PPOHeyziqà SyahmiPas encore d'évaluation
- Altos Easystore Users ManualDocument169 pagesAltos Easystore Users ManualSebPas encore d'évaluation
- Manual TV Hyundai HYLED3239iNTMDocument40 pagesManual TV Hyundai HYLED3239iNTMReinaldo TorresPas encore d'évaluation
- NATO Obsolescence Management PDFDocument5 pagesNATO Obsolescence Management PDFluisPas encore d'évaluation
- USTH Algorithm RecursionDocument73 pagesUSTH Algorithm Recursionnhng2421Pas encore d'évaluation
- Kamal: Sales and Marketing ProfessionalDocument3 pagesKamal: Sales and Marketing ProfessionalDivya NinawePas encore d'évaluation
- Studies - Number and Algebra P1Document45 pagesStudies - Number and Algebra P1nathan.kimPas encore d'évaluation
- Adding and Subtracting FractionsDocument4 pagesAdding and Subtracting Fractionsapi-508898016Pas encore d'évaluation
- 1 s2.0 S2238785423001345 MainDocument10 pages1 s2.0 S2238785423001345 MainHamada Shoukry MohammedPas encore d'évaluation
- Engine Stalls at Low RPM: Diagnostic CodesDocument3 pagesEngine Stalls at Low RPM: Diagnostic CodesAmir Bambang YudhoyonoPas encore d'évaluation
- Face Detection and Recognition Using Opencv and PythonDocument3 pagesFace Detection and Recognition Using Opencv and PythonGeo SeptianPas encore d'évaluation
- Catalogo Escavadeira EC27CDocument433 pagesCatalogo Escavadeira EC27CNilton Junior Kern50% (2)
- Evolution of Campus Switching: Marketing Presentation Marketing PresentationDocument35 pagesEvolution of Campus Switching: Marketing Presentation Marketing PresentationRosal Mark JovenPas encore d'évaluation
- Ziarek - The Force of ArtDocument233 pagesZiarek - The Force of ArtVero MenaPas encore d'évaluation
- B.e.eeeDocument76 pagesB.e.eeeGOPINATH.MPas encore d'évaluation
- ProjectDocument22 pagesProjectSayan MondalPas encore d'évaluation
- Gics-In-India Getting Ready For The Digital WaveDocument81 pagesGics-In-India Getting Ready For The Digital Wavevasu.gaurav75% (4)
- Teal Motor Co. Vs CFIDocument6 pagesTeal Motor Co. Vs CFIJL A H-DimaculanganPas encore d'évaluation
- 6 - European Cluster Partnership For Excellence - European Cluster Collaboration PlatformDocument5 pages6 - European Cluster Partnership For Excellence - European Cluster Collaboration PlatformDaniela DurducPas encore d'évaluation
- Lecture 1 Electrolyte ImbalanceDocument15 pagesLecture 1 Electrolyte ImbalanceSajib Chandra RoyPas encore d'évaluation
- Distance SortDocument6 pagesDistance SortAI Coordinator - CSC JournalsPas encore d'évaluation
- Molde Soldadura TADocument1 pageMolde Soldadura TAMarcos Ivan Ramirez AvenaPas encore d'évaluation
- Most Probable Number (MPN) Test: Principle, Procedure, ResultsDocument4 pagesMost Probable Number (MPN) Test: Principle, Procedure, ResultsHammad KingPas encore d'évaluation
- Operator'S Manual PM20X-X-X-BXX: 2" Diaphragm PumpDocument12 pagesOperator'S Manual PM20X-X-X-BXX: 2" Diaphragm PumpOmar TadeoPas encore d'évaluation
- Salwico CS4000 Fire Detection System: Consilium Marine ABDocument38 pagesSalwico CS4000 Fire Detection System: Consilium Marine ABJexean SañoPas encore d'évaluation
- 04 Membrane Structure NotesDocument22 pages04 Membrane Structure NotesWesley ChinPas encore d'évaluation
- Paper 4 Material Management Question BankDocument3 pagesPaper 4 Material Management Question BankDr. Rakshit Solanki100% (2)
- TRAVEL POLICY CARLO URRIZA OLIVAR Standard Insurance Co. Inc - Travel Protect - Print CertificateDocument4 pagesTRAVEL POLICY CARLO URRIZA OLIVAR Standard Insurance Co. Inc - Travel Protect - Print CertificateCarlo OlivarPas encore d'évaluation
- PEA Comp Study - Estate Planning For Private Equity Fund Managers (ITaback, JWaxenberg 10 - 10)Document13 pagesPEA Comp Study - Estate Planning For Private Equity Fund Managers (ITaback, JWaxenberg 10 - 10)lbaker2009Pas encore d'évaluation
- Reflective Memo 1-PracticumDocument5 pagesReflective Memo 1-Practicumapi-400515862Pas encore d'évaluation
- BS 215-2-1970-Aluminium Conductors and Aluminium Conductors Steel-Reinforced For Overhead Power TransmissionDocument16 pagesBS 215-2-1970-Aluminium Conductors and Aluminium Conductors Steel-Reinforced For Overhead Power TransmissionDayan Yasaranga100% (2)
- Arizona, Utah & New Mexico: A Guide to the State & National ParksD'EverandArizona, Utah & New Mexico: A Guide to the State & National ParksÉvaluation : 4 sur 5 étoiles4/5 (1)
- South Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptD'EverandSouth Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptÉvaluation : 5 sur 5 étoiles5/5 (1)
- New York & New Jersey: A Guide to the State & National ParksD'EverandNew York & New Jersey: A Guide to the State & National ParksPas encore d'évaluation
- The Bahamas a Taste of the Islands ExcerptD'EverandThe Bahamas a Taste of the Islands ExcerptÉvaluation : 4 sur 5 étoiles4/5 (1)
- Japanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensD'EverandJapanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensPas encore d'évaluation
- Naples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoD'EverandNaples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoÉvaluation : 5 sur 5 étoiles5/5 (1)