SPE-171024-MS
Unique System for Underbalanced Drilling Using Air in the Marcellus Shale
Chris Maranuk, Ali Rodriguez, Joe Trapasso, and Joshua Watson, Weatherford
Copyright 2014, Society of Petroleum Engineers
This paper was prepared for presentation at the SPE Eastern Regional Meeting held in Charleston, WV, USA, 2123 October 2014.
This paper was selected for presentation by an SPE program committee following review of information contained in an abstract submitted by the author(s). Contents
of the paper have not been reviewed by the Society of Petroleum Engineers and are subject to correction by the author(s). The material does not necessarily reflect
any position of the Society of Petroleum Engineers, its officers, or members. Electronic reproduction, distribution, or storage of any part of this paper without the written
consent of the Society of Petroleum Engineers is prohibited. Permission to reproduce in print is restricted to an abstract of not more than 300 words; illustrations may
not be copied. The abstract must contain conspicuous acknowledgment of SPE copyright.
Abstract
Underbalanced drilling offers significant advantages in terms of increased rate of penetration (ROP), less
formation damage, reduced lost circulation material, decreased cost of cuttings disposal, and increased
production. Underbalanced drilling injects gas into a mud column to lower the overall equivalent mud
weight to create a drilling environment where the pressure in the wellbore is kept lower than the fluid
pressure in the formation being drilled. Air is the ultimate underbalanced fluid, but diminishes the
efficiencies of mud motors, and prevents the use of mud pulse telemetry MWD tools due to the lack of
an incompressible fluid. With air drilling, the only fluid injected into the well is a small amount of oil
needed to prevent corrosion. Downhole mechanical forces are usually more violent due to the lack of a
fluid column for dampening as well as the higher air volumes going through the bottom hole assembly
(BHA) for cuttings flow. Common drilling technologies to address air drilling include Electromagnetic
Telemetry (EM), mud motors, and downhole air hammers, but reliability issues are particularly prevalent,
especially for the EM MWD tools and downhole mud motors.
Air drilling has become popular especially in the Marcellus and Utica shale reservoirs in the Northeast
United States because of higher ROP and less formation damage. As an example, of the 111 rigs drilling
in the Marcellus Shale, 27 rigs are drilling underbalanced and 23 are being drilled with air. A unique
drilling system incorporating the use of downhole mud motors, EM MWD, and air hammers has been
specifically designed and ruggedized to address downhole shock and vibration encountered in air drilling.
Use of this system has resulted in significant reduction of non-productive time (NPT) while drilling with
air.
This paper will describe how air drilling is being successfully utilized in the unconventional reservoir
of the Marcellus shale in the Northeast United States. Drilling fluids and their affect on various pressure
regimes will be discussed. The new drilling system will be described and drilling parameters highlighting
the differences between mud and air drilling will be provided. Modifications to the BHA to increase
reliability will be discussed, and success metrics presented.
Introduction
The ability to drill wells faster in the Northeast United States is critical for well profitability. While
seeking alternatives to increase ROP and reduce drilling costs, a few operators implemented batch drilling
practices for pad locations. This provides an attractive alternative by allowing multiple wells to share the
SPE-171024-MS
Figure 1Types of fluids used to address various pore pressure regimes.
same surface location effectively reducing footprint and environmental impact. Common well design
utilizes streamline well construction where low costs rigs can drill the top hole sections and larger, more
expensive rigs drill the curve and lateral sections. The typical well plan incorporates surface, intermediate,
curve, and lateral sections that combined may exceed 18,000 feet. The lateral sections are the most critical
and range between 2,000 and 8,000 feet depending on formation and well geometry. The goal for close
proximity well design is to minimize well to well interference and maximize reservoir exposure.
Air drilling provides a significant decrease in hydrostatic pressure over common mud types resulting
in an increased ROP. Additionally, significantly better hole cleaning can be achieved resulting from the
high air velocities used to drill the well. Finally, mud and cuttings handling costs can be reduced since
there are no chemicals to absorb and no cuttings cleaning requirements on virgin formation. Early tests
of this application proved it as a viable option for the Marcellus and the Utica fields. Initially, hammer
bits were used for air drilling but significant challenges involving directional control emerged as well plan
trajectories became more advanced. The development of ruggedized mud motors and MWD tools capable
of handling these challenges, and the use of specialized fluid control systems eventually allowed for more
conventional BHAs to be successful when used for air drilling.
Types of Fluid Regimes
Drilling fluid and its circulation system are utilized to clean the borehole, stabilize rock, control pressures,
and enhance drilling rates in all phases of a drilling program. Drilling fluids allow for sufficient cooling,
lubrication, cuttings removal, and adequate transference of hydraulic energy to the bit and other downhole
tools. Though rheology varies, circulation systems focus on operating under specific pressure ranges in
relation to formation and reservoir pore pressures. Figure 1 illustrates how various fluid systems are
applied over the range of formation pore pressure gradients.
Overbalanced Drilling
Overbalanced drilling is the state where the hydrostatic pressure of the fluid column exceeds the pore
pressure of the formation. Operating overbalanced is the safest and most common status of a well in
SPE-171024-MS
typical drilling conditions. The hydrostatic pressure exerted by the mud column functions as the primary
well control device. This condition is also the most diverse as it may be achieved with a variety of fluid
types and operating practices with no modifications; however, running in an overbalanced condition does
allow for some detrimental effects. For example, if the hydrostatic pressure of the drilling fluid exceeds
the formation fracture gradient, the operator would need to set casing and continue to drill a smaller hole
size. Fluid invasion and formation damage may result in wellbore instability, leading to losses and a
possible kick scenario, and may also negatively affect production.
Managed Pressure Drilling
Managed pressure drilling is an adaptive process where the hydrostatic pressure exerted on the bottom of
the hole is engineered for balanced differential pressure. By maintaining drilling fluid pressures that equal
the pore pressure of the exposed formation during drilling, operators are able to successfully mitigate
some of the detrimental effects found in an overbalanced state such as wellbore instability, lost-circulation
zones, over/under pressurized formations, and shallow flows. These hazards may threaten the operational
viability and ultimately the economic success of the well. Operations under these conditions report an
increased ROP, prolonged bit life, and enhanced drilling efficiency. Additionally, due to pressures being
constantly monitored and manipulated, flexibility is afforded during the drilling process. As formation
pore pressure changes from rock to rock, the managed pressure drilling (MPD) process allows for
successful mitigation and control of bottom hole pressures by using a combination of tools, techniques,
and controls that use backpressure, fluid rheology, annular fluid level, circulating friction, and well
geometry to attain the desired pressure profile. The methods of MPD consist of controlling bottom hole
pressure, maintaining a pressurized mud cap, and utilizing returns flow control. Successful implementation may allow for flexibility in the casing design resulting in the elimination of certain strings leading to
significant financial savings.
Underbalanced Drilling
Underbalanced drilling is the state where the hydrostatic pressure exerted by the fluid column is less than
the pore pressure of the formation. A simple change of pore pressure or equivalent fluid density may
unknowingly transition into underbalanced drilling and represent a kick scenario for an overbalanced
system whereas, a constant state of transition exists in MPD system. However, UBD systems are designed
to operate under these circumstances of constant fluid influx from the formation. Since the operational
goal is to maintain fluid density below pore pressure, several fluid types may be utilized.
Two Phase and Foam
While many drilling fluid systems are capable of introducing an underbalanced state, intentional lowering
of fluid density is typically achieved through aeration. Low density drilling fluids are broken down
coarsely into two phase or aerated fluids and foams. Aerated fluids are defined by a 46:54 liquid to gas
percent ratio. When this ratio is exceeded, 4-46:54-96, the drilling fluid is considered foam. The aeration
process may utilize compressed air, natural gas, exhaust gas, or cryogenic or membrane nitrogen to relieve
bottom hole pressure. Nitrogen is typically used due to its low reactivity and lack of combustibility.
Additionally, the introduction of oxygen into an aerated fluid enhances corrosion potentials and significantly increases risk for downhole fires. Aeration may be achieved by an injection unit mixing gas with
fluid pumped down the pipe bore, injecting into the annulus via a parasite string, or injecting into the
annulus via concentric casing. Aerated drilling fluid is compressible and significantly attenuates signal
from pulse based M/LWD tools when gas rates reach around 10% of total flow. This situation renders
these tools incapable of transmitting adequate data to surface. As such, other telemetry methods are
required.
Foam is an aggregation of gas separated by liquid that may be described as stiff, stable, or styrofoam.
Foams allow for more stable underbalanced circulation system than traditional two phase systems. They
have sufficient viscosity properties both downhole and at surface for successful solids removal. They pose
SPE-171024-MS
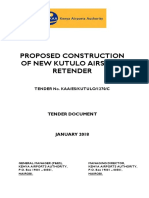
Figure 2Typical ROPs of fluid vs. air drilling in 12.25 and 8.75 hole sizes.
no environmental risk because they are acid soluble and are not affected by evaporates downhole.
Additionally, foam systems have a lower risk of borehole instability due to reduced annular velocities.
Misting and Dry Air Drilling
Dry air drilling or dusting is the utilization of 100% gas as the drilling fluid system. Air rates in the
Northeast United States typically range from 2,000 to up to 6,000 standard cubic feet per minute (scfm).
Generally, injection of 5-8 gallons per hour of rock oil or hammer oil is used to keep the bit, motor or
down-hole hammer lubricated and cool. While air drilling requires significantly larger flow velocity for
carrying capacity, it significantly increases ROP and bit life. In addition to optimal hole cleaning,
decreased costs, and maximized ROP, dusting is able to maintain exceptional shale and clay control. Air
is considered to be the least expensive fluid for operations since there is no cleanup or disposal for the
fluid on surface. It also drills faster than conventional fluid systems by three to four times depending on
depth and rock strength (see Fig. 2 for a comparison of fluid types vs. typical ROP for selected borehole
sizes).
Dusting is ideal for hammer operations but is susceptible to fluid influx from the formation. Once
influx has occurred, the fluid must be switched over to a mist or foam. Liquid influx will result in mud
rings which limit hole cleaning and pose a significant risk of pack off or stuck pipe. In misting conditions,
the liquid to gas percent ratio exceed 4:96. For operations in the Northeast United States, liquid injection
rates range from 10 to 50 gallons per minute (gpm) or higher and typically incorporates surfactants and
corrosion inhibitors. The additional surfactants prevent the buildup of the mud rings. Corresponding air
injection rates would range from 1,000 to 5,000 scfm.
Misting has lower velocity requirements than dusting due to liquid carrying capacity. ROP typically
slows 30 to 50 percent in the transition from air to mist due to increased annular pressure. Large liquid
influx from the formation would result in rolling back to a foam or two phase system. In summary, the
SPE-171024-MS
Figure 3Types of aerated fluids used for underbalanced drilling. Carrying capacity increases from left to right. Fluid velocity requirements increase
from right to left.
major disadvantages of using air for drilling are its limitation to handle fluid influx, the reduction of carry
capacity compared to foam and other normal mud regimes, and the increased flow velocities required to
ensure adequate cuttings removal.
Figure 3 demonstrates the trade-off between carry capacity and flow velocities required for selective
underbalanced drilling fluid types.
Why Use an Air Drilling System?
Directional drilling in a dry air application is widely used in the northeast United States for top hole
sections of wells. The benefits previously discussed become compounded as the batch drilling process
becomes more commonplace. The reduction in drilling days, drilling fluid costs, and cuttings handling
expenses make batch drilling with air economically more viable.
The simplest application of conventional air drilling is used for non-directional applications and
involves nothing more than a tri-cone or polycrystalline diamond cutter (PDC) bit. Other straight hole or
non-directional applications use downhole air hammers or straight housing air motors. These nondirectional assemblies can be run in several different BHA configurations ranging anywhere from a
semi-stabilized, fully stabilized or slick configuration. The most common method of straight hole air
drilling is to stack the BHA with additional drill collars to create a heavy vertical hanging effect that helps
maintain a vertical well bore.
SPE-171024-MS
Figure 4 Typical Directional Air Drilling Bottom Hole Assembly (Option No. 1). This figure shows a typical directional BHA for dry air drilling
with a mud motor, EM MWD and a hammer bit
A motorized air hammer BHA configuration is not as widely used but is just as effective. This
configuration consists of an air hammer position at the end of a bent air motor. This BHA is run with an
EM MWD tool and a shock sub. An air by-pass sub is used in this configuration to divert a certain
percentage of air above the motor preventing overspinning (see Fig. 4). This added governor aids in
hammer control and increases the longevity of a hammer bit. While directional control is possible in this
configuration care must be taken when selecting not only the bit to bend distance but also the bend angle
of the motor. Too much angle does inhibit the flat striking impact of the hammer and can cause damage
to the hammer bit shortening its life. In addition to maintaining a vertical hole, the heavy BHA mentioned
previously maintains a downward impact of an air hammer preventing the BHA from bouncing.
The most common and reliable air directional BHA is a bent housing air motor with a tri-cone bit or
PDC bit. This BHA is used with an EM MWD system above the motor with a shock sub below (see Fig.
5).
Air Drilling System
An EM MWD telemetry system offers several advantages over standard mud pulse telemetry systems and
is the preferred method of transmitting data from a downhole tool to surface during underbalanced
operations. The key advantage over mud pulse tools is that it can be used with compressible fluids, such
as aerated fluids or air. However, the use of air as a drilling fluid is particularly challenging for any MWD
tool and mud motor due to the extreme levels of axial and cross-axial vibrations generated by the lack of
a liquid fluid regime.
SPE-171024-MS
Figure 5Typical Directional Air Drilling Bottom Hole Assembly (Option No. 2). This figure shows a typical directional BHA for dry air drilling
with a mud motor, EM MWD and a tri-cone bit.
A few operators recognized the potential benefit of drilling with dry air to increase ROP in the area.
But due to congested pads with a great number of wells, the need for directional measurement and control
was recognized. Unfortunately, these early adaptors experienced a high number of failures when drilling
with MWD and mud motors due to the harsh air drilling environment.
To mitigate damaging vibration affects, studies were conducted to identify BHA changes and operational practices to improve reliability of the air drilling system. A number of common operational
practices were identified as exasperating lateral shocks and vibration. Implemented procedures limited off
bottom rotation, initiated staging compressors, and stopped the practice of drilling off weight-on-bit
(WOB). While differences were seen between BHA configurations, it became best practice to remove all
string stabilizers and utilize a inch undergage stabilizer on a bent housing motor with a bend setting no
greater than 1.5 degrees. Unfortunately, the impact on service reliability was not as substantial as
anticipated. As such, a new system was required to withstand these conditions and operate without failures
downhole. This upgrade included a modified air drilling motor, a ruggedized EM-MWD tool, a shock sub
and in certain instances a fluid by-pass sub.
The EM MWD tool was ruggedized utilizing more robust electronics and alternately designed shock
absorbers to mitigate vibration. The MWD mounting technique was converted to hold the tool in tension
while using redesigned centralizers that allowed other parts of the tool to move with the vibration instead
SPE-171024-MS
Figure 6 Spider plot of of the case study pad near Washington County in Western Pennsylvania.
of trying to eliminate it. The placement of the centralizers were modeled and engineered to eliminate
drilling harmonics that could cause damage to the MWD tool. The antenna of the EM tool was
re-engineered to withstand the high levels of vibration generated by the air injection. The overall length
was increased by over four times to successfully dampen damaging vibration and prevent concentration
on critical, small cross-section parts. The high rate lithium batteries were extensively lab tested lab and
then modified to qualify them to drill in this environment.
The drilling motor was modified for the air environment by making modifications that successfully
reduced the necessary lubrication for the bearing pack. With the changes, the motor only requires 5 gallons
of oil per hour to successfully extend its operating life. Additionally, a series of self-lubricating dynamic
sleeves were incorporated to support side loading and reinforce the bearing pack leading to added
longevity and better performance.
A shock sub was designed and utilized as a vibration dampener within the BHA. The new design is able
to absorb a large quantity of both axial and lateral vibrations generated by the mud motor. The tool
successfully dampens high frequency vibration that induces excessive shock to the MWD electronics and
sensors.
SPE-171024-MS
Figure 7Section and plan views of Well 6 drilled with dry air.
When air hammers are employed, a by-pass sub is used to minimize the amount of air pumped through
the BHA. This by-pass sub helps protect the hammer bits, which are sensitive to the higher air flow rates
required for successful hole cleaning.
Once the engineering phase of the project was completed, field trials were initiated. The new system
has since drilled over 400,000 feet with a success rate of greater than 98%.
Early Case Study
An operator was drilling a series of wells near Washington County in southwestern Pennsylvania. The
target reservoir was the Marcellus Shale. Because this is a populated area, drilling surface locations have
to be constructed as small as possible. In order to make drilling econmonical, as many wells as possible
were needed to drill on a single pad. The case study pad was designed to drill up to nine complex three
dimensional wells (see Fig. 6).
A typical well plan includes drilling from the surface to about 800 feet and setting 13-3/8 casing. From
surface casing, a hammer bit without directional measurements is used to drill to about 4,500 feet. The
directional air drilling system is used to drill from about 4,500 feet to approximately 7,000 feet. Finally,
a rotary steerable tool is used to drill the curve and lateral. Wells typically reach total depth at about
14,500 feet (see Fig. 7).
10
SPE-171024-MS
Figure 8 Footage drilled vs. inclination for the 6 wells drilled to date on the case study pad.
The first five wells were drilled with a low angle nudge up to about 30 degrees. The significance of
well 6 is that this well used the directional air drilling system to drill a complex three directional well from
4,600 feet to about 7,200 feet with an inclination of over 62 degrees (see Fig. 8). Almost 70% of the curve
was drilled using the directional air drilling system. This would not have been possible in an air
environment without the use of this system. Previously, the customer would use an expensive RSS sytem
to drill this intermediate section. Once they picked up the RSS, they had to change to a fluid based drilling
system which significantly increased mud cost and reduced ROP.
Well 6 was drilled with air at a rate of 3,800 scfm while injecting 22 gpm water. The 2,565 foot section
was drilled in 34.33 hours. The profile of this well kicked off from zero degrees at around 4,600 feet
(measured depth), built a 30 degree tangent at a 60 degree azimuth, and then turned to a 340 degree
azimuth while building the curve to 62 degrees. Through this section the MWD tool was able to remain
in its lowest power transmission setting, maximizing tool battery life and the potential time it can remain
down hole. Achieving this amount of build while drilling with air cut the time spent drilling the curve to
less than 12 hours. The average drilling time to build a curve section using conventional methods in the
Marcellus takes between 21 and 26 hours.
Drilling plans include the use of the directional air drilling system for wells 7 through 9 (at the time
this paper was published, wells 7 through 9 were not drilled).
The objective of the drilling program was to reduce pad drilling costs using the directional air drilling
system. As stated earlier, other benefits included the reduced rig, mud, and cuttings disposal cost, better
hole cleaning and increased ROP.
Conclusion
1. A new directional air drilling system has been designed that allows operators to reliably drill wells
using air as a drilling fluid.
2. The new system has two basic configurations: one that uses an air hammer and the other uses an
air bent housing motor and a standard bit.
3. EM MWD is critical for obtaining directional and formation evaluation data in the air drilling
environment.
4. Air drilling significantly improves hole cleaning due to the high volumes of air needed to remove
cuttings.
5. Use of the directional air drilling system decreases hydrostatic column to a minimum which results
in an increase in ROP over standard fluid based drilling systems.
SPE-171024-MS
11
6. Introduction of this technology has allowed the drilling program to be more economical due to
increased ROP, reduction in mud cost, less cuttings disposal, and the use of economical rigs.
Acknowledgements
The authors wish to thank the Weatherford management team for allowing us to publish and present this
paper. We wish to thank the rig crew and service specialists who ran the direction air drilling system and
collected field data for analysis.
Nomenclature
BHA
EM
EM MWD
gpm
MWD
MPD
M/LWD
NPT
PDC
ROP
RSS
scfm
TD
UBD
WOB
Bottom Hole Assembly
Electromagnetic
Electromagnetic MWD
Gallons per Minute
Measurement-While-Drilling
Managed Pressure Drilling
Measurement or Logging-While-Drilling
Nonproductive Time
Polycrystalline Diamond Cutter
Rate of Penetration
Rotary Steerable System
Standard Cubic Feet per Minute
Total Depth
Underbalanced Drilling
Weight-on-Bit
Vous aimerez peut-être aussi
- Packer Calculations SecureDocument230 pagesPacker Calculations SecureEmre Cengiz100% (3)
- Flange Gasket, Bolt, Wrench and Torque Reference ChartDocument13 pagesFlange Gasket, Bolt, Wrench and Torque Reference Chartrlk2806100% (1)
- Drill String Sheet PDFDocument7 pagesDrill String Sheet PDFRawsht MuradyPas encore d'évaluation
- Modelling of Torque PDFDocument102 pagesModelling of Torque PDFMahmoud Ahmed Ali Abdelrazik100% (1)
- Multilateral WellsDocument133 pagesMultilateral WellsBogdan StanciuPas encore d'évaluation
- JY7903 Series Oil-Resistant Sealing GreaseDocument2 pagesJY7903 Series Oil-Resistant Sealing GreaseilkerkozturkPas encore d'évaluation
- Nipple Up Xmas TreeDocument3 pagesNipple Up Xmas TreeilkerkozturkPas encore d'évaluation
- Survey Calculation ProceduresDocument168 pagesSurvey Calculation ProceduresilkerkozturkPas encore d'évaluation
- Emerging Materials Composites Asce PDFDocument46 pagesEmerging Materials Composites Asce PDFilkerkozturkPas encore d'évaluation
- Triple ComboDocument2 pagesTriple ComboilkerkozturkPas encore d'évaluation
- Torque Drag Analysis Using Finite Element MethodDocument16 pagesTorque Drag Analysis Using Finite Element MethodilkerkozturkPas encore d'évaluation
- High-Pressure, High-Temp Gauge for Hostile Wells (20Kpsi 190°CDocument1 pageHigh-Pressure, High-Temp Gauge for Hostile Wells (20Kpsi 190°CilkerkozturkPas encore d'évaluation
- Wellheads and Trees GuideDocument61 pagesWellheads and Trees Guideflorin78% (9)
- 36 Torque and Drag CalculationsDocument67 pages36 Torque and Drag CalculationsandrewPas encore d'évaluation
- Overview of Port Au Port #1 ST #3 Bullhead Acid Squeeze: Submitted byDocument29 pagesOverview of Port Au Port #1 ST #3 Bullhead Acid Squeeze: Submitted byilkerkozturkPas encore d'évaluation
- BKR CK Packer Milling FS74708Document2 pagesBKR CK Packer Milling FS74708ilkerkozturkPas encore d'évaluation
- Overview of Port Au Port #1 ST #3 Bullhead Acid Squeeze: Submitted byDocument29 pagesOverview of Port Au Port #1 ST #3 Bullhead Acid Squeeze: Submitted byilkerkozturkPas encore d'évaluation
- BJ TL-Tubing TestersDocument1 pageBJ TL-Tubing TestersilkerkozturkPas encore d'évaluation
- Differential Sticking Example Rev ADocument2 pagesDifferential Sticking Example Rev AilkerkozturkPas encore d'évaluation
- BJ Sliding SleeveDocument1 pageBJ Sliding SleeveilkerkozturkPas encore d'évaluation
- BJ Equalizing SubDocument1 pageBJ Equalizing SubilkerkozturkPas encore d'évaluation
- The Myths of Resin Coated ProppantDocument21 pagesThe Myths of Resin Coated ProppantilkerkozturkPas encore d'évaluation
- Pack RetrDocument20 pagesPack RetrilkerkozturkPas encore d'évaluation
- Model R-3 Retrievable Casing Packers GuideDocument21 pagesModel R-3 Retrievable Casing Packers Guideilkerkozturk100% (1)
- Slips For PRS Tool - 0801200615310100Document2 pagesSlips For PRS Tool - 0801200615310100ilkerkozturkPas encore d'évaluation
- PRS Packer & Milling Tool InfoDocument3 pagesPRS Packer & Milling Tool InfoilkerkozturkPas encore d'évaluation
- ESP Tapered StringDocument9 pagesESP Tapered StringKaleem UllahPas encore d'évaluation
- 2012 Unconventional Gas in EuropeDocument104 pages2012 Unconventional Gas in EuropezirimiaPas encore d'évaluation
- PowerProp Revision 0 Released September2011Document17 pagesPowerProp Revision 0 Released September2011ilkerkozturkPas encore d'évaluation
- A Guide To Shale GasDocument12 pagesA Guide To Shale GasYoungtae KimPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- TT1 2lecture SpinningDocument29 pagesTT1 2lecture SpinninghaiPas encore d'évaluation
- Klasifikasi Industri Perusahaan TercatatDocument39 pagesKlasifikasi Industri Perusahaan TercatatFz FuadiPas encore d'évaluation
- Imantanout LLGDDocument4 pagesImantanout LLGDNABILPas encore d'évaluation
- Integrated Building Management Platform for Security, Maintenance and Energy EfficiencyDocument8 pagesIntegrated Building Management Platform for Security, Maintenance and Energy EfficiencyRajesh RajendranPas encore d'évaluation
- Guidelines For Planning Conjunctive Use of SUR Face and Ground Waters in Irrigation ProjectsDocument34 pagesGuidelines For Planning Conjunctive Use of SUR Face and Ground Waters in Irrigation Projectshram_phdPas encore d'évaluation
- SESSON 1,2 AND 3 use casesDocument23 pagesSESSON 1,2 AND 3 use casessunilsionPas encore d'évaluation
- Graphics Coursework GcseDocument7 pagesGraphics Coursework Gcseafiwhlkrm100% (2)
- Learn About Intensifiers and How to Use Them Effectively in WritingDocument3 pagesLearn About Intensifiers and How to Use Them Effectively in WritingCheryl CheowPas encore d'évaluation
- Hangup Cause Code Table: AboutDocument5 pagesHangup Cause Code Table: Aboutwhatver johnsonPas encore d'évaluation
- Dhilshahilan Rajaratnam: Work ExperienceDocument5 pagesDhilshahilan Rajaratnam: Work ExperienceShazard ShortyPas encore d'évaluation
- Smart Card PresentationDocument4 pagesSmart Card PresentationNitika MithalPas encore d'évaluation
- Caterpillar Cat 330L EXCAVATOR (Prefix 8FK) Service Repair Manual (8FK00001 and Up)Document27 pagesCaterpillar Cat 330L EXCAVATOR (Prefix 8FK) Service Repair Manual (8FK00001 and Up)kfm8seuuduPas encore d'évaluation
- MCQ 14 Communication SystemsDocument21 pagesMCQ 14 Communication SystemsXeverus RhodesPas encore d'évaluation
- Emmanuel James Oteng, F. Inst. L. Ex. Legal Executive LawyerDocument3 pagesEmmanuel James Oteng, F. Inst. L. Ex. Legal Executive Lawyeremmanuel otengPas encore d'évaluation
- Recognition & Derecognition 5Document27 pagesRecognition & Derecognition 5sajedulPas encore d'évaluation
- Parents Day Script - PDF - Schools - LeisureDocument17 pagesParents Day Script - PDF - Schools - LeisureNAIDU SHAKEENAPas encore d'évaluation
- Nippon Metal Primer Red Oxide TDSDocument2 pagesNippon Metal Primer Red Oxide TDSPraveen KumarPas encore d'évaluation
- Financial Market and Portfolio Management Assignment 2Document6 pagesFinancial Market and Portfolio Management Assignment 2leeroy mekiPas encore d'évaluation
- G C Reddy ProfileDocument3 pagesG C Reddy ProfileG.C.ReddyPas encore d'évaluation
- Money and Financial InstitutionsDocument26 pagesMoney and Financial InstitutionsSorgot Ilie-Liviu100% (1)
- Unit 06 Extra Grammar ExercisesDocument3 pagesUnit 06 Extra Grammar ExercisesLeo Muñoz43% (7)
- Proposed Construction of New Kutulo Airstrip - RetenderDocument112 pagesProposed Construction of New Kutulo Airstrip - RetenderKenyaAirportsPas encore d'évaluation
- Unit 8 Risk in The WorkplaceDocument11 pagesUnit 8 Risk in The WorkplaceAnonymous WalvB8Pas encore d'évaluation
- Bridge Ogres Little Fishes2Document18 pagesBridge Ogres Little Fishes2api-246705433Pas encore d'évaluation
- A320 21 Air Conditioning SystemDocument41 pagesA320 21 Air Conditioning SystemBernard Xavier95% (22)
- Đề Số 1 - Đề Phát Triển Đề Minh Họa 2023Document20 pagesĐề Số 1 - Đề Phát Triển Đề Minh Họa 2023Maru KoPas encore d'évaluation
- What Is Propaganda DeviceDocument3 pagesWhat Is Propaganda DeviceGino R. Monteloyola100% (1)
- In Gov cbse-SSCER-191298202020 PDFDocument1 pageIn Gov cbse-SSCER-191298202020 PDFrishichauhan25Pas encore d'évaluation
- 05 Executive SummaryDocument2 pages05 Executive SummaryHanumanth T Raj YashuPas encore d'évaluation
- Draft Horse Primer Guide To Care Use of Work Horses and Mules 1977Document396 pagesDraft Horse Primer Guide To Care Use of Work Horses and Mules 1977Radu IliescuPas encore d'évaluation