Vous aimerez peut-être aussi
- Optimization of Startups - RTPDocument11 pagesOptimization of Startups - RTPmoh1234buk100% (1)
- Sense'' Testing Combined Cycle Plants Competitive: Performance FOR IN IndustryDocument11 pagesSense'' Testing Combined Cycle Plants Competitive: Performance FOR IN IndustryharkiranrandhawaPas encore d'évaluation
- Degradation Effects On Comined Cycle Power Plant PerformanceDocument10 pagesDegradation Effects On Comined Cycle Power Plant Performancewolf_ns100% (2)
- Degradation Effects On CCPPDocument7 pagesDegradation Effects On CCPPwolf_nsPas encore d'évaluation
- Degradation Effects On Combined Cycle Power Plant Performance - Part II: Steam Turbine Cycle Component Degradation EffectsDocument6 pagesDegradation Effects On Combined Cycle Power Plant Performance - Part II: Steam Turbine Cycle Component Degradation Effectswolf_nsPas encore d'évaluation
- Tech Sheet 110 - HEI StandardDocument15 pagesTech Sheet 110 - HEI StandardzulryPas encore d'évaluation
- Plant Performance CalculationsDocument2 pagesPlant Performance CalculationsKalki Communication Technologies Ltd100% (1)
- Steam Line Blowing Procedure GeneralDocument5 pagesSteam Line Blowing Procedure GenerallovegrkPas encore d'évaluation
- BR GT GasturbineDocument9 pagesBR GT GasturbineVioleta Patriche100% (1)
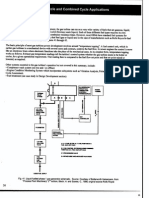
- Gas Turbine in Simple Cycle and Combined Cycle ApplicationsDocument46 pagesGas Turbine in Simple Cycle and Combined Cycle Applicationssevero97100% (2)
- Commissioning of Combined Cycle Power PlantsDocument23 pagesCommissioning of Combined Cycle Power PlantsJosé Nolasco100% (2)
- Low Load Operational Flexibility For Siemens G-Class Gas TurbinesDocument17 pagesLow Load Operational Flexibility For Siemens G-Class Gas TurbinesthryeePas encore d'évaluation
- Heat Rate Test of Commbine Cycle Power Plants (CCPP) On Gas FuelDocument35 pagesHeat Rate Test of Commbine Cycle Power Plants (CCPP) On Gas FuelMunibPas encore d'évaluation
- GEI41047 Rev K - Liquid Fuel PDFDocument24 pagesGEI41047 Rev K - Liquid Fuel PDFKorcan ÜnalPas encore d'évaluation
- Heat Rate Improvement Reference ManualDocument301 pagesHeat Rate Improvement Reference ManualAnonymous a19X9GHZPas encore d'évaluation
- Mechanical Engineering Project - Thermal Power Plant Study - WWW - Amie.nbcafe - inDocument24 pagesMechanical Engineering Project - Thermal Power Plant Study - WWW - Amie.nbcafe - inbtdoss72100% (1)
- Epri TR-110718 PDFDocument136 pagesEpri TR-110718 PDFenricoPas encore d'évaluation
- Combustion Heavy DutyDocument28 pagesCombustion Heavy DutyIvan Poma Montes100% (1)
- Co-Generation Energy EfficicentDocument8 pagesCo-Generation Energy EfficicentChem.EnggPas encore d'évaluation
- 220021enc Combined Cycle Power Plant OverviewDocument27 pages220021enc Combined Cycle Power Plant OverviewBalajirao Samatham100% (4)
- Combined Cycle Power PlantDocument15 pagesCombined Cycle Power PlantAbd Muhaimin Amms100% (1)
- Gas Turbines 1Document11 pagesGas Turbines 1saichandrasekhar_dPas encore d'évaluation
- CCJ6 Attemperators FinalDocument5 pagesCCJ6 Attemperators FinalPeerasak ArunPas encore d'évaluation
- Efficiency Analysis and Enhancement of Heat Recovery Steam Generator of A Combined Cycle Power Plant Through Incorporation of Additional Bank of Tube in The EconomizerDocument5 pagesEfficiency Analysis and Enhancement of Heat Recovery Steam Generator of A Combined Cycle Power Plant Through Incorporation of Additional Bank of Tube in The EconomizerijsretPas encore d'évaluation
- Steam Turbine For Large OutputDocument80 pagesSteam Turbine For Large OutputAmbrish Singh100% (1)
- Inspections, As A Part of A Maintenance Program That Must Be Put in Place With TheDocument29 pagesInspections, As A Part of A Maintenance Program That Must Be Put in Place With TheFrankPas encore d'évaluation
- J Parmar - D Gilmartin O&M PaperDocument14 pagesJ Parmar - D Gilmartin O&M PaperjparmarPas encore d'évaluation
- Power Plant Boiler EfficiencyDocument15 pagesPower Plant Boiler EfficiencyMarcJexsonDeGuzmanPas encore d'évaluation
- Flue Gas Desulfurization Systems PDFDocument53 pagesFlue Gas Desulfurization Systems PDFsenthil031277Pas encore d'évaluation
- Chloride Contamination of The Water Steam Power Plant PDFDocument15 pagesChloride Contamination of The Water Steam Power Plant PDFDiniPas encore d'évaluation
- 6FA HDGT Product Brochure-GEA17987Document8 pages6FA HDGT Product Brochure-GEA17987mikePas encore d'évaluation
- 5 Development and Operating Experience PDFDocument10 pages5 Development and Operating Experience PDFVijaya100% (2)
- IGV Operational Principle - 1Document5 pagesIGV Operational Principle - 1ramkrishnaPas encore d'évaluation
- 1 Chaker - Evaporative Cooling of Gas Turbine EnginesDocument12 pages1 Chaker - Evaporative Cooling of Gas Turbine Engineshermez19Pas encore d'évaluation
- Condenser Backpressure High PDFDocument3 pagesCondenser Backpressure High PDFYulianto KartonoPas encore d'évaluation
- Performance Improvement of Combined Cycle Power Plant Based On The Optimization of The Bottom Cycle and Heat RecuperationDocument6 pagesPerformance Improvement of Combined Cycle Power Plant Based On The Optimization of The Bottom Cycle and Heat Recuperationwgxiang100% (4)
- Turbine Cycle Heat Rate Monitoring - Technology and ApplicationDocument96 pagesTurbine Cycle Heat Rate Monitoring - Technology and Applicationsugianto barus100% (1)
- 1-Gas Turbine DesignDocument56 pages1-Gas Turbine DesignMohammed Yusuf100% (2)
- Incoming Inspection of Hot Gas PathDocument2 pagesIncoming Inspection of Hot Gas Pathshashikanth79100% (1)
- Boiler NotesDocument34 pagesBoiler NotesRakesh Singh BhadoriyaPas encore d'évaluation
- Single Shaft Design of Power PlantDocument12 pagesSingle Shaft Design of Power PlantSrinivasa Rao PallelaPas encore d'évaluation
- Introduction To Combined Cycle Power Plants PDFDocument4 pagesIntroduction To Combined Cycle Power Plants PDFtagliya100% (1)
- Epri HPS PDFDocument152 pagesEpri HPS PDFale sepulvedaPas encore d'évaluation
- Simple Thermal Power PlantDocument25 pagesSimple Thermal Power Plantdanielroldan100% (1)
- Gas Turbine Control & Protection: Presentation ONDocument46 pagesGas Turbine Control & Protection: Presentation ONrahulNrana100% (2)
- Combustion Turbine Combined Cycle Technology Developments, Reliability Issues, and Related Market Conditions PDFDocument199 pagesCombustion Turbine Combined Cycle Technology Developments, Reliability Issues, and Related Market Conditions PDFkp pkPas encore d'évaluation
- HRSG StartupDocument19 pagesHRSG Startuptpplant100% (1)
- 500mw Guidelines For House Load Operation 500mw SetsDocument6 pages500mw Guidelines For House Load Operation 500mw Setsthangarajm1984100% (1)
- DLN 1 Combustion System PDFDocument2 pagesDLN 1 Combustion System PDFVijayaPas encore d'évaluation
- Steam Turbine SimulatorDocument4 pagesSteam Turbine SimulatorvasavakurupPas encore d'évaluation
- 2 - 1!01!02 - Basic Operation Concept For Turbine and Auxiliary Plant - r00Document59 pages2 - 1!01!02 - Basic Operation Concept For Turbine and Auxiliary Plant - r00Tiara Noir100% (2)
- Improving Energy Efficiency Boilers R1Document71 pagesImproving Energy Efficiency Boilers R1seif elsaiePas encore d'évaluation
- LM6000 Gas Fuel Spec.Document11 pagesLM6000 Gas Fuel Spec.cdbeardsall100% (2)
- Thermodynamic Analysis of Combined Cycle Power PlantDocument11 pagesThermodynamic Analysis of Combined Cycle Power PlantHarry BraytonPas encore d'évaluation
- Materials Report EPRI 2006 MANY Links NNBDocument27 pagesMaterials Report EPRI 2006 MANY Links NNBAnonymous nw5AXJqjdPas encore d'évaluation
- Steam Turbine Stop Valve TestingDocument22 pagesSteam Turbine Stop Valve TestingAbdulyunus Amir100% (3)
- Power Plant Performance PDFDocument161 pagesPower Plant Performance PDFvamsikl100% (2)
- Performance Monitoring For Gas TurbinesDocument11 pagesPerformance Monitoring For Gas TurbinesAkindolu DadaPas encore d'évaluation
- 4.1.3 Properties of Coals PDFDocument7 pages4.1.3 Properties of Coals PDFJaco KotzePas encore d'évaluation
- Turbine, Generator & Auxiliaries - Course 334Document12 pagesTurbine, Generator & Auxiliaries - Course 334CY LeePas encore d'évaluation
- PM 12790Document100 pagesPM 12790Pero PericPas encore d'évaluation
- Coal Conversions Facts 2013Document4 pagesCoal Conversions Facts 2013abdul2wajidPas encore d'évaluation
- AwDocument9 pagesAwabdul2wajidPas encore d'évaluation
- GE Power SystemsDocument20 pagesGE Power SystemsSafaa Hameed Al NaseryPas encore d'évaluation
- Boiler Efficiency CalcDocument1 pageBoiler Efficiency Calcprav.saradaPas encore d'évaluation
- CFBC Boiler CalculationDocument5 pagesCFBC Boiler Calculationabdul2wajidPas encore d'évaluation
- Machining Operations and Machine ToolsDocument18 pagesMachining Operations and Machine ToolsAnonymous mKdAfWifPas encore d'évaluation
- Standard PPA - May 2006Document179 pagesStandard PPA - May 2006asif_shafiqPas encore d'évaluation
- Siemens SPPA P3000Document2 pagesSiemens SPPA P3000shahin_bPas encore d'évaluation
- Abdul Wajid: Mobius Institute Board of CertificationDocument1 pageAbdul Wajid: Mobius Institute Board of Certificationabdul2wajidPas encore d'évaluation
- PCIC 2011 Using Magnetic Flux Monitoring To Detect Synchronous Machine Rotor Winding Shorts PDFDocument7 pagesPCIC 2011 Using Magnetic Flux Monitoring To Detect Synchronous Machine Rotor Winding Shorts PDFabdul2wajidPas encore d'évaluation
- 4.1.3 Properties of Coals PDFDocument7 pages4.1.3 Properties of Coals PDFJaco KotzePas encore d'évaluation
- 4.1.3 Properties of Coals PDFDocument7 pages4.1.3 Properties of Coals PDFJaco KotzePas encore d'évaluation
- Continuous Automated Flux Monitoring For Turbine Generator Rotor Condition Assessment - Epri 2004 PDFDocument15 pagesContinuous Automated Flux Monitoring For Turbine Generator Rotor Condition Assessment - Epri 2004 PDFabdul2wajidPas encore d'évaluation
- Continuous Automated Flux Monitoring For Turbine Generator Rotor Condition Assessment - Epri 2004 PDFDocument15 pagesContinuous Automated Flux Monitoring For Turbine Generator Rotor Condition Assessment - Epri 2004 PDFabdul2wajidPas encore d'évaluation
- Hydrazine DosingDocument2 pagesHydrazine DosingAnonymous 3HTgMDO100% (1)
- Boiler Drum Level ControlDocument6 pagesBoiler Drum Level Controlabdul2wajidPas encore d'évaluation
- Hydrazine DosingDocument2 pagesHydrazine DosingAnonymous 3HTgMDO100% (1)
- Combined Cycle PowerDocument28 pagesCombined Cycle PowerSajjad AhmedPas encore d'évaluation
- Tutorial 4 QuestionsDocument3 pagesTutorial 4 QuestionshrfjbjrfrfPas encore d'évaluation
- Adore You - PDFDocument290 pagesAdore You - PDFnbac0dPas encore d'évaluation
- Reverse LogisticsDocument37 pagesReverse Logisticsblogdogunleashed100% (7)
- OpenGL in JitterDocument19 pagesOpenGL in JitterjcpsimmonsPas encore d'évaluation
- Shape It! SB 1Document13 pagesShape It! SB 1Ass of Fire50% (6)
- MC0085 MQPDocument20 pagesMC0085 MQPUtpal KantPas encore d'évaluation
- Materials Selection in Mechanical Design - EPDF - TipsDocument1 pageMaterials Selection in Mechanical Design - EPDF - TipsbannetPas encore d'évaluation
- APPSC GR I Initial Key Paper IIDocument52 pagesAPPSC GR I Initial Key Paper IIdarimaduguPas encore d'évaluation
- Homework 1 Tarea 1Document11 pagesHomework 1 Tarea 1Anette Wendy Quipo Kancha100% (1)
- Windows Server 2016 Technical Preview NIC and Switch Embedded Teaming User GuideDocument61 pagesWindows Server 2016 Technical Preview NIC and Switch Embedded Teaming User GuidenetvistaPas encore d'évaluation
- First Certificate Star SB PDFDocument239 pagesFirst Certificate Star SB PDFPatricia Gallego GálvezPas encore d'évaluation
- Sample Database of SQL in Mysql FormatDocument7 pagesSample Database of SQL in Mysql FormatsakonokePas encore d'évaluation
- Engineering Economics1Document64 pagesEngineering Economics1bala saiPas encore d'évaluation
- Provable Security - 8th International Conference, ProvSec 2014Document364 pagesProvable Security - 8th International Conference, ProvSec 2014alahbarPas encore d'évaluation
- Araldite 2020 + XW 396 - XW 397Document6 pagesAraldite 2020 + XW 396 - XW 397Paul Dan OctavianPas encore d'évaluation
- Oracle® Secure Backup: Installation and Configuration Guide Release 10.4Document178 pagesOracle® Secure Backup: Installation and Configuration Guide Release 10.4andrelmacedoPas encore d'évaluation
- BDC Based Phase ControlDocument14 pagesBDC Based Phase ControlTiewsoh LikyntiPas encore d'évaluation
- English 7 q3 Week2 Daily Lesson LogDocument5 pagesEnglish 7 q3 Week2 Daily Lesson LogKILVEN MASIONPas encore d'évaluation
- E-Cat35xt014 Xtro PhantomsDocument32 pagesE-Cat35xt014 Xtro PhantomsKari Wilfong100% (5)
- CAKUTDocument50 pagesCAKUTsantosh subediPas encore d'évaluation
- Iot Practical 1Document15 pagesIot Practical 1A26Harsh KalokhePas encore d'évaluation
- Available Online Through: International Journal of Mathematical Archive-4 (12), 2013Document4 pagesAvailable Online Through: International Journal of Mathematical Archive-4 (12), 2013Gwen WalkerPas encore d'évaluation
- John Paul Jackson Prophecies of The FutureDocument15 pagesJohn Paul Jackson Prophecies of The FutureMeranda Devan100% (9)
- Fallas Compresor Copeland-DesbloqueadoDocument16 pagesFallas Compresor Copeland-DesbloqueadoMabo MabotecnicaPas encore d'évaluation
- Pinto pm5 Tif 02Document24 pagesPinto pm5 Tif 02Salem BawazirPas encore d'évaluation
- Atmosphere Study Guide 2013Document4 pagesAtmosphere Study Guide 2013api-205313794Pas encore d'évaluation
- Goodman Aula 1 e 2Document17 pagesGoodman Aula 1 e 2Danilo TetPas encore d'évaluation
- Fuel Injection PDFDocument11 pagesFuel Injection PDFscaniaPas encore d'évaluation
- W1 - V1 MultipleWorksheets SolnDocument3 pagesW1 - V1 MultipleWorksheets SolnAKHIL RAJ SPas encore d'évaluation