Vous aimerez peut-être aussi
- Engineering Drawing Notes BDocument50 pagesEngineering Drawing Notes BAchinPas encore d'évaluation
- Surface Finish ChartsDocument5 pagesSurface Finish ChartsagssugaPas encore d'évaluation
- Starrett Inch Metric Tap DrillDocument1 pageStarrett Inch Metric Tap DrillCesar P Ayon100% (3)
- Skeletal System: - Composed of The Body's Bones and Associated Ligaments, Tendons, and Cartilages. - FunctionsDocument66 pagesSkeletal System: - Composed of The Body's Bones and Associated Ligaments, Tendons, and Cartilages. - FunctionsDenver TanhuanPas encore d'évaluation
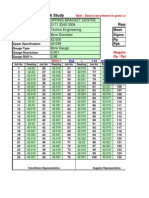
- Software For PP / PPK Study Results: Spring Bracket Centre 2171 3240 3304Document5 pagesSoftware For PP / PPK Study Results: Spring Bracket Centre 2171 3240 3304Gurjeet SinghPas encore d'évaluation
- Shear Wave PDFDocument6 pagesShear Wave PDFcutefrenzyPas encore d'évaluation
- Mechanical PropertiesDocument26 pagesMechanical PropertiesiqbalPas encore d'évaluation
- Welding Metallurgy and Weldability of Nickel-Base AlloysD'EverandWelding Metallurgy and Weldability of Nickel-Base AlloysÉvaluation : 5 sur 5 étoiles5/5 (1)
- Welding CopperDocument9 pagesWelding CopperSudhakar KumarPas encore d'évaluation
- DesignDocument15 pagesDesignMuhammed Sulfeek100% (1)
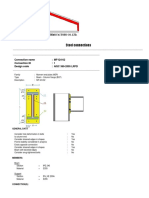
- Steel Connections: Connection Name: MF-I24-02 Connection ID: 1 Design Code: AISC 360-2005 LRFDDocument12 pagesSteel Connections: Connection Name: MF-I24-02 Connection ID: 1 Design Code: AISC 360-2005 LRFDmalikasalPas encore d'évaluation
- Section 2 - Thread - BasicsDocument27 pagesSection 2 - Thread - BasicsChris MedeirosPas encore d'évaluation
- Metrology Lab w2014Document15 pagesMetrology Lab w2014ObaidPas encore d'évaluation
- New Microsoft Office Word DocumentDocument9 pagesNew Microsoft Office Word DocumentKhalid PerwezPas encore d'évaluation
- Effect of Different Metalurgical Phases On The Welding Residual Stresses of Base MetalDocument71 pagesEffect of Different Metalurgical Phases On The Welding Residual Stresses of Base Metalsalmanzafar_37304938Pas encore d'évaluation
- WECC-NERC Planning StandardsDocument102 pagesWECC-NERC Planning Standardsjng2009Pas encore d'évaluation
- Extrusion of Metals: Mr. Jay Vora Faculty, School of Technology, PDPU, GandhinagarDocument27 pagesExtrusion of Metals: Mr. Jay Vora Faculty, School of Technology, PDPU, GandhinagarAdityasinh DesaiPas encore d'évaluation
- General Carbide Designer GuideDocument60 pagesGeneral Carbide Designer GuideEmmanuel Lugo BeltranPas encore d'évaluation
- CatalogDocument32 pagesCatalogsaravanan_c1Pas encore d'évaluation
- Week 6 - Strengthening MechanismsDocument54 pagesWeek 6 - Strengthening MechanismsJB HIFIPas encore d'évaluation
- Guide to Load Analysis for Durability in Vehicle EngineeringD'EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonÉvaluation : 4 sur 5 étoiles4/5 (1)
- Determining Punch Problems: What The Slug Can Tell YouDocument4 pagesDetermining Punch Problems: What The Slug Can Tell YouAl Engg100% (1)
- Calculate Weld Metal VolumeDocument7 pagesCalculate Weld Metal VolumeChris De La Torre0% (1)
- Weld DimensionsDocument14 pagesWeld DimensionsEftim VlaskiPas encore d'évaluation
- STD-INSP-0125 IGC Phases Practice - A - (ASTM A923) DUPLEXDocument2 pagesSTD-INSP-0125 IGC Phases Practice - A - (ASTM A923) DUPLEXAkshay KalraPas encore d'évaluation
- Material Data Sheet: Casting Material: Stainless Steel CF8Document9 pagesMaterial Data Sheet: Casting Material: Stainless Steel CF8muraliPas encore d'évaluation
- IIW - International Institute of WeldingDocument3 pagesIIW - International Institute of WeldingNilesh MistryPas encore d'évaluation
- Arc Welding Electrodes Powerpoint PPT PresentationDocument4 pagesArc Welding Electrodes Powerpoint PPT PresentationramuPas encore d'évaluation
- Baker HughesDocument92 pagesBaker HughesItalo Venegas100% (1)
- Lab Manual WeldingDocument83 pagesLab Manual Weldingknizam1971Pas encore d'évaluation
- SME Basics of Grinding PDFDocument13 pagesSME Basics of Grinding PDFItalo Venegas100% (1)
- 2a - LTE and RAN Products Update For Mobifone PDFDocument29 pages2a - LTE and RAN Products Update For Mobifone PDFSamuel WebbPas encore d'évaluation
- Basic Review CardDocument6 pagesBasic Review CardSheena LeavittPas encore d'évaluation
- SPE 87030 Development and Implementation of Risk Based Inspection Methodology in Managing Inspection of Pressurized Production FacilitiesDocument10 pagesSPE 87030 Development and Implementation of Risk Based Inspection Methodology in Managing Inspection of Pressurized Production FacilitiesmsmsoftPas encore d'évaluation
- Servicemanual Peugeot Euro 4 PDFDocument16 pagesServicemanual Peugeot Euro 4 PDFsky100% (2)
- Submerged Arc Welding: Training & EducationDocument17 pagesSubmerged Arc Welding: Training & Educationtanveer ahmedPas encore d'évaluation
- Draft Methodology (G-14)Document14 pagesDraft Methodology (G-14)Javed ParachaPas encore d'évaluation
- Lincoln Submerged ArcDocument54 pagesLincoln Submerged ArcjdPas encore d'évaluation
- StrengtheningDocument22 pagesStrengtheningeddickPas encore d'évaluation
- A Project For Keyless Friction Locking AssembliesDocument5 pagesA Project For Keyless Friction Locking AssembliesDiego DalpiazPas encore d'évaluation
- Engg - Drawing 1st Year LMDocument167 pagesEngg - Drawing 1st Year LMPRIYABRATA JENAPas encore d'évaluation
- Engineering Drawing Notes BDocument50 pagesEngineering Drawing Notes BsrchougulaPas encore d'évaluation
- Interpretation and Classification of Non-Metallic Inclusions - MPC20160040-DL.000109386-1.Pdf0Document10 pagesInterpretation and Classification of Non-Metallic Inclusions - MPC20160040-DL.000109386-1.Pdf0Nick pilipenkoPas encore d'évaluation
- Mechanical Expressions TutorialsDocument26 pagesMechanical Expressions Tutorialsfiroz_d7331100% (1)
- Is 2328 1995 Flattening TestingDocument5 pagesIs 2328 1995 Flattening Testinghhr2412Pas encore d'évaluation
- A574Document7 pagesA574KAROLPas encore d'évaluation
- Distortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureDocument7 pagesDistortion Reduction in Gear by Simple Heat Treatment Process by Simple FixtureVireshVerma100% (1)
- Projection WeldDocument20 pagesProjection WeldCebrac ItatibaPas encore d'évaluation
- Martensitic Stainless SteelsDocument8 pagesMartensitic Stainless SteelsAdilmar E. NatãnyPas encore d'évaluation
- Carbide Banding - Effect On FatigueDocument15 pagesCarbide Banding - Effect On FatigueSteve Green100% (1)
- An Innovative Shearing Process For AHSS Edge Stretchability ImprovementsDocument28 pagesAn Innovative Shearing Process For AHSS Edge Stretchability ImprovementsYogesh PatelPas encore d'évaluation
- Fundamentals of Metal Forming ProcessesDocument23 pagesFundamentals of Metal Forming ProcessesVinayak Bhustalimath50% (2)
- Hot Dip Galvanizing For FastenersDocument3 pagesHot Dip Galvanizing For FastenersIrwin CastroPas encore d'évaluation
- Mil Metal RemovalDocument20 pagesMil Metal Removalparimalam100% (2)
- Advance StructuresDocument6 pagesAdvance StructuresManju NishaPas encore d'évaluation
- AutomationDocument5 pagesAutomationashfaq_ahmed_7Pas encore d'évaluation
- Basics of Metallographic Specimen PreparationDocument13 pagesBasics of Metallographic Specimen PreparationFlop ShowPas encore d'évaluation
- A Review of The Application of Weld Symbols On Drawings - Part 2 - Job Knowledge 65Document5 pagesA Review of The Application of Weld Symbols On Drawings - Part 2 - Job Knowledge 65tuanPas encore d'évaluation
- Welcome To Sheetmetal DesignDocument153 pagesWelcome To Sheetmetal Designjd4uPas encore d'évaluation
- Day-1 Lecture 1 Welding TechnologyDocument142 pagesDay-1 Lecture 1 Welding TechnologySamPas encore d'évaluation
- Pultrusion of Composites - An OverviewDocument15 pagesPultrusion of Composites - An OverviewAkhil DayaluPas encore d'évaluation
- Microstructure Examination of SteelDocument8 pagesMicrostructure Examination of SteelYun Jian100% (1)
- Practical Aspects of Vibratory Stress RelievingDocument7 pagesPractical Aspects of Vibratory Stress RelievingRomul ChioreanPas encore d'évaluation
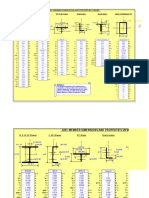
- AISC Properties MM GPP 2017Document87 pagesAISC Properties MM GPP 2017Pablo García PeñaPas encore d'évaluation
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceD'EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferencePas encore d'évaluation
- N XD 3 2 1 XD XD XD: TurningDocument3 pagesN XD 3 2 1 XD XD XD: TurningAlejandro Alvarez AlvaradoPas encore d'évaluation
- MoappDocument5 pagesMoappluanlePas encore d'évaluation
- Tolerances and Machining AllowancesDocument14 pagesTolerances and Machining AllowancesItalo VenegasPas encore d'évaluation
- Print Questionnaire For LeanDocument1 pagePrint Questionnaire For LeanSudhin VmPas encore d'évaluation
- Taking A Stand Against Pinochet PDFDocument5 pagesTaking A Stand Against Pinochet PDFItalo VenegasPas encore d'évaluation
- Excel - Tips - For EngineeringDocument13 pagesExcel - Tips - For EngineeringItalo VenegasPas encore d'évaluation
- Imigrants ReportDocument32 pagesImigrants ReportItalo Venegas0% (1)
- Gantt ChartDocument2 pagesGantt ChartItalo VenegasPas encore d'évaluation
- 2006 Subaru Impreza Factory Service ManualDocument6 pages2006 Subaru Impreza Factory Service ManualItalo VenegasPas encore d'évaluation
- Excel Tips For EngineeringDocument17 pagesExcel Tips For EngineeringItalo VenegasPas encore d'évaluation
- Computer Science 2210 Class 9 Revised Syllabus Break Up2020-21-23Document5 pagesComputer Science 2210 Class 9 Revised Syllabus Break Up2020-21-23MohammadPas encore d'évaluation
- Basics of COA: 1. (MCQ) (GATE-2023: 2M)Document69 pagesBasics of COA: 1. (MCQ) (GATE-2023: 2M)dzz9wt7x9kPas encore d'évaluation
- Embedded Debugging TechniquesDocument16 pagesEmbedded Debugging TechniquesAhmed HamoudaPas encore d'évaluation
- Cryptographic Accelerator in Reconfigurable HardwareDocument8 pagesCryptographic Accelerator in Reconfigurable HardwareDaniel Andrés CrespoPas encore d'évaluation
- Microstar Product Catalog 2016Document22 pagesMicrostar Product Catalog 2016Dell Garcia100% (1)
- CPA System REST API Specification 3.5.7Document121 pagesCPA System REST API Specification 3.5.7demuziovarioxf.syw.240.0Pas encore d'évaluation
- Module 7Document2 pagesModule 7prof_ktPas encore d'évaluation
- RLRMRH Rectangular Silencer CatalogDocument32 pagesRLRMRH Rectangular Silencer CatalogOscar Barres MoreiraPas encore d'évaluation
- Certification SmaDocument12 pagesCertification Smafadi lamoPas encore d'évaluation
- Chapter4 PDFDocument384 pagesChapter4 PDFmercury7k29750Pas encore d'évaluation
- RE 615ANSI DNP-3 Communication Manual 065952Document44 pagesRE 615ANSI DNP-3 Communication Manual 065952Papun Kumar SwainPas encore d'évaluation
- Aoc Monitor I2475PXQUDocument1 pageAoc Monitor I2475PXQUdeki0007Pas encore d'évaluation
- Next Generation Network Addressing SolutionsDocument318 pagesNext Generation Network Addressing SolutionspvsairamPas encore d'évaluation
- Virtual Orientation 20230308Document36 pagesVirtual Orientation 20230308Tarun JainPas encore d'évaluation
- Hydroform: Manual and Semi-Automated Corrosion MappingDocument2 pagesHydroform: Manual and Semi-Automated Corrosion MappingLEONARDOUS7Pas encore d'évaluation
- 3GPP TS 03.40 V7.5.0 (2001-12)Document118 pages3GPP TS 03.40 V7.5.0 (2001-12)Chao ZhouPas encore d'évaluation
- 10-04-2023 User Pppoe DHCPDocument48 pages10-04-2023 User Pppoe DHCPAbdul GhofurfajarPas encore d'évaluation
- Baja Saeindia 2022 DVP&R + Dfmea TemplateDocument10 pagesBaja Saeindia 2022 DVP&R + Dfmea TemplateNandam HarshithPas encore d'évaluation
- Use Case ModelingDocument31 pagesUse Case ModelingpacharneajayPas encore d'évaluation
- 1.introduction To Bigdata Chap1Document35 pages1.introduction To Bigdata Chap1Snoussi OussamaPas encore d'évaluation
- MT3333 DatasheetDocument26 pagesMT3333 DatasheetjaoPas encore d'évaluation
- Soviet Steel Company Profile PDFDocument5 pagesSoviet Steel Company Profile PDFDurban Chamber of Commerce and IndustryPas encore d'évaluation
- Unit 1: Review of Web TechnologiesDocument150 pagesUnit 1: Review of Web Technologiesdijon weilandPas encore d'évaluation
- Arduino LCD Set Up2Document10 pagesArduino LCD Set Up2Mikaela MosqueraPas encore d'évaluation