Vous aimerez peut-être aussi
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309D'EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Évaluation : 5 sur 5 étoiles5/5 (1)
- 6.2 Zinc Clad 60Document4 pages6.2 Zinc Clad 60Cesar Tineo Salazar0% (1)
- SHERWIN WILLIAMSZincCladIVPE PDFDocument4 pagesSHERWIN WILLIAMSZincCladIVPE PDFlaga2009Pas encore d'évaluation
- FT Z 02004 Zinc Clad IVDocument4 pagesFT Z 02004 Zinc Clad IVmanosesPas encore d'évaluation
- Sumazinc 278 PEDocument4 pagesSumazinc 278 PEIsaac DiazPas encore d'évaluation
- Z01200P - Zinc Clad II - 07-2009Document4 pagesZ01200P - Zinc Clad II - 07-2009danielbustPas encore d'évaluation
- ICAT LS 2001 Basecoat Ficha TécnicaDocument3 pagesICAT LS 2001 Basecoat Ficha Técnicaeternalkhut0% (1)
- Zinc Clad 60 - 2020Document4 pagesZinc Clad 60 - 2020NORMAPas encore d'évaluation
- Sumazinc 276 PDFDocument2 pagesSumazinc 276 PDFLuis MoranPas encore d'évaluation
- Zinc Clad IV Epoxy Zinc PrimerDocument4 pagesZinc Clad IV Epoxy Zinc Primerrmontero81100% (1)
- ZINC-CLAD-61-BR Zinc Inorgánico - Etil SilicatoDocument3 pagesZINC-CLAD-61-BR Zinc Inorgánico - Etil SilicatoFernandoiPas encore d'évaluation
- Carbozinc 11 & 11FGDocument2 pagesCarbozinc 11 & 11FGRodrigo CxPas encore d'évaluation
- Zinc Clad 60Document4 pagesZinc Clad 60Aldo Yabar50% (2)
- Interbond 1202upcDocument4 pagesInterbond 1202upcBoris CardenasPas encore d'évaluation
- I Pon Lac PrimerDocument4 pagesI Pon Lac PrimerReynaldo Ruiz MendozaPas encore d'évaluation
- Etil Silicato Zinc N 1661 PDDocument5 pagesEtil Silicato Zinc N 1661 PDEl Charasquiada CharroPas encore d'évaluation
- DTM Wash PrimerDocument4 pagesDTM Wash PrimerIsauro Vidañas BaezPas encore d'évaluation
- Jet Zinc I-860Document2 pagesJet Zinc I-860mecnickoPas encore d'évaluation
- Galvajet Grc950 HTDocument2 pagesGalvajet Grc950 HTCarlos CutMamPas encore d'évaluation
- 3.3 Iponlac PrimerDocument4 pages3.3 Iponlac PrimerRuben Elias FlorezPas encore d'évaluation
- U01022 Urelux22Document4 pagesU01022 Urelux22Rodrigo Fuentes PlacenciaPas encore d'évaluation
- Jet Zinc Organic 850 PDFDocument2 pagesJet Zinc Organic 850 PDFFCTPas encore d'évaluation
- Información Técnica de Las Pinturas SeleccionadasDocument10 pagesInformación Técnica de Las Pinturas Seleccionadasaaja05Pas encore d'évaluation
- Dimetcote 9Document2 pagesDimetcote 9lindanoraPas encore d'évaluation
- Hoja Tecnica Interzinc 52Document4 pagesHoja Tecnica Interzinc 52Luis Joel Mendoza BarriosPas encore d'évaluation
- MACROPOXY 646 Fast Cure Epoxy EspañolDocument4 pagesMACROPOXY 646 Fast Cure Epoxy Españolgilbts100% (2)
- 3 4 Macropoxy 646Document4 pages3 4 Macropoxy 646danielmecanicoPas encore d'évaluation
- ZN06-PV. Esi Zinc Primer HDocument2 pagesZN06-PV. Esi Zinc Primer HANIBALLOPEZVEGAPas encore d'évaluation
- Esmalte Urelux 22Document0 pageEsmalte Urelux 22Orlando MelipillanPas encore d'évaluation
- ACROLON218HSDocument4 pagesACROLON218HSMel ArocutipaPas encore d'évaluation
- 211 - Jotun Resist 78Document4 pages211 - Jotun Resist 78sthenolagniaPas encore d'évaluation
- Hds Interzinc 52Document4 pagesHds Interzinc 52Marco BrionesPas encore d'évaluation
- Acrolon 218 HSDocument4 pagesAcrolon 218 HSCwas Ayo SimbañaPas encore d'évaluation
- Inorganico de Zinc Cersa Z-85Document3 pagesInorganico de Zinc Cersa Z-85Victor Hugo Bustos BeltranPas encore d'évaluation
- ACROLON218PEDocument4 pagesACROLON218PEWalter PradaPas encore d'évaluation
- Data SheetDocument18 pagesData SheetRamón Alberto Moreno AnticoiPas encore d'évaluation
- Cor Cote HCRFFDocument4 pagesCor Cote HCRFFSol AngelPas encore d'évaluation
- FT l04280 FirecontrolDocument0 pageFT l04280 Firecontrolrodrigo_1627Pas encore d'évaluation
- 2528 Jet Zinc I-860..Document2 pages2528 Jet Zinc I-860..CArloz Rosadio Cabello100% (1)
- Jet Zinc Organic 850Document2 pagesJet Zinc Organic 850Carmita Suarez SanturPas encore d'évaluation
- Jet Zinc I-760Document2 pagesJet Zinc I-760Jules AgPas encore d'évaluation
- Unizinc 1000Document2 pagesUnizinc 1000Miguel110674Pas encore d'évaluation
- Macropoxy 646Document4 pagesMacropoxy 646Carlos GonzalesPas encore d'évaluation
- Macro Poxy 646Document4 pagesMacro Poxy 646Mel ArocutipaPas encore d'évaluation
- Amercoat 68HSDocument2 pagesAmercoat 68HSFelix Julio Céspedes SotoPas encore d'évaluation
- W-Poxi ZSP 315 N 1277Document5 pagesW-Poxi ZSP 315 N 1277El Charasquiada CharroPas encore d'évaluation
- Intertherm 50 PDFDocument0 pageIntertherm 50 PDFOrlando1949Pas encore d'évaluation
- Jet Zinc Ir-600Document2 pagesJet Zinc Ir-600Miguel Angel Chuquín Morachimo0% (1)
- Zinc Silicato 062 IzDocument3 pagesZinc Silicato 062 IzHector MacavilcaPas encore d'évaluation
- 3.1 Duraplate UHS TSDocument4 pages3.1 Duraplate UHS TSRoberto Karlos Preciado EsquiembrePas encore d'évaluation
- Carboweld 11 PDSDocument4 pagesCarboweld 11 PDSJuan Jose VallejoPas encore d'évaluation
- Cor CoteDocument4 pagesCor CoteJuan CarvajalPas encore d'évaluation
- Macropoxy 646 Fast CureDocument3 pagesMacropoxy 646 Fast CureAndres Nicolas BouvierPas encore d'évaluation
- Intertuf 262Document2 pagesIntertuf 262zavalamaritza5715Pas encore d'évaluation
- Apomazado y pulido de piedra natural. IEXD0108D'EverandApomazado y pulido de piedra natural. IEXD0108Pas encore d'évaluation
- UF1256 - Planificación, control y ejecución de los procesos de protección, preparación e igualación de superficiesD'EverandUF1256 - Planificación, control y ejecución de los procesos de protección, preparación e igualación de superficiesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Pintado de vehículos por difuminado. TMVL0509D'EverandPintado de vehículos por difuminado. TMVL0509Évaluation : 5 sur 5 étoiles5/5 (1)
- Fabricación de tapones aglomerados. MAMA0109D'EverandFabricación de tapones aglomerados. MAMA0109Pas encore d'évaluation
- Instrumentos de Medición Pendientes de CalibraciónDocument2 pagesInstrumentos de Medición Pendientes de CalibraciónBenjamin Enmanuel Mango DPas encore d'évaluation
- Código de Identificación de TuberíasDocument2 pagesCódigo de Identificación de TuberíasBenjamin Enmanuel Mango DPas encore d'évaluation
- HT-Lux Mastic 900Document2 pagesHT-Lux Mastic 900Benjamin Enmanuel Mango D0% (2)
- Páginas desdeCEMA-7th Ed - En.es PDFDocument12 pagesPáginas desdeCEMA-7th Ed - En.es PDFBenjamin Enmanuel Mango DPas encore d'évaluation
- Certificado Calidad Codo Moldeado ASTM HDPE PE 4710 - 3 Pulg SDR 17 45° - 09.10.17Document1 pageCertificado Calidad Codo Moldeado ASTM HDPE PE 4710 - 3 Pulg SDR 17 45° - 09.10.17Benjamin Enmanuel Mango DPas encore d'évaluation
- Ppi - MontajeDocument5 pagesPpi - MontajeBenjamin Enmanuel Mango DPas encore d'évaluation
- Espacios ConfinadosDocument52 pagesEspacios ConfinadosBenjamin Enmanuel Mango DPas encore d'évaluation
- 04 - Torque y ArrastreDocument42 pages04 - Torque y ArrastreBenjamin Enmanuel Mango DPas encore d'évaluation
- Traducción de Norma SSPC PA2Document9 pagesTraducción de Norma SSPC PA2Benjamin Enmanuel Mango D100% (1)
- Especificacion de Pernos - Rev1Document17 pagesEspecificacion de Pernos - Rev1Benjamin Enmanuel Mango DPas encore d'évaluation
- Bridas Itaulic InstalacionDocument316 pagesBridas Itaulic InstalacionBenjamin Enmanuel Mango DPas encore d'évaluation
- Procedimiento de Pre Montaje EspesadoresDocument10 pagesProcedimiento de Pre Montaje EspesadoresBenjamin Enmanuel Mango D100% (1)
- Reporte de Inspeccion de Soldadura Por TermofusionDocument2 pagesReporte de Inspeccion de Soldadura Por TermofusionBenjamin Enmanuel Mango DPas encore d'évaluation
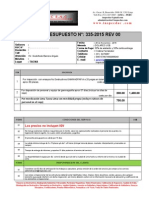
- P.335 - 15 - TacnaDocument2 pagesP.335 - 15 - TacnaBenjamin Enmanuel Mango DPas encore d'évaluation
- PT CC F 006 Bitácora de SoldaduraDocument1 pagePT CC F 006 Bitácora de SoldaduraBenjamin Enmanuel Mango D100% (1)
- Teoria LiterariaDocument18 pagesTeoria LiterariaFreddy Saiz RodriguezPas encore d'évaluation
- Dossier Manualidades para CampamentosDocument105 pagesDossier Manualidades para CampamentosNoelia Barrajón ExpósitoPas encore d'évaluation
- Alex TrochutDocument3 pagesAlex TrochutJean Pier PradoPas encore d'évaluation
- El Arte PrecolombinoDocument2 pagesEl Arte Precolombinomayely DuertoPas encore d'évaluation
- Agrupación de NúmerosDocument122 pagesAgrupación de NúmerosAlex Tamayo DavilaPas encore d'évaluation
- El RenacimientoDocument14 pagesEl Renacimientoanadeothon100% (3)
- Dario MoralesDocument11 pagesDario MoralesJeimmy PinedaPas encore d'évaluation
- Literatura 02 PDFDocument12 pagesLiteratura 02 PDFTomyjose ContrerasPas encore d'évaluation
- Bases para Salon Nacional de Arte CCS 2014Document5 pagesBases para Salon Nacional de Arte CCS 2014Centro Cultural SampedranoPas encore d'évaluation
- 10 Ilustradores Que Me InspiranDocument6 pages10 Ilustradores Que Me InspiranJuan David Tangarife VélezPas encore d'évaluation
- Annie LeibovitzDocument12 pagesAnnie LeibovitzJosué ZapataPas encore d'évaluation
- PDF Herbert Read El Significado Del ArteDocument60 pagesPDF Herbert Read El Significado Del Arteaureologia100% (1)
- Famosas Pinturas y Obras Maestras Del Louvre - PARISCityVISIONDocument8 pagesFamosas Pinturas y Obras Maestras Del Louvre - PARISCityVISIONgabrielhectorgustavosuarezPas encore d'évaluation
- Proyecto Humanistico 2 8voEGBDocument29 pagesProyecto Humanistico 2 8voEGBJohanna SolísPas encore d'évaluation
- Un Acercamiento A La Astronomía CulturalDocument14 pagesUn Acercamiento A La Astronomía CulturalCamilo GualdrónPas encore d'évaluation
- Pierre ReverdyDocument7 pagesPierre ReverdyRoberto EscañoPas encore d'évaluation
- Actividad de Lectura El Grito de La Grulla - NewDocument18 pagesActividad de Lectura El Grito de La Grulla - NewAnita Castillo50% (2)
- Bauhaus y SurrealismoDocument14 pagesBauhaus y Surrealismobozer1Pas encore d'évaluation
- Jean Cocteau, La MentiraDocument293 pagesJean Cocteau, La MentiraJulián Martí Ariosto100% (3)
- Armonia II - Violeta Lárez PDFDocument228 pagesArmonia II - Violeta Lárez PDFAndrea Veleiro de LópezPas encore d'évaluation
- Los Colores y Su SignificadoDocument13 pagesLos Colores y Su SignificadoStev NúñezPas encore d'évaluation
- Portafolio 2 Unidad 2 Pavimento 2 (Carpeta)Document5 pagesPortafolio 2 Unidad 2 Pavimento 2 (Carpeta)ANGEL JESUS VEGA REYESPas encore d'évaluation
- Las Épocas LiterariasDocument5 pagesLas Épocas Literariasvicmar100% (1)
- Asuncion Cespedosa 1Document18 pagesAsuncion Cespedosa 1Cristopher Alexis Hernández HernándezPas encore d'évaluation
- Actividades Animación HalloweenDocument2 pagesActividades Animación HalloweenSandra Conde AlonsoPas encore d'évaluation
- Aplicaciones de La Elipse Y La Hipérbola en LaDocument7 pagesAplicaciones de La Elipse Y La Hipérbola en LaIS AneurPas encore d'évaluation
- Palacio de GobiernoDocument3 pagesPalacio de GobiernoJuan Pablo El SousPas encore d'évaluation
- Sevens 08Document236 pagesSevens 08Mauricio MariscalPas encore d'évaluation
- Acto, Espacio, LugarDocument56 pagesActo, Espacio, LugarDaniel Valenzuela100% (3)
- Tarea1 1Document24 pagesTarea1 1victorPas encore d'évaluation