Vous aimerez peut-être aussi
- FLS FTSDocument1 pageFLS FTSAlcanfred Cte Bto100% (2)
- 08 Kubota v3300 E2b Motor Manual de Taller EsDocument150 pages08 Kubota v3300 E2b Motor Manual de Taller EsMarco Diaz79% (14)
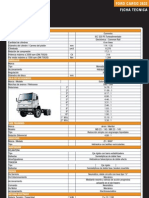
- FichaTecnica Ford CargoDocument2 pagesFichaTecnica Ford Cargonorbertopercara100% (4)
- TEAM 21 Motor Diesel RIEL COMUNDocument16 pagesTEAM 21 Motor Diesel RIEL COMUNWALTER QUISPEPas encore d'évaluation
- BIOMASADocument36 pagesBIOMASAAnonymous JBfudegNB100% (1)
- Deutz TCD 914 03123450 EsDocument66 pagesDeutz TCD 914 03123450 EsHector Sepulveda Orellana100% (4)
- Diferencial y Corona - DesarmarDocument24 pagesDiferencial y Corona - Desarmarmijael1393100% (1)
- PSHP7052-02 Broshure Sos PDFDocument12 pagesPSHP7052-02 Broshure Sos PDFmijael1393Pas encore d'évaluation
- Ejercicio de Instalaciones SanitariasDocument9 pagesEjercicio de Instalaciones SanitariasElvin Nuñez Torres100% (1)
- Mantenimiento de Suspencion, Direccion y FrenosDocument14 pagesMantenimiento de Suspencion, Direccion y FrenosRoyer yampier Alaya Atalaya100% (1)
- Contrajuego Del Diferencial y Cojinetes - AjustarDocument13 pagesContrajuego Del Diferencial y Cojinetes - Ajustarmijael1393Pas encore d'évaluation
- Curvas de Torque Del Motor DIESEL CATDocument18 pagesCurvas de Torque Del Motor DIESEL CATleonidfelix100% (1)
- Ups-Diseño Del Sistema de SuspensionDocument146 pagesUps-Diseño Del Sistema de Suspensionjheo83Pas encore d'évaluation
- Taller 1 - Culata 2013Document12 pagesTaller 1 - Culata 2013A Abel FigueroaPas encore d'évaluation
- Dumper Ad30Document3 pagesDumper Ad30BrayanAnthony100% (3)
- Diferencial y Corona - ArmarDocument32 pagesDiferencial y Corona - Armarmijael1393Pas encore d'évaluation
- SEPARATAS N6 1ra y 2da Ley de TermodDocument15 pagesSEPARATAS N6 1ra y 2da Ley de TermodJulio Yancapallo Quispe100% (1)
- Curvas de RendimientoDocument15 pagesCurvas de Rendimientomijael1393Pas encore d'évaluation
- SILABO - Cálculo Tecnico AutomotrizDocument4 pagesSILABO - Cálculo Tecnico AutomotrizJuan Jose Nina Charaja100% (1)
- 2.-Proceos Inspeccion Tecnica VehicularDocument33 pages2.-Proceos Inspeccion Tecnica Vehicularfernandoalex16Pas encore d'évaluation
- Laboratorio-N4 Relacion Biela CigueñalDocument11 pagesLaboratorio-N4 Relacion Biela CigueñalAnonymous DhCbvWxYrPas encore d'évaluation
- Informe N°1-Mci-D-Castro PDFDocument21 pagesInforme N°1-Mci-D-Castro PDFMartín Pérez CarranzaPas encore d'évaluation
- Pernos y TuercasDocument6 pagesPernos y TuercasVictor LuzurriagaPas encore d'évaluation
- Mercedes Atego 1725/42 S36Document2 pagesMercedes Atego 1725/42 S36Enzo CeballosPas encore d'évaluation
- Sistema eléctrico del motor: batería, arranque, carga e igniciónDocument13 pagesSistema eléctrico del motor: batería, arranque, carga e igniciónornitorrinco33Pas encore d'évaluation
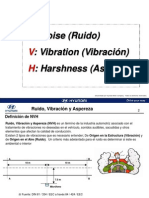
- NVH SpanishDocument47 pagesNVH Spanishlennin_loyagaPas encore d'évaluation
- Sílabo Dinámica VehicularDocument4 pagesSílabo Dinámica VehicularDiego PillcoPas encore d'évaluation
- Carroceria Isuzo Forward 1300Document12 pagesCarroceria Isuzo Forward 1300Jose De La Flor TitoPas encore d'évaluation
- 20ton-C7h1256 Marca SinotrukDocument3 pages20ton-C7h1256 Marca Sinotrukomar marcelianoPas encore d'évaluation
- S01 Aire ComprimidofdgDocument32 pagesS01 Aire ComprimidofdgAlejandro Renato Rengifo LedesmaPas encore d'évaluation
- Introduccion Practicas en MCIDocument7 pagesIntroduccion Practicas en MCIJUAN CARLOSPas encore d'évaluation
- Manual de Mecánica BásicaDocument74 pagesManual de Mecánica BásicaSell Buy Puebla100% (1)
- Curso de Fundición BásicaDocument3 pagesCurso de Fundición BásicaGustavo Díaz come pingaPas encore d'évaluation
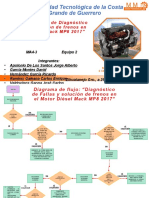
- Diagrama de Flujo Diagnóstico y Solución de Motor Diésel - 20306001Document5 pagesDiagrama de Flujo Diagnóstico y Solución de Motor Diésel - 20306001Hector BellerinPas encore d'évaluation
- Silabo Mecanica Teorica IIIDocument5 pagesSilabo Mecanica Teorica IIINormaCamposRamozPas encore d'évaluation
- Presentación de Tesis Castillo CastañedaDocument9 pagesPresentación de Tesis Castillo CastañedaJose Luis Rodriguez CardozoPas encore d'évaluation
- Mantenimiento de Gas GLP y GNVDocument8 pagesMantenimiento de Gas GLP y GNV꧁ᎫUᎪᏁ TMPas encore d'évaluation
- SILABO - Laboratorio de Motores 2017-DiurnoDocument4 pagesSILABO - Laboratorio de Motores 2017-DiurnoJuan Jose Nina CharajaPas encore d'évaluation
- Silabo de Rectificacion Ok Ok 2019 BlasDocument2 pagesSilabo de Rectificacion Ok Ok 2019 BlasGerardo Alexander Azañero AlaniaPas encore d'évaluation
- Carta PsicrometricaDocument1 pageCarta PsicrometricaluisaliasPas encore d'évaluation
- Silabo Electro-Hidroneumática NocturnoDocument3 pagesSilabo Electro-Hidroneumática NocturnoMiguel GandarillasPas encore d'évaluation
- Unidad 9Document36 pagesUnidad 9Garcia Sanchez TeoPas encore d'évaluation
- U12-Costos de Posesión y Operación 2018-2Document16 pagesU12-Costos de Posesión y Operación 2018-2Alex FloresPas encore d'évaluation
- Consulta Bibliográfica Sobre Los Siguientes Sensores MAP, MAF, CKP y CMPDocument9 pagesConsulta Bibliográfica Sobre Los Siguientes Sensores MAP, MAF, CKP y CMPLEONARDO CASTILOPas encore d'évaluation
- Soft-Engine Manual Del SoftwareDocument29 pagesSoft-Engine Manual Del SoftwareJorge Ponce GalianoPas encore d'évaluation
- Laboratorio 3 MECH Curvas Caracteristicas PucpDocument26 pagesLaboratorio 3 MECH Curvas Caracteristicas PucpRene AguilarPas encore d'évaluation
- Informe Lab 5 MotoresDocument21 pagesInforme Lab 5 MotoresFernando BaldeonPas encore d'évaluation
- Manual de Instalación Fluidsim Hydraulic - AlumnosDocument8 pagesManual de Instalación Fluidsim Hydraulic - AlumnosAlejandro Renato Rengifo LedesmaPas encore d'évaluation
- Guía de Curso - Reparacion de Motores Diesel I.Document2 pagesGuía de Curso - Reparacion de Motores Diesel I.JORGE QUIQUIJANA100% (1)
- Laboratorio 6 de MotoresDocument22 pagesLaboratorio 6 de MotoresJulio ChavarriPas encore d'évaluation
- Diseño de Elementos de MáquinasDocument3 pagesDiseño de Elementos de MáquinasRëdliw AcäsutiPas encore d'évaluation
- MetrologiaDocument72 pagesMetrologiaYeison SuarezPas encore d'évaluation
- Unidad Ii - Algebra LinealDocument19 pagesUnidad Ii - Algebra LinealJuan Rios DavilaPas encore d'évaluation
- 54219766cvccc PDFDocument146 pages54219766cvccc PDFOrlando CastroPas encore d'évaluation
- 26 Mayo 2015 Peritaje Finaltasacion Flota Vehicular (09 Unds) OltursaDocument9 pages26 Mayo 2015 Peritaje Finaltasacion Flota Vehicular (09 Unds) OltursajahayraPas encore d'évaluation
- Silabo Autotronica Mar Ago 2013Document8 pagesSilabo Autotronica Mar Ago 2013William ManotoaPas encore d'évaluation
- A. Dirección G 3.5 BDocument14 pagesA. Dirección G 3.5 BArturoPuentePas encore d'évaluation
- Frenos TOYOTADocument25 pagesFrenos TOYOTAFabi Fabian H CPas encore d'évaluation
- Chasis acero carbono Protocar 1.0Document14 pagesChasis acero carbono Protocar 1.0Jose Andres Jimenez CasallasPas encore d'évaluation
- Silabo Neumatica y HidraulicaDocument5 pagesSilabo Neumatica y HidraulicaRudhy Humbert FloresPas encore d'évaluation
- Clase Suspensión 4 PDFDocument49 pagesClase Suspensión 4 PDFCrismai HusnerPas encore d'évaluation
- Tecnologia MotoresDocument4 pagesTecnologia MotoresJorge Gonzales OrtizPas encore d'évaluation
- Guía completa para el diagnóstico y reparación de motoresDocument126 pagesGuía completa para el diagnóstico y reparación de motoresJoel Ch'vezPas encore d'évaluation
- Trabajo de Pasantias en TornosDocument14 pagesTrabajo de Pasantias en TornosIrwing PetitPas encore d'évaluation
- Sílabo - U Chile - Cálculo NumericoDocument3 pagesSílabo - U Chile - Cálculo NumericoDiego ChávezPas encore d'évaluation
- Analizador de Gases AvanceDocument15 pagesAnalizador de Gases AvanceCarlos Yefferson Apaza ArapaPas encore d'évaluation
- Ficha Tecnica Tracto A7 380 GNV HuvDocument2 pagesFicha Tecnica Tracto A7 380 GNV HuvGermán100% (1)
- Motores de Combustion Interna 1Document220 pagesMotores de Combustion Interna 1edison condoyPas encore d'évaluation
- Nte Inen 2902Document34 pagesNte Inen 2902geragabiPas encore d'évaluation
- TallerDocument10 pagesTallerHerart VillanuevaPas encore d'évaluation
- Taller 1 - Culata 2016Document13 pagesTaller 1 - Culata 2016Guido MoisesPas encore d'évaluation
- Informe Culata 2013 PDFDocument16 pagesInforme Culata 2013 PDFJesùs Daniel Berrocal EspinoPas encore d'évaluation
- Taller 2 - Culata 2015 Terminado AlcantarDocument15 pagesTaller 2 - Culata 2015 Terminado AlcantarMichael AlcantaraPas encore d'évaluation
- Laboratorio 1Document14 pagesLaboratorio 1FrankN.MamaniApazaPas encore d'évaluation
- Prueba de PresionesDocument2 pagesPrueba de Presionesmijael1393Pas encore d'évaluation
- Valvula AntidriftDocument3 pagesValvula Antidriftmijael1393Pas encore d'évaluation
- Bomba de Transferencia de Combustible - QuitarDocument5 pagesBomba de Transferencia de Combustible - Quitarmijael1393Pas encore d'évaluation
- Catalogo 320D LDocument16 pagesCatalogo 320D Lسيرجيو سيرجيوPas encore d'évaluation
- Dif 2Document1 pageDif 2mijael1393Pas encore d'évaluation
- Instrucciones Colocacion y Lavado Mascarillas Reutilizables - Rev. 1 - MabsDocument1 pageInstrucciones Colocacion y Lavado Mascarillas Reutilizables - Rev. 1 - Mabsmijael1393Pas encore d'évaluation
- Control de Flujo NegativoDocument8 pagesControl de Flujo Negativomijael1393Pas encore d'évaluation
- Falla Valvula D RetncionDocument5 pagesFalla Valvula D Retncionmijael1393Pas encore d'évaluation
- Casos de EstudioDocument7 pagesCasos de Estudiomijael1393Pas encore d'évaluation
- Diferencial y Corona - InstalarDocument5 pagesDiferencial y Corona - Instalarmijael1393Pas encore d'évaluation
- Bomba de Transferencia de Combustible - InstalarDocument4 pagesBomba de Transferencia de Combustible - Instalarmijael1393Pas encore d'évaluation
- Dif 1Document1 pageDif 1mijael1393Pas encore d'évaluation
- Deutz - Motror Manual InsrucctiuonsDocument4 pagesDeutz - Motror Manual Insrucctiuonsmijael1393100% (1)
- Differential (Standard) (1 To 842) - DisassembleDocument4 pagesDifferential (Standard) (1 To 842) - Disassemblemijael1393Pas encore d'évaluation
- Precarga Del Piñón Del Diferencial - AjustarDocument7 pagesPrecarga Del Piñón Del Diferencial - Ajustarmijael1393Pas encore d'évaluation
- Axle Arrangement AdjustmentDocument1 pageAxle Arrangement Adjustmentmijael1393Pas encore d'évaluation
- M CH 0049Document4 pagesM CH 0049mijael1393Pas encore d'évaluation
- U5l1 l2sDocument31 pagesU5l1 l2smijael13930% (1)
- Deutz - Motror Manual InsrucctiuonsDocument4 pagesDeutz - Motror Manual Insrucctiuonsmijael1393100% (1)
- Turbidez AguaDocument3 pagesTurbidez Aguarosa_becerril_11Pas encore d'évaluation
- Servicio Nacional de Adiestramiento en Trabajo IndustrialDocument9 pagesServicio Nacional de Adiestramiento en Trabajo Industrialmijael1393Pas encore d'évaluation
- Funciones Del NeumáticoDocument6 pagesFunciones Del NeumáticogianmarcoPas encore d'évaluation
- Informe de TablerosDocument30 pagesInforme de TablerosmoisesPas encore d'évaluation
- Autotransformador 1Document26 pagesAutotransformador 1tony TrujilloPas encore d'évaluation
- ExsaDocument35 pagesExsaReyner Trelles MoránPas encore d'évaluation
- IPERC - Asistencia Tecnica de Voladura - R11Document23 pagesIPERC - Asistencia Tecnica de Voladura - R11esgarPas encore d'évaluation
- Supermercado Orion RseDocument13 pagesSupermercado Orion RseRODRIGO IBRAHIN OROSCO SIERRAPas encore d'évaluation
- JDR BabelDocument128 pagesJDR BabelultronicmanPas encore d'évaluation
- Top 10 Productos Que Mas Exporta ArgentinaDocument6 pagesTop 10 Productos Que Mas Exporta ArgentinaNahuel SanchezPas encore d'évaluation
- Práctica 4 CdeDocument10 pagesPráctica 4 CdeUriel CastañedaPas encore d'évaluation
- t16 Metabolismo CelularDocument21 pagest16 Metabolismo CelularMalena WaldorfPas encore d'évaluation
- Carpetas de RodadoDocument11 pagesCarpetas de RodadoYamil Angel Gonzalez Morales100% (1)
- Ibau Conveyor BeltsDocument430 pagesIbau Conveyor BeltsRonald Medina100% (1)
- Determinación de cloro libre y total en aguaDocument4 pagesDeterminación de cloro libre y total en aguaJose VPas encore d'évaluation
- Prom ArtDocument3 pagesProm ArtBraulio Martinez IngaPas encore d'évaluation
- Analisis de Conflictos CondorhuainDocument37 pagesAnalisis de Conflictos CondorhuainRosy Flores RomeroPas encore d'évaluation
- FisicaDocument110 pagesFisicaMachetin MachetinPas encore d'évaluation
- Gestion AmbientalDocument22 pagesGestion AmbientalOrlando Sayago RafaelPas encore d'évaluation
- Ecologia OdtDocument12 pagesEcologia OdtKim MedranoPas encore d'évaluation
- Cargador de Baterias Serie SD TrifasicoDocument2 pagesCargador de Baterias Serie SD TrifasicoJesús SosaPas encore d'évaluation
- INFORME Condensador Variable Tambo Angela PDFDocument7 pagesINFORME Condensador Variable Tambo Angela PDFangela t. hPas encore d'évaluation
- Selec&Asoci - Protecciones V3 - Power EEDocument46 pagesSelec&Asoci - Protecciones V3 - Power EECarlos Moraga CopierPas encore d'évaluation
- 30 Eje3 t3Document12 pages30 Eje3 t3Nelson Andres Guerrero CastroPas encore d'évaluation
- Coca Codo SinclairDocument9 pagesCoca Codo SinclairAligator4Pas encore d'évaluation
- Es Acs800-07 V992 HW C A4Document206 pagesEs Acs800-07 V992 HW C A4Marleny Lindo CajusolPas encore d'évaluation
- TESISDocument36 pagesTESISCarolina Soledad Salas EvaristoPas encore d'évaluation