Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1091)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Namma Kalvi 12th Chemistry Unit 6 Study Material emDocument28 pagesNamma Kalvi 12th Chemistry Unit 6 Study Material emÂshwin ÂshwinPas encore d'évaluation
- The Collision TheoryDocument5 pagesThe Collision TheoryRhea PardiñasPas encore d'évaluation
- IR Spectra AnalysisDocument37 pagesIR Spectra AnalysisdevoydouglasPas encore d'évaluation
- Physical Science Abhyasa Deepika EMDocument75 pagesPhysical Science Abhyasa Deepika EMRajesh Pinjarla86% (14)
- Mass Transfer: Reference: Gengel, Ghajar (Unsolved Problem)Document6 pagesMass Transfer: Reference: Gengel, Ghajar (Unsolved Problem)Kani Al BazirPas encore d'évaluation
- PCM70140 Primer Epoxi PPGDocument1 pagePCM70140 Primer Epoxi PPGMisaelPas encore d'évaluation
- Coolelf Auto Supra 37C ENG PDS PDFDocument3 pagesCoolelf Auto Supra 37C ENG PDS PDFEdison Macleiry Tejeda NúñezPas encore d'évaluation
- 9853 1213 01i Fluids and Lubricating GreasesDocument18 pages9853 1213 01i Fluids and Lubricating GreasespressisoPas encore d'évaluation
- FlintDocument2 pagesFlintapi-4610086010% (1)
- Road To Success: Practice Makes PerfectDocument6 pagesRoad To Success: Practice Makes PerfectLyna NaderPas encore d'évaluation
- Advanced Chromatography HPLC SystemDocument37 pagesAdvanced Chromatography HPLC SystemAnwarSohailPas encore d'évaluation
- Polysure PP RB02CRDocument1 pagePolysure PP RB02CRPiyush A JoshiPas encore d'évaluation
- Sulfonated Asphalt CCCDocument7 pagesSulfonated Asphalt CCCwynneralphPas encore d'évaluation
- Ultrasonic Welding 2009Document21 pagesUltrasonic Welding 2009Rodrigo Toasa100% (1)
- W4 BENZENE Nomenclature Stability Physical & Chemical Properties PDFDocument22 pagesW4 BENZENE Nomenclature Stability Physical & Chemical Properties PDFathyrahPas encore d'évaluation
- Lubricants: Hydraulic Oil Buyer's GuideDocument3 pagesLubricants: Hydraulic Oil Buyer's GuideeroolifyPas encore d'évaluation
- Astm D7348Document3 pagesAstm D7348Sylab InstrumentsPas encore d'évaluation
- Coffe Roasted 1330-2Document1 pageCoffe Roasted 1330-2salamancagrossoPas encore d'évaluation
- Y8 Science Chapter 2Document36 pagesY8 Science Chapter 2shabnam.aurangzaib109100% (1)
- Kromatografi: Dasar Teori, PC Dan TLC: Kimia Analitik Semester Genap 2012/2013 Esti Widowati, S.Si.,M.PDocument51 pagesKromatografi: Dasar Teori, PC Dan TLC: Kimia Analitik Semester Genap 2012/2013 Esti Widowati, S.Si.,M.PFifit NurhPas encore d'évaluation
- Rare Methamphetamine SynthesisDocument1 pageRare Methamphetamine SynthesisAlessioSonaglioPas encore d'évaluation
- Organic Chem With An Emphasis On BiologyDocument713 pagesOrganic Chem With An Emphasis On Biologymedranobarraza.manuel2021Pas encore d'évaluation
- ECDocument4 pagesECabhishekPas encore d'évaluation
- Chemistry The Central Science 1Document4 pagesChemistry The Central Science 1Ariane Caranto100% (2)
- Cosmos Alminium-Technical - Specifications PDFDocument2 pagesCosmos Alminium-Technical - Specifications PDFmindsopenPas encore d'évaluation
- Automated Titration of The Hydroxyl Number According To ASTM E1899 and EN ISO 4629-2Document8 pagesAutomated Titration of The Hydroxyl Number According To ASTM E1899 and EN ISO 4629-2xibs2009Pas encore d'évaluation
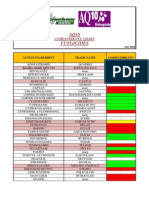
- AQ10 SideeffectsDocument2 pagesAQ10 SideeffectsmealysrPas encore d'évaluation
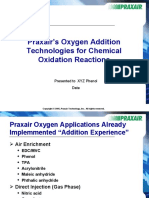
- Phenol Presentation - Final - reviewAVDocument14 pagesPhenol Presentation - Final - reviewAVCristian TorrezPas encore d'évaluation
- The Production of Bioplastics From Banana PeelsDocument11 pagesThe Production of Bioplastics From Banana PeelsSamantha Vhiel Vicente100% (1)
- 7th Methanol Markets & Tech - About Event - About ConferenceDocument3 pages7th Methanol Markets & Tech - About Event - About ConferenceidownloadbooksforstuPas encore d'évaluation