Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- FB Crisis DNS and Porous MetasurfacesDocument19 pagesFB Crisis DNS and Porous MetasurfacesBharat Bhushan SharmaPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Mathematics Part 2 - Prakash Rajpurohit's BlogDocument2 pagesMathematics Part 2 - Prakash Rajpurohit's BlogBharat Bhushan SharmaPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- FulltextDocument99 pagesFulltextBharat Bhushan SharmaPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- 10 18186-Thermal 540120-671168Document8 pages10 18186-Thermal 540120-671168Bharat Bhushan SharmaPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Fedder - PHD - Thesis. Simulation of MEM SystemsDocument12 pagesFedder - PHD - Thesis. Simulation of MEM SystemsBharat Bhushan SharmaPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- 2008 Mems Passive Latching Mechanical Shock SensorDocument7 pages2008 Mems Passive Latching Mechanical Shock SensorBharat Bhushan SharmaPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- 2011 Shanthraj - Electrothermomechanical Finite-Element Modeling of Metal Microcontacts in MEMSDocument12 pages2011 Shanthraj - Electrothermomechanical Finite-Element Modeling of Metal Microcontacts in MEMSBharat Bhushan SharmaPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Mathematics Part-1 - Prakash Rajpurohit's BlogDocument2 pagesMathematics Part-1 - Prakash Rajpurohit's BlogBharat Bhushan SharmaPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Syllabus GS123Document14 pagesSyllabus GS123Bharat Bhushan SharmaPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Booklist and Strategy For Paper 1 - NITISH KDocument16 pagesBooklist and Strategy For Paper 1 - NITISH KBharat Bhushan SharmaPas encore d'évaluation
- Mathematics Book List - Prakash Rajpurohit's BlogDocument2 pagesMathematics Book List - Prakash Rajpurohit's BlogBharat Bhushan SharmaPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Booklist and Strategy For Paper 2 - NITISH KDocument15 pagesBooklist and Strategy For Paper 2 - NITISH KBharat Bhushan SharmaPas encore d'évaluation
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Function of Several Variables: 26. Set III Infinite SeriesDocument4 pagesFunction of Several Variables: 26. Set III Infinite SeriesBharat Bhushan SharmaPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- HPSC HCSDocument4 pagesHPSC HCSBharat Bhushan SharmaPas encore d'évaluation
- Three-Dimensional Numerical Simulation of Fluid Flow With Phase Change Heat Transfer in An Asymmetrically Heated Porous ChannelDocument13 pagesThree-Dimensional Numerical Simulation of Fluid Flow With Phase Change Heat Transfer in An Asymmetrically Heated Porous ChannelBharat Bhushan SharmaPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Will Power and Its Development, by Swami BuddhanandaDocument17 pagesWill Power and Its Development, by Swami BuddhanandaEstudante da Vedanta100% (2)
- Carmen Sanchez - Cultivation of Pleurotus Ostreatus and Other Edible MushroomsDocument17 pagesCarmen Sanchez - Cultivation of Pleurotus Ostreatus and Other Edible MushroomsBharat Bhushan SharmaPas encore d'évaluation
- Textbook of Environment Studies For Undergraduate Courses - Erach Bharucha PDFDocument260 pagesTextbook of Environment Studies For Undergraduate Courses - Erach Bharucha PDFPari Athouba100% (2)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- FEMA Simplified Wood Gas Generator-Mar 1989 With Biomass Energy Foundation 2001Document120 pagesFEMA Simplified Wood Gas Generator-Mar 1989 With Biomass Energy Foundation 2001Bharat Bhushan SharmaPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Application of Kovalev Type Modeling To Evaporationin Biporous WicksDocument9 pagesApplication of Kovalev Type Modeling To Evaporationin Biporous WicksBharat Bhushan SharmaPas encore d'évaluation
- How To Add Temperature To IcoFoamDocument7 pagesHow To Add Temperature To IcoFoamBharat Bhushan SharmaPas encore d'évaluation
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Hrvoje Jasak PH DDocument394 pagesHrvoje Jasak PH DJemenePas encore d'évaluation
- Strategies For Success-WorkbookDocument42 pagesStrategies For Success-Workbook123owen100% (8)
- COMSOL Implementation of A Multiphase Fluid Flow Model in Porous MediaDocument7 pagesCOMSOL Implementation of A Multiphase Fluid Flow Model in Porous MediaBharat Bhushan SharmaPas encore d'évaluation
- Bhagavad Gita - With Sri Shankaracharya CommentaryDocument508 pagesBhagavad Gita - With Sri Shankaracharya CommentaryEstudante da Vedanta100% (24)
- Hassanizadeh - Darcy's Law in Complex Porous Media-Back To FundamentalsDocument32 pagesHassanizadeh - Darcy's Law in Complex Porous Media-Back To FundamentalsBharat Bhushan SharmaPas encore d'évaluation
- Vishnu - Sahasranama With The - Bhasya of Sankaracharya PDFDocument194 pagesVishnu - Sahasranama With The - Bhasya of Sankaracharya PDFhitejoPas encore d'évaluation
- 2008 - Thesis. Modeling of Thin Film Evaporation Heat Transfer and Experimental Investigation of Miniature Heat PipesDocument146 pages2008 - Thesis. Modeling of Thin Film Evaporation Heat Transfer and Experimental Investigation of Miniature Heat PipesBharat Bhushan SharmaPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- 2008 - Thesis. A Navier-Stokes Solver For Single and Two-Phase FlowDocument137 pages2008 - Thesis. A Navier-Stokes Solver For Single and Two-Phase FlowBharat Bhushan SharmaPas encore d'évaluation
- GChem Online 1Document31 pagesGChem Online 1Yao WangPas encore d'évaluation
- DDDDocument1 pageDDDKashif AliPas encore d'évaluation
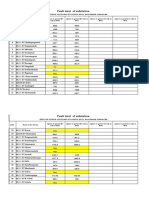
- Fault Level of SubstationDocument2 pagesFault Level of SubstationrtadPas encore d'évaluation
- Nondissipative Clamping Benefits DC-DC ConvertersDocument5 pagesNondissipative Clamping Benefits DC-DC ConvertersMateusz LiszczykPas encore d'évaluation
- Handy FlexDocument3 pagesHandy FlexwinPas encore d'évaluation
- Rad Lec 1 Machine OverviewDocument4 pagesRad Lec 1 Machine OverviewTiti DarabanPas encore d'évaluation
- Schneider CatalogueDocument7 pagesSchneider Cataloguesheikh nasseruddienPas encore d'évaluation
- Module 3 First Half (1339)Document3 pagesModule 3 First Half (1339)Ibrahim FareedPas encore d'évaluation
- DOCUMENT: Electrical Standard Specification: Of: 1 Standard No. EPD - A.19Document5 pagesDOCUMENT: Electrical Standard Specification: Of: 1 Standard No. EPD - A.19Ahitworld 21Pas encore d'évaluation
- DR - Swapna BhowmikDocument21 pagesDR - Swapna BhowmikAnil Anil ChoudharyPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Project ReportDocument34 pagesProject ReportSumit Sharma75% (4)
- BS 7346-8 - Smoke VentilationDocument56 pagesBS 7346-8 - Smoke VentilationHelen Othen100% (1)
- 59-Numerical Analysis of Masonry Arch Bridges Benefits and Limits of Damage MechanicsDocument8 pages59-Numerical Analysis of Masonry Arch Bridges Benefits and Limits of Damage MechanicsvttrlcPas encore d'évaluation
- Sector Bending Blurring Lines Between Non-Profit and For-ProfitDocument13 pagesSector Bending Blurring Lines Between Non-Profit and For-ProfitKevPas encore d'évaluation
- Detroit S60 SpecsDocument2 pagesDetroit S60 Specsgrgramm50% (2)
- Carrier VRF PDFDocument12 pagesCarrier VRF PDFThếSơnNguyễnPas encore d'évaluation
- Specification For Fuel Gases For Combustion in Heavy-Duty Gas TurbinesDocument24 pagesSpecification For Fuel Gases For Combustion in Heavy-Duty Gas TurbinesGreg EverettPas encore d'évaluation
- Science TG Grade 8Document225 pagesScience TG Grade 8Aabdu Zhaif Andal100% (1)
- KUliah IndustriDocument79 pagesKUliah IndustriNindaPas encore d'évaluation
- Bangui Wind FarmDocument5 pagesBangui Wind FarmChristopher YsitPas encore d'évaluation
- Catalog 12 Section 2 TabDocument40 pagesCatalog 12 Section 2 TabAnonymous oPInocXPas encore d'évaluation
- DFML 67197-1-1-en-US-1311 Juntas InflablesDocument20 pagesDFML 67197-1-1-en-US-1311 Juntas InflablesAndrés PazmiñoPas encore d'évaluation
- Conceptual Design of Planetary Gearbox System ForDocument11 pagesConceptual Design of Planetary Gearbox System ForAthoriq Dias MuyasarPas encore d'évaluation
- Quantum EfficiencyDocument8 pagesQuantum EfficiencySurender DilipPas encore d'évaluation
- Lakwagaon - NIT - OILPROJECT - CNP - 62 - LKN - 01Document7 pagesLakwagaon - NIT - OILPROJECT - CNP - 62 - LKN - 01Sunil WadekarPas encore d'évaluation
- Blowdown Strainer DesignDocument2 pagesBlowdown Strainer DesignElias EliasPas encore d'évaluation
- Chapter 2 Forces Exam QuestionsDocument6 pagesChapter 2 Forces Exam QuestionsNoor Ulain NabeelaPas encore d'évaluation
- Guide For The Application of The European Standard EN 50160: BSI Standards PublicationDocument48 pagesGuide For The Application of The European Standard EN 50160: BSI Standards Publicationkotini100% (1)
- PowerTHRU BrochureDocument4 pagesPowerTHRU BrochureNesa VijinPas encore d'évaluation
- DC Motor Speed System Modeling (Final Report)Document41 pagesDC Motor Speed System Modeling (Final Report)Khubaib Ahmed80% (5)