Vous aimerez peut-être aussi
- Structural Systems for High Rise BuildingsDocument7 pagesStructural Systems for High Rise BuildingsSuncica Zurkovic100% (1)
- BMCT-V TRUSS LESS ROOF STRUCTURESDocument25 pagesBMCT-V TRUSS LESS ROOF STRUCTURESDevine MerakiPas encore d'évaluation
- Prestressed Concrete 2Document30 pagesPrestressed Concrete 2Mehdi AliPas encore d'évaluation
- Portal Frame - Airport Hangar PDFDocument12 pagesPortal Frame - Airport Hangar PDFShinjini BhattacharjeePas encore d'évaluation
- Double Layer GridsDocument20 pagesDouble Layer GridsSekh SamimPas encore d'évaluation
- Cable-Stayed Roof Structures: Design ConsiderationsDocument7 pagesCable-Stayed Roof Structures: Design ConsiderationsSunil PulikkalPas encore d'évaluation
- Vector Structure SystemDocument27 pagesVector Structure SystemMaaz AbdullahPas encore d'évaluation
- Pre-Fabrication by Kanika JainDocument42 pagesPre-Fabrication by Kanika Jainkanika jainPas encore d'évaluation
- King Post Truss Construction DetailsDocument9 pagesKing Post Truss Construction DetailsvijayPas encore d'évaluation
- AlamilloDocument30 pagesAlamilloCamille Daigo0% (1)
- Precast Plank & Joist Roofing (Is 13990 - 1994)Document15 pagesPrecast Plank & Joist Roofing (Is 13990 - 1994)ckbose3296100% (1)
- Brief On Tensile StructuresDocument34 pagesBrief On Tensile StructuresShikhaPas encore d'évaluation
- TFR1 Precast RCDocument19 pagesTFR1 Precast RCvaibhavsensesPas encore d'évaluation
- Space FrameDocument4 pagesSpace FrameKomal KhatriPas encore d'évaluation
- The Retractable Roof and Movable Field at University of Phoenix Stadium ArizonaDocument4 pagesThe Retractable Roof and Movable Field at University of Phoenix Stadium ArizonaHeitham Bou ChahinePas encore d'évaluation
- Long Span Structures ExplainedDocument45 pagesLong Span Structures ExplainedAnkita GhodkePas encore d'évaluation
- Folded Plates: Harshi Garg 4BDocument33 pagesFolded Plates: Harshi Garg 4BTanuj BhardwajPas encore d'évaluation
- Folded Plate StructureDocument24 pagesFolded Plate Structurepatel shivanginiPas encore d'évaluation
- 11 - Space Frames ConstructionDocument11 pages11 - Space Frames ConstructionJCLL50% (2)
- Doka System ComponentsDocument24 pagesDoka System ComponentsAditya ManePas encore d'évaluation
- Cable Structures PDFDocument44 pagesCable Structures PDFsindhura50% (2)
- Case Study On Large Span Structure PDFDocument1 pageCase Study On Large Span Structure PDFNiladri Sekhar RoyPas encore d'évaluation
- Space Frame PDFDocument18 pagesSpace Frame PDFSadhana PatilPas encore d'évaluation
- Latice or grid structures optimized for 40 characters or lessDocument15 pagesLatice or grid structures optimized for 40 characters or lessShraddha BahiratPas encore d'évaluation
- Cable StructuresDocument24 pagesCable StructuresUsha Sri GPas encore d'évaluation
- Long Span Structure London VelodromeDocument20 pagesLong Span Structure London VelodromeArjun Nambiar67% (3)
- AR 17 63 Building Materials and Construction - VDocument39 pagesAR 17 63 Building Materials and Construction - VmUSI100% (1)
- Portal FrameDocument9 pagesPortal FrameAbhishek Rajgor100% (1)
- CASTELLATED GIRDER DESIGN AND FAILURE MODESDocument14 pagesCASTELLATED GIRDER DESIGN AND FAILURE MODESpriyesh jainPas encore d'évaluation
- Report 8-Shell Structures Case StudyDocument6 pagesReport 8-Shell Structures Case StudySoham SatamPas encore d'évaluation
- China's Olympic Structures NBM CW Nov 08Document12 pagesChina's Olympic Structures NBM CW Nov 08Subramanian NarayananPas encore d'évaluation
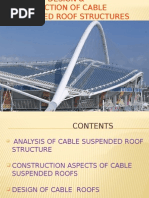
- Cable Suspended Roof StructureDocument12 pagesCable Suspended Roof StructureAkshay Chaudhari75% (4)
- Long Span StrcutureDocument6 pagesLong Span StrcutureArun SahaniPas encore d'évaluation
- PrecastDocument35 pagesPrecastalyssa0% (1)
- General Study of Pneumatic StructuresDocument8 pagesGeneral Study of Pneumatic StructuresabdiPas encore d'évaluation
- Assignment-3 Mast SupportedDocument23 pagesAssignment-3 Mast SupportedShanmuga Priya100% (1)
- Submitted By: 12602 Ankur 12617 Pratyush 12642 Himalya 12646 BadarDocument15 pagesSubmitted By: 12602 Ankur 12617 Pratyush 12642 Himalya 12646 BadarAnjalySinhaPas encore d'évaluation
- Godavari Railway BridgeDocument17 pagesGodavari Railway BridgeYash Dhabalia100% (1)
- Space FrameDocument8 pagesSpace Framevaibhav100% (1)
- 16bar002,16bar005,16bar017,16bar024,16bar028 Space FrameDocument28 pages16bar002,16bar005,16bar017,16bar024,16bar028 Space Framenij balarPas encore d'évaluation
- Portal Frame-FINALDocument11 pagesPortal Frame-FINALKratiAgarwalPas encore d'évaluation
- Space FramesDocument77 pagesSpace Framesanuj seth100% (1)
- RCC Folded Plates ShortDocument2 pagesRCC Folded Plates ShortdeepshikhaPas encore d'évaluation
- Vaults & Domes: Construction Technique /failures: Definition of A VaultDocument2 pagesVaults & Domes: Construction Technique /failures: Definition of A VaultDivya VishwakarmaPas encore d'évaluation
- Dulles International Airport, Virginia.: Eero SaarinenDocument29 pagesDulles International Airport, Virginia.: Eero SaarinenAlaaalola55 YAHOOPas encore d'évaluation
- Folded PlatesDocument8 pagesFolded PlatesAsanka Bandaranayake100% (1)
- Glass Blocks BrochureDocument4 pagesGlass Blocks BrochureMihai GramaPas encore d'évaluation
- Composite WallsDocument41 pagesComposite WallsShivani Snigdha100% (1)
- Jin MaoDocument8 pagesJin MaoAyushi PaldiwalPas encore d'évaluation
- Long Span Structures GuideDocument16 pagesLong Span Structures GuidePrashant PalPas encore d'évaluation
- Portal Frame StructuresDocument25 pagesPortal Frame Structuresharish gupta100% (1)
- Space FrameDocument12 pagesSpace FrameSanika KadamPas encore d'évaluation
- Convention Center Girder Failure Leads to RetrofitDocument3 pagesConvention Center Girder Failure Leads to RetrofitAnonymous 7MdZQn1Pas encore d'évaluation
- REID Hangars PDFDocument20 pagesREID Hangars PDFSyed RaziuddinPas encore d'évaluation
- The Hangzhou Tennis Center: A Case Study in Integrated Parametric DesignDocument8 pagesThe Hangzhou Tennis Center: A Case Study in Integrated Parametric DesignRajniPas encore d'évaluation
- Tensile Structures: How They Work and Common TypesDocument10 pagesTensile Structures: How They Work and Common Typesaditya2053Pas encore d'évaluation
- Connecting Details DWG 001Document9 pagesConnecting Details DWG 001Yadhu .msa17Pas encore d'évaluation
- PS steel space frame specsDocument7 pagesPS steel space frame specsAndriPas encore d'évaluation
- Steel Space Frame SpecDocument5 pagesSteel Space Frame SpecSusi SihombingPas encore d'évaluation
- 05450-Pre Engineered Metal TrussesDocument4 pages05450-Pre Engineered Metal TrussesRamsey RasmeyPas encore d'évaluation
- The Pritzker Architecture Prize 2007 Presented To Richard RogersDocument19 pagesThe Pritzker Architecture Prize 2007 Presented To Richard RogersJPas encore d'évaluation
- Inst. For OffsetDocument2 pagesInst. For OffsetgorvjndlPas encore d'évaluation
- Urban Design Process TechniquesDocument44 pagesUrban Design Process TechniquesgorvjndlPas encore d'évaluation
- Urban Design ProcessDocument44 pagesUrban Design ProcessgorvjndlPas encore d'évaluation
- Lightweight Concrete.Document22 pagesLightweight Concrete.gorvjndlPas encore d'évaluation
- Room and Auditorium AcousticsDocument16 pagesRoom and Auditorium AcousticsgorvjndlPas encore d'évaluation
- Anti RaggingDocument4 pagesAnti RaggingRishi KatariaPas encore d'évaluation
- Case Study of HotelDocument15 pagesCase Study of Hotelgorvjndl25% (4)
- Final BriefDocument20 pagesFinal BriefgorvjndlPas encore d'évaluation
- Vilhelmsro Primary SchoolDocument25 pagesVilhelmsro Primary SchoolgorvjndlPas encore d'évaluation
- Autodesk Educational Product ElevationDocument1 pageAutodesk Educational Product ElevationgorvjndlPas encore d'évaluation
- Ma Eng, 5-3-2011, AnDocument5 pagesMa Eng, 5-3-2011, AngorvjndlPas encore d'évaluation
- Higher Algebra - Hall & KnightDocument593 pagesHigher Algebra - Hall & KnightRam Gollamudi100% (2)
- Enterprise Architecture: Critical Factors Affecting Modelling and ManagementDocument13 pagesEnterprise Architecture: Critical Factors Affecting Modelling and ManagementgorvjndlPas encore d'évaluation
- B Arch CrustmDocument1 pageB Arch CrustmgorvjndlPas encore d'évaluation
- Speed Palmistry Guide to DestinyDocument32 pagesSpeed Palmistry Guide to Destinysiev29Pas encore d'évaluation
- Jesus in IndiaDocument164 pagesJesus in IndiaAbhijith MarathakamPas encore d'évaluation
- Page 1 - 12Document13 pagesPage 1 - 12gorvjndlPas encore d'évaluation
- Destination Management OverviewDocument5 pagesDestination Management OverviewMd. Mamun Hasan BiddutPas encore d'évaluation
- Westbourne Baptist Church NW CalgaryDocument4 pagesWestbourne Baptist Church NW CalgaryBonnie BaldwinPas encore d'évaluation
- Real Vs Nominal Values (Blank)Document4 pagesReal Vs Nominal Values (Blank)Prineet AnandPas encore d'évaluation
- HOTC 1 TheFoundingoftheChurchandtheEarlyChristians PPPDocument42 pagesHOTC 1 TheFoundingoftheChurchandtheEarlyChristians PPPSuma HashmiPas encore d'évaluation
- Instafin LogbookDocument4 pagesInstafin LogbookAnonymous gV9BmXXHPas encore d'évaluation
- Practise Active and Passive Voice History of Central Europe: I Lead-InDocument4 pagesPractise Active and Passive Voice History of Central Europe: I Lead-InCorina LuchianaPas encore d'évaluation
- APFC Accountancy Basic Study Material For APFCEPFO ExamDocument3 pagesAPFC Accountancy Basic Study Material For APFCEPFO ExamIliasPas encore d'évaluation
- Grimoire of Baphomet A-Z EditionDocument18 pagesGrimoire of Baphomet A-Z EditionTheK1nGp1N100% (1)
- The 4Ps of Labor: Passenger, Passageway, Powers, and PlacentaDocument4 pagesThe 4Ps of Labor: Passenger, Passageway, Powers, and PlacentaMENDIETA, JACQUELINE V.Pas encore d'évaluation
- Natural Science subject curriculumDocument15 pagesNatural Science subject curriculum4porte3Pas encore d'évaluation
- Portfolio HistoryDocument8 pagesPortfolio Historyshubham singhPas encore d'évaluation
- TypeDocument20 pagesTypeakshayPas encore d'évaluation
- Selloooh X Shopee HandbookDocument47 pagesSelloooh X Shopee Handbooknora azaPas encore d'évaluation
- PCC ConfigDocument345 pagesPCC ConfigVamsi SuriPas encore d'évaluation
- RITL 2007 (Full Text)Document366 pagesRITL 2007 (Full Text)Institutul de Istorie și Teorie LiterarăPas encore d'évaluation
- Explore the rules and history of American football and basketballDocument2 pagesExplore the rules and history of American football and basketballAndrei IoneanuPas encore d'évaluation
- A StarDocument59 pagesA Starshahjaydip19912103Pas encore d'évaluation
- Fright ForwordersDocument6 pagesFright ForworderskrishnadaskotaPas encore d'évaluation
- Trends, Networks, and Critical Thinking in The 21st CenturyDocument22 pagesTrends, Networks, and Critical Thinking in The 21st CenturyGabrelle Ogayon100% (1)
- Symphonological Bioethical Theory: Gladys L. Husted and James H. HustedDocument13 pagesSymphonological Bioethical Theory: Gladys L. Husted and James H. HustedYuvi Rociandel Luardo100% (1)
- Revision and Second Term TestDocument15 pagesRevision and Second Term TestThu HươngPas encore d'évaluation
- Bullish EngulfingDocument2 pagesBullish EngulfingHammad SaeediPas encore d'évaluation
- Liberty Engine HistoryDocument124 pagesLiberty Engine HistoryCAP History Library100% (4)
- Community ResourcesDocument30 pagesCommunity Resourcesapi-242881060Pas encore d'évaluation
- IkannnDocument7 pagesIkannnarya saPas encore d'évaluation
- Size, Scale and Overall Proportion of Form, Basic Understanding of Various Shapes, Inter-Relationship of Visual FormsDocument17 pagesSize, Scale and Overall Proportion of Form, Basic Understanding of Various Shapes, Inter-Relationship of Visual FormsJabbar AljanabyPas encore d'évaluation
- 2005 Australian Secondary Schools Rugby League ChampionshipsDocument14 pages2005 Australian Secondary Schools Rugby League ChampionshipsDaisy HuntlyPas encore d'évaluation
- 40 Energising BreathsDocument1 page40 Energising BreathsOwlbearPas encore d'évaluation
- Glowing Stones in Ancient LoreDocument16 pagesGlowing Stones in Ancient LorerippvannPas encore d'évaluation
- Week 4 CasesDocument181 pagesWeek 4 CasesMary Ann AmbitaPas encore d'évaluation
- An Architect's Guide to Construction: Tales from the Trenches Book 1D'EverandAn Architect's Guide to Construction: Tales from the Trenches Book 1Pas encore d'évaluation
- Markup & Profit: A Contractor's Guide, RevisitedD'EverandMarkup & Profit: A Contractor's Guide, RevisitedÉvaluation : 5 sur 5 étoiles5/5 (11)
- A Place of My Own: The Architecture of DaydreamsD'EverandA Place of My Own: The Architecture of DaydreamsÉvaluation : 4 sur 5 étoiles4/5 (241)
- The Complete Guide to Alternative Home Building Materials & Methods: Including Sod, Compressed Earth, Plaster, Straw, Beer Cans, Bottles, Cordwood, and Many Other Low Cost MaterialsD'EverandThe Complete Guide to Alternative Home Building Materials & Methods: Including Sod, Compressed Earth, Plaster, Straw, Beer Cans, Bottles, Cordwood, and Many Other Low Cost MaterialsÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- The E-Myth Contractor: Why Most Contractors' Businesses Don't Work and What to Do About ItD'EverandThe E-Myth Contractor: Why Most Contractors' Businesses Don't Work and What to Do About ItÉvaluation : 4 sur 5 étoiles4/5 (16)
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsD'EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedD'EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedÉvaluation : 5 sur 5 étoiles5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationD'EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationÉvaluation : 4 sur 5 étoiles4/5 (18)
- Building Construction Technology: A Useful Guide - Part 1D'EverandBuilding Construction Technology: A Useful Guide - Part 1Évaluation : 4 sur 5 étoiles4/5 (3)
- How to Estimate with RSMeans Data: Basic Skills for Building ConstructionD'EverandHow to Estimate with RSMeans Data: Basic Skills for Building ConstructionÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- The Complete Guide to Building Your Own Home and Saving Thousands on Your New HouseD'EverandThe Complete Guide to Building Your Own Home and Saving Thousands on Your New HouseÉvaluation : 5 sur 5 étoiles5/5 (3)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialD'EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialPas encore d'évaluation
- Engineering Critical Assessment (ECA) for Offshore Pipeline SystemsD'EverandEngineering Critical Assessment (ECA) for Offshore Pipeline SystemsPas encore d'évaluation
- The Long Hangover: Putin's New Russia and the Ghosts of the PastD'EverandThe Long Hangover: Putin's New Russia and the Ghosts of the PastÉvaluation : 4.5 sur 5 étoiles4.5/5 (76)
- Civil Engineer's Handbook of Professional PracticeD'EverandCivil Engineer's Handbook of Professional PracticeÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideD'Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideÉvaluation : 3.5 sur 5 étoiles3.5/5 (7)
- Nuclear Energy in the 21st Century: World Nuclear University PressD'EverandNuclear Energy in the 21st Century: World Nuclear University PressÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Building Construction Technology: A Useful Guide - Part 2D'EverandBuilding Construction Technology: A Useful Guide - Part 2Évaluation : 5 sur 5 étoiles5/5 (1)
- Field Guide for Construction Management: Management by Walking AroundD'EverandField Guide for Construction Management: Management by Walking AroundÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Woodworking: 25 Unique Woodworking Projects For Making Your Own Wood Furniture and Modern Kitchen CabinetsD'EverandWoodworking: 25 Unique Woodworking Projects For Making Your Own Wood Furniture and Modern Kitchen CabinetsÉvaluation : 1 sur 5 étoiles1/5 (4)
- Real Life: Construction Management Guide from A-ZD'EverandReal Life: Construction Management Guide from A-ZÉvaluation : 4.5 sur 5 étoiles4.5/5 (4)
- The Complete Guide to Building With Rocks & Stone: Stonework Projects and Techniques Explained SimplyD'EverandThe Complete Guide to Building With Rocks & Stone: Stonework Projects and Techniques Explained SimplyÉvaluation : 4 sur 5 étoiles4/5 (1)
- Contractual Dimensions in Construction: A Commentary in a NutshellD'EverandContractual Dimensions in Construction: A Commentary in a NutshellÉvaluation : 5 sur 5 étoiles5/5 (1)
- Residential Construction Performance Guidelines, Contractor ReferenceD'EverandResidential Construction Performance Guidelines, Contractor ReferencePas encore d'évaluation