TIP 0416-11
ISSUED 2002
REVISED 2008
REVISED 2015
2015 TAPPI
The information and data contained in this document were
prepared by a technical committee of the Association. The
committee and the Association assume no liability or responsibility
in connection with the use of such information or data, including
but not limited to any liability under patent, copyright, or trade
secret laws. The user is responsible for determining that this
document is the most recent edition published.
Recommended test procedure for black liquor
evaporators
1.0 Scope
Procedures used to measure the performance of black liquor evaporators and concentrators have frequently produced
inconsistent and confusing results. There are two underlying causes for this problem. One is a lack of understanding of
how to measure work done by an evaporation system. The second is that no standard evaluation procedure is available.
This Technical Information Paper (TIP) establishes recommended test requirements for an accurate evaluation of black
liquor evaporators. The evaluations discussed are for maximum rate evaluation, performance evaluation, and
troubleshooting. It further describes procedures to fulfill test requirements for each. A general understanding of
evaporators and the kraft chemical recovery cycle by the user is assumed. Pulp and Paper Manufacture: Volume 5-Alkaline Pulping (1) gives extensive background on evaporators for others. Definitions are listed to ensure common
understanding of terms. This TIP does not specifically include items unique to evaluation of black liquor concentrator
systems; however, it can be used as a guide for evaluation of such systems.
2.0 Definitions
See Appendix A
3.0 Safety precautions
Due to the nature of the kraft pulping process, several substances are generated in the black liquor evaporation system
that requires special care. The entire evaporation process is conducted at relatively high temperatures, approaching and in
select applications exceeding, 300F (150oC). Consequently, the fluids used in the process are at elevated temperatures
and pressures. Therefore, high temperature and pressure precautions must be taken when opening sample valves,
servicing instrumentation, servicing steam traps, etc.
Black liquor used in the process is caustic and can cause severe chemical burns, if not properly handled. Extreme caution
must be used when working around black liquor. Wear personal protective equipment (PPE) and use safety procedures
related to evaporators, black liquor, and hot surfaces developed for the specific mill and company.
Non-condensable gases (NCG) generated in the evaporation process are potential safety hazards. Some of the vapor
components are explosive and easily ignite (for example, methanol and turpentine). Others, such as hydrogen sulfide, are
extremely hazardous and can be fatal if inhaled at certain concentrations. When working in these areas, it is essential to
know and practice mill and company safety procedures related to evaporators, NCG, and area or personal hydrogen
sulfide monitors.
The evaporation system can be a dangerous place if we do not take precautions. Although evaporator bodies have been
TIP Category: Automatically Periodically Reviewed (Five-year review)
TAPPI
TIP 0416-11
Recommended test procedure for black liquor evaporators / 2
designed with the safety of mill personnel as a chief concern, specific safety procedures must be followed when
performing work in and around the system.
One must always use care when opening a valve that releases hot fluid into the atmosphere to avoid being severely
burned by splattering fluid and/or flashing steam. Always stand to one side of the opening and use appropriate PPE. Do
not open any drain valve on a vessel or pipe that contains hot black liquor above its atmospheric boiling point, i.e., under
pressure. When the conditions behind the valve are unknown, always assume the process is under pressure with
temperature above the atmospheric boiling point. Cool and dilute the stream before draining. Be extremely careful not to
open a sample valve and be driven away by heat and/or vapor so that the valve cannot be closed.
4.0 Procedure
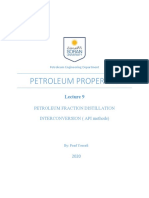
Figure 1 is a flowchart which summarizes the steps detailed in this procedure. The chart indicates early decision points
and then the sequence of preparatory work, data acquisition, generation of critical information and data evaluation
leading to decision points around output reporting or measures for troubleshooting. Each step references the numbered
section(s) of text that describes the corresponding material and procedures.
An evaporation system transfers heat from one fluid to another. The amount of work performed can be quantified in
several ways, such as:
The quantity of heat that is transferred (Btu/h, GJ/h).
Evaporation rate (lb water/h, kg water/h).
Solids throughput rate from one solids concentration to another (lb/h or kg/h dry solids from, e.g., 15% to 65%).
Evaporation rate or solids throughput rate are the most suitable measurement methods for specifying this work. Each of
these takes into account the three most significant variables affecting the quantity of work: feed liquor concentration,
product liquor concentration, and liquor feed rate. If any or all of these change, the evaporation rate will be accordingly
influenced.
4.1 Key process performance criteria
Six criteria are typically used to judge overall evaporation system performance. All or selected ones may be test
objectives.
Maximum evaporation rate
Dry solids throughput rate
Product dry solids content
Overall steam economy
Surface condenser outlet water temperature
Process condensate quality
These criteria are discussed in subsequent sections.
It is important to have full agreement on test objectives between the client and the test group to ensure that the
selected evaporator criteria are achieved and that all necessary data are collected. It is highly desirable, and in many
cases mandatory, that all criteria are simultaneously met within a given test. Adjustments are possible for some of
the parameters via calculations after the test, if simultaneous achievement of all process conditions cannot be
achieved. These cases are covered in Section 5.0.
Another important criterion is operational time between evaporator cleanings, i.e., boiling of selected bodies, full set
boil out, or hydroblasting of selected bodies. An agreed upon long-term monitoring and evaluation plan needs to be
developed to evaluate run time performance. This TIP does not address such a plan, although, in general, many of
the techniques used to evaluate short-term performance can also be used for long-term monitoring.
3 / Recommended test procedure for black liquor evaporators
TIP 0416-11
Fig. 1. Flowchart of procedure
4.2 Process flow diagram and heat transfer surface area
An accurate flow diagram showing the overall liquor, steam, vapor, NCGs and condensate flow patterns is required. In
many cases, the original design drawing will not reflect the present system. Therefore, the person conducting the
evaluation must verify the process equipment, flows, and data on the flow diagram or make a completely new diagram.
TIP 0416-11
Recommended test procedure for black liquor evaporators / 4
A simple block diagram is sufficient in most cases.
Heat transfer surface area is required for each evaporator body, liquor heater and surface condenser; this can be obtained
from original design drawings, but may need to be modified for plugged tubes or blanked lamella (plate) elements as
noted in the field data collection section.
4.3 System requirements for evaporator evaluation
Evaluations to establish evaporator production capability or compliance with vendor guarantees require a high degree of
accuracy. High accuracy performance data yields a more accurate evaluation. Mill instrumentation, while generally
adequate to record daily operating parameters and to provide troubleshooting trend data, seldom meets the requirements
for an accurate performance test. For these evaluations, the following minimum instrumentation is recommended:
Operating pressures (calibrated precision electronic manometer, or calibrated pressure gauge and vacuum gage)
Operating temperatures (precision thermometers or infrared pyrometer)
Liquid flows (mill instrumentation noting discussion later in the field data section)
Liquor solids concentration (oven drying tests, TAPPI T 650 "Solids Content of Black Liquor")
The following is an explanation of each of the evaluation steps. Forms to aid in collecting and recording the required data
are enclosed as Appendices B and C. Appendix B, Field Data Summary, summarizes performance data recorded in the
field from system performance. Appendix C, Laboratory Analysis, summarizes data obtained from laboratory analysis of
test samples.
4.4 Field data
Field data must be taken during the shortest possible time interval while the evaporator is operating at steady conditions
and at its maximum sustained rate (MSR) for at least 4 hours before collecting data. Other process areas that affect the
liquor cycle should also have been operating at typical and steady conditions, ideally 24 to 72 hours. The key areas are:
Digester (wood species and quality, alkali charge, and H-factor)
Washers (dilution ratio, black liquor solids from last washer)
Soap skimmer (in typical operating mode, if applicable)
Recausticizing area [causticizing efficiency, white liquor (TTA, AA & sulfidity), make-up chemical flow (s)]
Recovery boiler reduction efficiency.
Care should be taken to ensure that liquor and condensate samples are representative of each applicable stream. The type
of flow meter used to obtain flow measurements should be noted to permit evaluation of flow rate discrepancies. Field
data collection is important, but it is only as good as the methods for obtaining it. When taking pressure readings, check
the connection to ensure it is free of fiber, scale, or other debris. Drain any condensate or liquor from the sample line that
would give inaccurate readings. Before getting liquor samples, thoroughly flush sample ports. This is generally indicated
when its discharge temperature has stabilized at the hot condition. For samples near or above flashing temperature, run
the sample line through a cooler before taking the sample to get the best representation of the liquor solids as well as for
safety reasons. Fill the sample bottle completely and cap it tight immediately to prevent evaporation loss and a nonrepresentative sample. The following field data is recommended:
Obtain the following flow rates from mill instrumentation:
Feed liquor (s) at each entry point (if a return sweetening liquor is used, measure total feed downstream
of entry point and the sweetening liquor flow)
Product liquor (s) (review relative accuracy of this flow compared to the feed liquor flow with the mill)
Any liquor streams leaving and re-entering the evaporator, e.g., liquor to/from the soap skimmer, ash mixing
Chemical streams entering after the weak black liquor flowmeter (s)
e.g., salt cake, boiler ash, ClO2 spent acid, crude tall oil brine, caustic, and boil out reclaim
Process condensates and flash vapors (likely via calculations) from other processes, if available
Steam, including steam supplied to an integrated condensate stripper
Steam condensate (s), if available
5 / Recommended test procedure for black liquor evaporators
TIP 0416-11
Desuperheating water, if available
Surface condenser water
Fluids heated by evaporator vapors, e.g. demineralized boiler feedwater
Foul condensate flow to steam stripper, if one is integrated into the evaporators
Obtain the following pressures using portable, calibrated gauges and from trusted mill instrumentation where
available. Preferably, measurements from the portable calibrated gauge are compared to the mill instrumentation:
Surface condenser (s), vapor side inlet
Non-condensable gas line to vacuum system (ejector or vacuum pump)
NCG pipes around the ejectors or vacuum pumps
Each effect, liquor side (vapor head)
Each effect, steam/vapor side (only if pressure drop between effects is required)
Steam, both upstream and downstream of the control valve
Product flash tank (s) vapor pressure (alternately, product liquor temperature at pump suction)
Condensate flash tank (s) vapor pressure (alternately, condensate temperature at pump suction)
Record temperatures listed below. Glass laboratory thermometers provide good results, if open streams are
available. Alternately, portable IR sensors can be used on uninsulated non-reflective bare pipes or reflective pipes
with a flat-black paint spot. Also record temperature data from mill RTD-type sensors, where available.
Feed liquor, downstream of any sweetening liquor, brine addition, or other additions as applicable
Product liquor
Surface condenser cooling water inlet and outlet
Non-condensable gas line to vacuum system (ejector or vacuum pump)
NCG pipes around the ejectors or vacuum pumps
Liquor out of each body
Internal and external liquor heater(s) inlet and outlet liquor temperatures
Liquor to/from the soap skimmer
NCG vent temperature at each body, both directly upstream and downstream of throttling valve or orifice plate
Steam temperature at the steam flowmeter, typically upstream of the desuperheater and control valve
Steam temperature downstream of the desuperheater
Desuperheater water temperature
If a stripper is integrated, the following temperatures are also required:
Stripper feed condensate out of preheater or into column
Stripped condensate from column / to preheater
Obtain the following liquor/condensate samples:
Weak liquor feed(s), downstream of any sweetening liquor addition
Product liquor from each body (especially important for parallel bodies and if checking for leaks within bodies)
Liquor to and from salt cake pick-up
Product liquor(s), upstream of any sweetening liquor take off
Steam condensate(s)
Clean process condensate(s) each fraction produced
Foul process condensate(s)
Operating conditions at the time of the evaluation must be documented. List any factors affecting performance per the
following examples:
Liquor levels in bodies via sight glasses or level sensors, especially if out of range
Fiber content of the black liquor feed
Condensate levels in bodies, especially if high or below minimum indication
Document evidence of foaming
Liquor content in condensate (conductivity or Na content)
Describe any abnormal pump performance (have experienced operator review motor current readings and pump
noise levels)
Stability of the system pressure profile (i.e. any swinging?) Document swings using PI or DCS printouts
TIP 0416-11
Recommended test procedure for black liquor evaporators / 6
Condition of internal / external liquor heaters (in / out of service?)
Vent control strategy for flash tanks (auto / manual and temperature / pressure) and valve position
Control strategy for product solids (auto / manual and measurement method)
Type of vacuum system (ejector or vacuum pump)
Temperature of non-condensable gases from the surface condenser and pre-cooler ahead of the vacuum system
Time since last full and partial boil out
Boil out frequency and media used
Number of mechanically plugged tubes or blanked plate elements in each body including condensers (maintenance
records)
Soap skimmer performance (residual soap)
Recausticizing area performance (causticizing efficiency)
Recovery boiler reduction efficiency
Type of wood furnish
4.5 Laboratory analysis
The following laboratory analyses are required:
Oven dry solids on all liquor samples (use TAPPI T 650 Solids Content of Black Liquor). Feed and product solids
should be performed in duplicate or triplicate.
Feed and product liquor specific gravity TAPPI T625 Analysis of Soda and Sulfate Black Liquor or
equivalent method to determine specific gravity at liquor flow meter temperature (correlations given in
references 2-4 or tabulations e.g., Appendix D may also be used).
Liquor boiling point rise (BPR curve). This analysis is best done on the current liquor by a laboratory with this
capability. If this cannot be done, use the design BPR data for the set to construct a curve. Alternatively, the
vapor pressure in each vapor head can be converted to a saturation temperature and subtracted from the
temperature of the liquor exiting each body then compared with the measured solids from each body to
determine an approximate BPR curve.
4.6 Raw data evaluation
From the raw data, calculate the mass feed rate, solids rate, product rate and evaporation rate. As a check, compare the
solids rates based on both feed and product flows and percent solids. Discrepancies normally occur between the two
solids rates. Since the product rate is a smaller flow and typically has more variability, the feed rate generally offers a
higher degree of accuracy, unless there is reason to believe the feed flow measurement is more variable. Some processes
are configured for product flow rate control. In these cases the product flow and percent solids should be used. These
calculations involve liquor flows, TAPPI oven-dry solids tests, and liquor specific gravity. Each of these values should
be checked.
Solids determination
TAPPI T 650 should be accurate to 0.10% solids units. Shortcut methods are rarely better than 0.50% solids units.
Specific gravity values
Specific gravity at a given liquor concentration and temperature can be estimated from tables such as Appendix D
(supplied by Kadant/ Chemical Pulping Division). References 2-4 show specific gravity data and provide equations to
estimate black liquor specific gravity as functions of total solids content and temperature. Appendix D and the equations
in References 2-4 agree to within approximately 0.2% up to 50% solids. When possible it is best to measure the specific
gravity of the actual liquor.
Flows
Flow measurements are the most likely source of discrepancies. Evaluate sensor type from which measurements were
obtained and determine if one flow should be more reliable than another. Magnetic flow meters or mass flow meters are
generally more accurate than other types such as orifice meters. The recovery boiler flow meter and firing solids
7 / Recommended test procedure for black liquor evaporators
TIP 0416-11
instrumentation are usually well maintained and calibrated and can be used to determine the relative accuracy of the feed
and product flow meters. Tank draw down or fill rates can be used to check flow meter accuracy.
The steam flow meter can be checked either by condensate flow measurements or by comparison with the steam flow
calculated from an overall mass and energy balance (discussed below).
The remaining data should also be reviewed and graded according to its potential accuracy. Identify reliable performance
benchmarks. Discard inconsistent or less reliable data. All of the remaining data then become the basis for system
evaluation.
4.7 Mass and energy balance
Show calculations to:
1.
Determine the feed flow (lb/h or kg/h), including density correlation at the liquor temperature and tested solids.
2.
Determine the feed solids flow (lb solids/h or kg solids/h).
Feed solids rate (lb solids /h or kg solids/h) = Feed rate (lb/h or kg /h) Feed solids (% T.S.)) / 100 e.g. for a system
processing 1,000,000 lb/h weak liquor at 15% T.S. the solids feed flow rate = 1,000,000*15%=150,000
3.
Determine the product flow (lb/h or kg/h) and product solids flow (lb solids/h or kg solids/h).
Product solids rate (lb solids/h or kg solids/h) = Product rate (lb /h or kg /h) product solids (%)) / 100
4.
Compare feed and product solids flows, accounting for loss in the soap skimmer. Dry solids flow checks between
feed and product solids should be within 0.5 %.
5.
Determine the steam flow to the evaporator
a.
If steam desuperheating water is taken from the evaporators clean steam condensate pump, then the actual
steam consumption in the process is the steam flow prior to desuperheating.
b.
If steam desuperheating water is taken from a treated mill water source outside the evaporator process
boundaries, like boiler feedwater or sweetwater condenser, then the steam consumption in the process is the
sum of superheated steam flow and the theoretical desuperheating water flow (amount of water required to
decrease the steam temperature from header conditions to actual temperature entering the steam chest).
6.
Calculate the evaporation rate (feed rate minus product rate minus loss in soap skimmer, unless there is a large
discrepancy in the feed and product solids flow). If solids flow between the feed and product is more than 0.5%
apart, then new data should be collected. If no product flow meter exists, then calculate evaporation rate based on
the feed liquor flow meter, tested feed percent solids, and tested product percent solids. Use the product flow and
percent solids if this is the rate control for the set. Note in processes where ash (salt cake) addition takes place within
the evaporator system, it is necessary to account for the added ash. In this case the evaporation rate is equal to: (feed
rate + ash addition product rate soap skimmer losses)
7.
Calculate steam economy (lb evaporation per lb steam): evaporation rate divided by steam rate.
8.
Input the surface area for each heat transfer body in the evaporator and the field data into a mass and energy balance
program specifically written for the set being tested. This is usually available through the manufacturer. Optionally,
the owner can develop / purchase this capability. The general approach to such a calculation and an example are
shown in Reference 1, pp. 502511. Compare the heat transfer coefficients in each body with design values to
ensure that all bodies are performing as designed. A lower heat transfer coefficient on any body indicates potential
problems, see Section 8.0.
9.
Close the mass and energy balance and validate the evaporation rate obtained in Step 6 with the mass and energy
balance result in Step 8. Mass and energy balance closure of at least 95% is typically achievable with good data.
These calculations can be set up in a spreadsheet or process simulator for subsequent performance evaluations throughout the life of the set.
TIP 0416-11
Recommended test procedure for black liquor evaporators / 8
5.0 Performance evaluation
It is not unusual for the operating conditions represented by a reference mass and energy balance to be different from
those for which performance data is desired. In such cases, it is necessary to make adjustments. Possible differences in
conditions are listed below:
Variation in steam pressure and / or surface condenser vacuum and / or liquor boiling point rise.
Differences in feed concentration, product concentration and/or solids rate.
Differences in feed liquor temperature.
Differences in liquor composition.
Adjustments for the first three of these are discussed below. Note that differences in liquor composition are discussed but
only qualitative adjustments are possible.
Adjustments for differences in steam pressure, surface condenser vacuum, and boiling point rise
Three parameters -- steam pressure, surface condenser vacuum and liquor boiling point rise -- collectively
define the systems available which is the driving force for heat transfer (see Appendix A). Differences between the
design and actual values of each these parameters will impact the sets overall evaporation capacity. The evaporation rate
will change in direct proportion to a change in available . An adjustment factor for the overall evaporator available
is defined to compensate for differences between actual and target conditions as follows.
T Adjustment factor = D =
T available target
T available actual
where:
T Available target = Saturated steam temp target Condenser vapor temp target sum of BPRs target for all effects
T Available actual = Saturated steam temp actual Condenser vapor temp actual sum of BPRs actual for all effects
Note: the vapor temperature at the condenser can only be used if the pressure drop between the surface condenser shell
and the vapor head of the last effect is negligible i.e. less than 0.2 in. Hg (0.7 kPa), otherwise use the saturation
temperature of the vapor head of the last effect for this calculation to attain a true net available T.
Adjustments for differences in feed concentration, product concentration and / or solids throughput rate
Differences in feed and product solids also affect evaporation rate. For example, at a specified liquor solids throughput
rate, if feed solids concentration is lower than the target value, the work required (evaporation rate) to achieve the target
product solids is greater. Compensations for this difference can be handled in a mass and energy balance, or an
adjustment factor can be determined by comparing the evaporation rate for the actual evaluation conditions to that for the
target conditions. The procedure for calculating this adjustment follows.
Actual solids rate = Sactual = Actual Feed Rate, lb/h or kg/h Feed Concentration, % T.S./ 100
Target solids rate = Starget = Target Feed Rate, lb/h or kg/h Feed Concentration, % T.S./ 100
Sactual
Actual evaporation rate = Eactual =
Sactual
FCactual /100
PCactual /100
Starget
Target evaporation rate = Etarget =
Starget
FCtarget /100
PCtarget /100
9 / Recommended test procedure for black liquor evaporators
Adjustment factor = S =
TIP 0416-11
Etarget
Eactual
where
FCactual
FCtarget
PCactual
PCtarget
= actual feed concentration, %
= target feed concentration, %
= actual product concentration, %
= target product concentration, %
Adjustments for feed liquor temperature
Differences in the feed liquor temperature can have a significant impact on steam economy and to a lesser extent on
throughput rate. Adjustments for feed temperature differences must be made in mass and energy balances.
Variations in liquor composition
The effect of liquor composition can have a profound effect on performance of evaporators both in terms of physical
properties, e.g., boiling point rise and viscosity, and chemical properties, e.g., scaling tendency. The liquor components
of primary interest are listed in Troubleshooting Section 8.0, item 9.
There is no systematic way at this writing to quantitatively adjust evaporation rate capability for composition variation. A
comparison of composition data, boiling point rise and viscosity measurements between baseline and test liquors and an
adjustment based on experienced judgment is the best approach presently available. This is why wood species/quality
and digester cooking conditions need to be as typical as possible when the performance test is performed.
Adjusted evaporator rate
The two quantitative adjustment factors specified above are to be used as follows:
Adjusted evaporation rate = Eactual D S
5.1 Condensate quality
Condensate quality parameters include: conductivity (influenced mainly by sodium), biological oxygen demand (BOD),
and methanol content. Conductivity is typically used for mill measurements. Steam condensate will be the cleanest with
the lowest conductivity while foul process condensates will have the highest conductivity. Conductivity of a specific
process condensate stream is a relative indicator of black liquor carryover. Black liquor carryover into condensing vapor
and then into the process condensate is to be minimized. The amount of carryover can be determined by testing the
amount of sodium in the various condensate streams. It is important to compare actual clean and foul condensate
conductivities and/or sodium levels with either design specifications or with best operating data, depending on the test
objectives.
There may also be a need to sample condensate for BOD or methanol content related to treatment system evaluations.
For these analyses special sampling procedures are required to prevent volatiles loss during flashing. Tests for BOD are
to be conducted in accordance with EPA Procedure 308. Tests for methanol should be in accordance with National
Council for Air and Stream Improvement (NCASI) procedures.
6.0 Verification
If the purpose of the evaluation is to compare actual performance with the vendors design performance, comparison of
the adjusted evaporation rate from the Section 5.0 with the design evaporation rate supplied by the vendor should suffice.
TIP 0416-11
Recommended test procedure for black liquor evaporators / 10
6.1 Contractual considerations
If evaporator testing is to be done to satisfy an equipment sales performance guarantee or another multiple party
business contract, mutual agreement needs to be established in a number of key areas. These include:
Test length, number of tests and "load points" to be tested.
Performance data to be demonstrated.
Configuration to be evaluated (process flow diagram).
Sample location for primary lab samples and test values.
Test methods and laboratory to be used.
Method to be used for mass and energy balance.
Heat losses to ambient and to non-condensable gas system (i.e., venting and radiation losses).
Accuracy of test data to be demonstrated (e.g. 5%, 10%).
Criteria for interrupting test, restarting test or extending test length.
Critical site-specific parameters and properties not otherwise documented.
Method of correcting test values to guarantee conditions.
If applicable, criteria for accepting performance.
7.0 Upgrade basis
If the purpose of this evaporator evaluation is to determine the best way to increase capacity of an existing system, it will
be necessary to find ways to increase the work done by the system. Possibilities are as follows:
Increase the heat transfer coefficient, U. (e.g., reduce liquor fouling potential, reduce liquor viscosity, increase
cleaning frequency, increase heat flux, tube surface modifications, and tube inserts)
Increase the overall system T (e.g., increase steam pressure, increase vacuum, decrease pressure drops
between bodies, or reduce boiling point rises)
Remove sensible heat load (e.g., convert out-of-service internal liquor heaters to evaporation service and add
external liquor heaters)
Increase body heat transfer area (repair plugged tubes or blanked plates)
Eliminate dilution water from sealed bearings (mechanical seals)
Reduce product solids, shifting the corresponding evaporation load to another evaporator or concentrator set
Reduce number of effects (significantly reduces steam economy)
Change liquor flow path (low probability)
Recognizing the complexity of a multiple effect evaporator set, a new mass and energy balance at the required new
evaporation rate is essential for making intelligent choices.
8.0 Troubleshooting
The most accurate method for troubleshooting performance of an evaporation system is to compare its current
performance to its performance when the evaporation system was operating well and/or to its design performance.
First, compare the current steam economy and overall heat transfer coefficient to both the latest design balance and past
performance evaluations. If there are significant deviations, then a full evaluation of the set will be required, so that
individual body heat transfer coefficients can be evaluated.
A guideline for troubleshooting including the balance work follows:
1. Check system instrumentation to ensure functionality.
2. Pick appropriate target operating conditions.
3. Operate system at steady state during data acquisition.
11 / Recommended test procedure for black liquor evaporators
TIP 0416-11
4. Obtain the following data:
Feed liquor, flow rate and temperature
Product liquor, flow rate and temperature
Liquor or chemical streams leaving and entering the evaporator, flow rate and temperature
Steam, flow rate, pressure and temperature downstream of control valve
Stripper feed condensate, flow rate and temperature
Stripped condensate, flow and temperature
Liquor heater(s), temperature in and out
Each effect, liquor temperature and vapor pressure
Each liquor flash tank, liquor temperature and vapor pressure
Each condensate flash tank, flow, temperature and vapor pressure
Surface condenser vacuum
Condenser water, flow rate and inlet / outlet temperatures
Temperature and pressure of NCG line from surface condenser to ejector or vacuum pump.
5. Obtain the following liquor samples:
Feed liquor (s) at each entry point. If a return sweetening flow is used, sample downstream of its entry point.
Product liquor
Discharge liquor from each transfer pump (optional if mass and energy balance conducted)
Liquor or chemical streams entering the evaporator.
6. Perform the following basic laboratory analyses:
Obtain percent solids of each feed and product sample
Obtain percent solids and pH of each chemical stream (e.g. brine) added to the feed liquor
Obtain percent solids of each transfer pump liquor sample. Alternately, obtain from mass and energy balance
Obtain boiling point rise data. Alternately, use design and/or past data.
7. Check and record the following:
Are level gauge glasses operational?
Are there any high condensate levels in the bodies, heaters, or surface condenser(s)?
Is there evidence of foaming?
Is steam condensate conductivity OK?
Is process condensate conductivity OK?
Is precooler section of condenser or external precooler near target temperature??
Do NCG ejectors have clean, dry steam at design pressure (if present)?
Are inter and after condensers properly working (if present)?
Is NCG vacuum pump working properly (if present)?
Is the ejector NCG suction temperature consistent with the NCG temperature vented from the condenser?
Are any pumps cavitating?
Are any pump seals leaking water or air into the system?
How many tubes are plugged (or blanked plates) in each body?
At what level is soap skimmer liquor/soap interface, e.g., temperature transition?
How long since last boil out and hydroblast?
What is average boil out frequency?
What wood is being pulped?
What is fouling potential of liquor based on its liquor composition?
Has the caustizing area been operating in a stable manner (What is the CE trend)?
8. Calculate mass and energy balance (general approach and example shown in Reference 1, pp. 502 - 511):
Adjust the area of each body for known plugged tubes or blanked plates.
Compare current heat transfer coefficients and T values for each body with latest design and past balances.
For each body and external heater.
Note significant differences in solids and temperature between these balances for a given
body.
Low heat transfer coefficient(s) and high Ts? If not explained by differences in liquor solids
or temperature or time since last cleaning, these identify the body (or bodies) that is (are)
decreasing the entire sets overall performance.
TIP 0416-11
Recommended test procedure for black liquor evaporators / 12
9. Obtain liquor analyses including the following and compare against design and past performance data:
TAPPI T 650 solids
Carbonate
Sulfate
Sodium
Potassium
Residual effective alkali (SCAN-N 33-94)
Residual sulfide (SCAN-N 31-94)
Oxalate
Calcium (total and insoluble)
Aluminum
Silica
Magnesium
Fiber content (typically fraction of dry solids retained on a 100 mesh screen)
Insoluble soap (see Appendix E for sampling guide)
pH
Viscosity versus solids curve and correction from lab temperature/pressure to process conditions
Determine the solubility limit (see Reference 1, pp. 522 - 523 for estimation method)
For evaporator bodies operating above the solubility limit, calculate the carbonate-to-sulfate ratio for guidance
on managing soluble scale (5)
For liquors with oxalate content over 0.3 wt % of dry solids, determine the solubility limit for sodium oxalate
(6)
10. Evaluate performance as follows:
Evaporation rate (lb/h or kg /h) = Feed rate (lb/h or kg/h) Product rate (lb/h or kg/h) Loss in soap skimmer
(lb/h or kg/h). See previous comments regarding systems with ash addition.
Solids ratefeed (lb/h or kg/h) = Feed rate (lb/h or kg/h) (% Feed solids) / 100
Solids rateproduct (lb/h or kg/h) = Product rate (lb/h or kg/h) (% Product solids) / 100
Note: A difference in these two solids rates, corrected for soap skimmer loss, by more than 0.5% represents a
flaw in data.
Steam economy = Total evaporation rate divided by total steam used (not including steam for ejectors)
11. In the event test conditions are different from reference performance data available for the comparison, the
adjustment factors outlined in the Section 5.0 can be used to correct performance values.
12. Compare the adjusted data to the mass and energy balance for the reference condition to find differences that could
indicate a problem, such as:
Steam flow rate and steam economy.
Differences in delta T and heat transfer coefficient for each body and heater.
Surface condenser vacuum.
13. The evaluation cannot be considered complete unless it includes an inspection of the interior of each body during a
shutdown. Look for symptoms indicated by the mass and energy balance and the following:
Check integrity of the NCG removal system.
Steam nozzle condition; inter and after condenser tube condition
Conduct a hydrostatic test on the tube side of each body including condenser.
Check pluggage or damage to entrainment separators including seal pots where equipped.
Look for plugged or damaged tubes or plates in evaporator bodies and condensers.
Look for damage or debris in liquor boxes and condenser water boxes.
Look for damage or missing gaskets on all internal heaters.
Check for build up of material opposite the liquor inlet nozzle in the bottom liquor box on LTV bodies
13 / Recommended test procedure for black liquor evaporators
TIP 0416-11
Look for missing or misaligned impingement plates, scale on tubes or plates and fiber buildup on the vapor
side.
Check condition of condenser tubes or plates, both inside and outside.
Check condition of umbrella baffle on LTV evaporators and look for impact patterns under the umbrella that
indicate patterns in tube flow.
Check for plugged distributor plate holes in falling film evaporators.
Check condition of NCG ejector nozzles.
14.
For black liquor evaporator bodies and concentrators operating generally above 50% solids concentration,
determination of solubility limits or crystallization points (commonly known as critical solids of black liquor) will
help define feed and product liquor solids concentrations, sweetening liquor flow requirements, and other factors to
manage soluble scale fouling in bodies which must support crystallization of sodium salts. This is a relatively new
and advanced subject beyond the scope of the present TIP, but discussed elsewhere (57).
See Pulp and Paper Manufacture: Volume 5 -- Alkaline Pulping (1, pp. 526 -528), and several other references (8-14 for
additional information on evaporation system troubleshooting.
9.0 Keywords
Evaporators, Black liquors, Heat transfer, Heat transfer coefficient, Testing, Troubleshooting
10.0 Additional information
Effective date of issue: March 31, 2015
Working Group:
Christopher Verrill, Chair, International Paper
Jim Straka, Lundberg
Dan Bloom, Lundberg
Jason Smith, Kadant
Jim Bradbury, Verso
Will Krepps, MeadWestvaco Corporation
Literature cited
1.
Grace, T.M., Malcolm, E.W., Eds., Pulp and Paper Manufacture Volume 5 Alkaline Pulping, Chapter XIX, pp. 477
-530, Technical Section Canadian Pulp & Paper Association, 1996.
2.
Green, R.P., Hough, G., Ed., Chemical Recovery in the Alkaline Pulping Processes, Chapter 2, pp 5-6, TAPPI Press,
1992.
3.. Adams, T. N., Ed., Kraft Recovery Boilers, Chapter 3, pp 86-90, TAPPI Press, 1997.
4.
Gullichsen, J., Fogelholm, C.-J., Eds., Chemical Pulping, Paper Making Science and Technology Book 6B, Chapter
11, pp B18-19, Fapet Oy, 1999.
5.
DeMartini, N., Verrill, C.L., Minimizing soluble scales in black liquor evaporators: Application of metastable and
solubility limit data for the Na-CO3-SO4 system,. 2007 International Chemical Recovery Conference Proceedings,
pp 479-483 (May 2007).
6.
DeMartini, N., Verrill, C.L., Evaporator fouling mitigation - case studies, 2005 TAPPI Engineering, Pulping and
Environmental Conference Proceedings, Paper 34-2 (July 2005).
TIP 0416-11
Recommended test procedure for black liquor evaporators / 14
7.
Frederick, W. J., Jr., Euhus, D. D., A practical approach to eliminating inorganic scaling in black liquor
evaporators and concentrators, TAPPI PEERS Conference Proceedings, Paper 30-2 (September 2014)
8.
Clay, D. T., Evaporator and Concentrator Design Considerations for Troubleshooting, 2008 TAPPI Engineering,
Pulping, and Environmental Conference Proceedings, Paper 28-2 (August 2008).
9.
Corcoran, M., Rieke, J.F., HPD Systems Evaporator Troubleshooting, 2003 TAPPI Fall Technical Conference:
Engineering, Pulping, and PCE&I Proceedings, Paper 58-1 (October 2003).
10. Goodwin, A., Almond, C., Troubleshooting Two Vacuum Problems, TAPPI Fall Technical Conference:
Engineering, Pulping, and PCE&I Proceedings, Paper 58-2 (October 2003).
11. Almond Jr., C. B., Evaporator Troubleshooting Techniques, Southern Pulp and Paper, pp 30-36 (August 1982).
12. Lankenau, H. G., Badyrka, J. T., Multiple-effect evaporators: problems and troubleshooting, Part I, Tappi J. 65
(2):75-76 (1982).
13. Lankenau, H. G., Badyrka, J. T., Multiple-effect evaporators: problems and troubleshooting, Part II, Tappi J. 65
(3):153 (1982).
14. Swartz, A., A guide for troubleshooting multiple-effect evaporators, Chemical Engineering, pp 175-182 (May 8,
1978).
Appendix A. Definitions
Boiling point rise, BPR All liquids with dissolved solids exhibit a physical property known as boiling point rise
(BPR). The BPR is the temperature rise above the boiling temperature of the pure solvent at which the solution
boils. The BPR is dependent on the concentration of dissolved solids and increases with concentration. BPR is also
somewhat dependent on system pressure. In general, BPR will increase for a liquor of uniform concentration if the
boiling temperature is increased, i.e., boiling achieved at higher pressure.
BPR causes a loss of T in each effect and is important in design calculations. The sum of the BPR values in
individual effects (not bodies) is one of the variables used to calculate the overall T for the evaporator set.
However, BPR is not heat loss and is not considered a part of total losses in the system.
Btu Using the English system, the unit of heat is the Btu (British thermal unit). The Btu is the heat required to raise
the temperature of one pound of water one degree Fahrenheit (at 60F). 1 Btu = 1.05506 kJ in SI units.
Condensate terminology
Steam condensate Condensate formed during condensing of low pressure steam supplied to the multiple effect
evaporator, MEE.
Clean process condensate Condensate that is collected from condensing vapors from black liquor other than
that from bodies where feed weak liquor vapor is condensed.
Foul process condensate Condensate that is collected from condensing vapors from feed weak black liquor or
from the surface condenser where a significant amount of the vapor chest vent gases from each vessel are
condensed.
Delta T, (T) The driving force causing heat transfer is the temperature difference or T. The heating fluid must
always be hotter than the heated fluid; the cooling fluid must always be colder than the fluid cooled. The T
provides the push, causing the heat (Btus) to flow towards the cooler fluid.
15 / Recommended test procedure for black liquor evaporators
TIP 0416-11
The T of an individual evaporator body is the steam or vapor saturation temperature in the condensing side minus
exiting liquor temperature in the liquor side of that body. This definition is by industry convention. The heat transfer
process is actually governed by the log mean temperature difference. However, since the entering temperature is in many
cases hard to define the noted convention is used. One exception is in forced circulation evaporators where the entering
and exit temperatures from the heater unit can be measured. In this case the log mean temperature difference is used.
The overall T of an evaporator set is the saturated steam temperature minus the surface condenser vapor temperature
minus the sum of the BPR values in individual effects.
Effects and bodies The vessels comprising the MEE are referred to either as effects or bodies. The number of
bodies is the number of physically distinct vessels in the MEE. The number of effects is the number of vessels
having distinctively different energy supply pressures. Example 1: An MEE has three vessels with steam being
supplied to the first. Vapors from the remaining two vessels both flow to a common condenser. This MEE has 3
bodies and 2 effects. The first effect is the first body and the second effect consists of the two bodies 2 and 3 that are
both supplied by first effect vapors. Example 2: An MEE has three vessels with steam being supplied to the first.
Vapors from vessel 1 flow to vessel 2 and vapors from vessel 2 flow to vessel 3 and vapors from vessel 3 flow to a
surface condenser. This MEE has 3 bodies and 3 effects
Latent heat Latent heat is the heat required or available in producing a phase change at constant pressure and
constant temperature. If heat is added to ice at freezing temperature and atmospheric pressure, the ice will melt and
the temperature will remain constant. The heat so utilized is the latent heat of fusion. If sensible heat is added to
water sufficient to raise its temperature to 212F (100C) at atmospheric pressure, the water temperature suddenly
becomes constant as additional latent heat of vaporization (LHV), is added causing the water to evaporate to steam.
Latent heat is not lost but will become available or required whenever a substance passes through a phase change.
Latent heat is expended (a) in overcoming the molecular cohesion of the constituents of a substance and (b) in
overcoming the resistance of external pressure to a change of volume of the heated or cooled body. Latent heat of
vaporization thus is composed of (a) internal and (b) external fractions. In evaporating 1 lb of water at 212F to 1 lb
of steam at 212F, 897.6 Btu are expended as internal latent heat and 72.7 Btu as external latent heat for a total of
970.3 Btu.
Latent heat of vaporization, LHV This is the most important characteristic of a liquid in an evaporator. Latent heat
is the prime source of heat available from the condensing steam and the prime heat requirement. Latent heat is the
basis of multiple-effect evaporation since the latent heat in the vapor from one effect provides the necessary heat to
cause the liquid in the next effect to boil, though at a lower temperature of course.
Multiple effect evaporation, MEE Evaporation of water from a process stream in two or more vessels wherein
external energy (typically low pressure steam) is supplied to the first vessel. A heat transfer surface, typically tubes
or plates, separates the condensing steam and the boiling liquor. Water vapor evaporated in the first vessel flows to
the second vessel supplying energy for evaporation in this vessel. The second vessel is at a lower temperature and
pressure than the first. Vapors from the second vessel flow either to a third vessel or to a condenser. Vapors from the
third and subsequent vessels similarly cascade to the next effect and then to a condenser. Black liquor evaporators
typically have from 5 to 8 effects, the number depending on desired economic return considering the cost of capital
and operating cost of steam.
Non-condensable gases, NCG Gas components of vapor released during evaporation that do not condense at the
lowest temperature and pressure the vapor can contact. For example, if the lowest contact temperature is 130F
(54.4C), which corresponds to -25.4 in. Hg vacuum (15.3 kPa-a) water vapor pressure, then NCG are those
components that remain as gases at this condition. Evaporator NCG typically include nitrogen, oxygen, hydrogen
sulfide, methyl mercaptan, and dimethyl disulfide. NCG within evaporators will be saturated with water vapor,
consistent with the process conditions.
Personal Protection Equipment, PPE Safety equipment to protect from personal injuries. PPE typical for work in
evaporator areas include hard hat, eye protection, hearing protection, hand protection, steel-toe shoes, and others as
defined by specific mill policies.
TIP 0416-11
Recommended test procedure for black liquor evaporators / 16
Sensible heat The heat utilized in raising the temperature of a fluid is termed sensible heat. In the case of water,
the sensible heat required to raise it from 32F to the boiling point corresponding to the pressure at which steam is
formed is also termed the heat-of-the-liquid. For example: The heat required to raise 10 pounds of water from
80F to 180F is 1 10 (180-80) = 1,000 Btu of sensible heat.
Steam economy, SE The unit mass of water that can be evaporated per unit mass of steam supplied to a multiple
effect evaporator. Example: If the evaporation rate = 400,000 lb/h and total steam supplied = 90,000 lb/h, then the
steam economy = 4.44 lb water evaporated / lb of steam supplied. Steam economy increases with an increasing
number of effects in a multiple effect evaporator.
Total heat, Q Heat transfer in MEE systems is covered by one basic law:
Q=UAT
This states that Q, the total heat transferred in Btu/h or W, is equal to the product of the heat transfer coefficient, U
times the heat transfer area, A, (ft2 or m2) times the available temperature difference, T (F or C).
The heat-balance determines the Q. The coefficient of T heat-transfer U is determined, usually by actual test (or
recorded data) or by calculation based on the physical characteristics of the liquid and the evaporator type. The U is
a widely variable number ranging from nearly zero to several hundred Btu/h-ft2-F (0-3 kW/m2-K). The U is,
therefore, the most significant part of the above formula but can be difficult to determine. For tubular evaporator,
where evaporation occurs within the tubes, the area referred to in the above equation is the inside surface area. For
evaporators of the lamella (plate) design or tubular units where evaporation takes place on the outside of the tube,
the area term refers to the outside surface area.
17 / Recommended test procedure for black liquor evaporators
TIP 0416-11
Appendix B. Field data summary
SECTION 1: Field Measurements
Effect No.
Vapor Head Pressure (including flash tanks)
Steam/Vapor Chest Pressure
Feed Liquor Flow/Temp.
Product Liq. Flow/Temperature
Steam Flow
Surface Condenser Water Flow
Surface Cond. Water Temp. In./Out
SECTION II: Equipment Design Data
Effect No.
Heating Element Area
Internal Heater Area
External Heater Area
Vapor Head Diameter/St. Side
Vapor Pipe Inlet Diameter
Type Entrainment Separator
Condensate Segregation Yes/No
Soap Skimmer location between effect
&
; Inlet temp.
Liquor Flow Arrangement: Feed:
% to
% to
F Outlet temp.
;&
% to
, then
SECTION III: Mill Data
Type Process;
Kraft
Other, Describe
Type Digester
Type Furnish
Batch Continuous
Softwood
Hardwood
Blend, Describe
Wood Species;
SECTION IV: Equipment Performance Data
Boilout Frequency; Evaporator
Type Scale; Describe
Operating Problems
Concentrator
TIP 0416-11
Recommended test procedure for black liquor evaporators / 18
Appendix C. Laboratory analysis
SECTION V; Liquor Solids
Feed solids
Product solids
Effect no.
Liquor out, %
SECTION VI; Liquor Analysis (Standard testing)
Carbonate
Sulfate
Sodium
Potassium
Calcium
Residual Alkali
Residual Sulfide
Fiber
TAPPI Solids
SECTION VII; Boiling Point Rise Data
Put BPR Curve Here
19 / Recommended test procedure for black liquor evaporators
Appendix D. Specific gravity of black liquor
TIP 0416-11
TIP 0416-11
Recommended test procedure for black liquor evaporators / 20
Appendix E. Sampling black liquor for tall oil soap analysis
This appendix describes the procedure to be followed in collecting black liquor samples for tall oil soap analysis.
Black liquor samples for tall oil soap analysis
Phase separation of tall oil soap occurs very quickly in black liquor, therefore, a special procedure must be followed to
obtain a representative sample that will permit accurate determination of tall oil content.
The liquor sample must be diluted in water to approximately 5% solids concentration to assure that all of the tall oil will
dissolve. This necessitates that liquor solids concentration at the sampling point be determined to an accuracy of about
2%. Next, calculate the quantity of water that would be required to produce a 500 mL volume of sample at
approximately 5% solids, then proceed as follows:
1.
2.
3.
4.
5.
6.
Mark container to indicate 500 mL level.
Place the specified quantity of water in the sample container.
Flush the sample tap to assure that a representative sample can be obtained.
Add liquor to the container to the fill mark making sure that liquor enters water and does not contact
sides of container.
Cap the container and shake gently to assure tall oil is dissolved.
If container has a ground glass joint, do not use silicone grease or any type of lubricant.
The formula for calculating the quantity of dilution water for a 500 mL sample is:
Dilution water = 500
22.5
Liquor Solids
The quantity of dilution water required for a 500 mL sample for various liquor solids concentrations is provided in the
table below.
Liquor Solids
(%)
15
17
19
21
23
25
27
29
31
Dilution Water
(mL)
350
368
382
393
402
410
417
422
427
Liquor Solids
(%)
33
35
37
39
41
43
45
47
49
Dilution Water
(mL)
432
436
439
442
445
448
450
452
454
Vous aimerez peut-être aussi
- Sieve Tray CalculationsDocument4 pagesSieve Tray CalculationsWade Coleman75% (4)
- HAZOP STUDY Report (Kutch Chemical Industries Limited)Document82 pagesHAZOP STUDY Report (Kutch Chemical Industries Limited)kanakarao173% (11)
- Design of Shell Tube Heat Exchanger by Kern Method 2 57 Excel TemplateDocument2 pagesDesign of Shell Tube Heat Exchanger by Kern Method 2 57 Excel TemplateAbhishek SinglaPas encore d'évaluation
- Jacket Area CalculationDocument12 pagesJacket Area CalculationPraveen Prajapati100% (2)
- DESIGN OF SIEVE PLATE ColumnDocument5 pagesDESIGN OF SIEVE PLATE ColumnVirendra Bhagat100% (1)
- Design and Simulation of A Multiple Effect Evaporator SystemDocument68 pagesDesign and Simulation of A Multiple Effect Evaporator SystemAhmed AliPas encore d'évaluation
- Heat Exchanger DesignDocument12 pagesHeat Exchanger Designshfanse92100% (2)
- Cyclone Weight CalculationDocument4 pagesCyclone Weight CalculationAniket RoyPas encore d'évaluation
- Design of Allyl TowerDocument11 pagesDesign of Allyl TowerMohammad OmarPas encore d'évaluation
- ATFD Feed CalculationDocument11 pagesATFD Feed Calculationnarayana reddy100% (1)
- HCL Scrubber DesignDocument5 pagesHCL Scrubber DesignManish0301198375% (4)
- Study Notes in Matter and Its Properties General Chemistry Senior High SchoolDocument115 pagesStudy Notes in Matter and Its Properties General Chemistry Senior High SchoolEngineerEducator100% (8)
- Thermodynamic Relations - Applications - v44 - P4Document40 pagesThermodynamic Relations - Applications - v44 - P4Santiago Cardona ArroyavePas encore d'évaluation
- Design of Distillation Columns - ImpDocument13 pagesDesign of Distillation Columns - ImpAlla VijayPas encore d'évaluation
- Determination and Correlation of Heat Transfer Coefficients in A Falling Film EvaporatorDocument7 pagesDetermination and Correlation of Heat Transfer Coefficients in A Falling Film EvaporatorSeyit AvcuPas encore d'évaluation
- Lurgi PSI Evaporator PaperDocument13 pagesLurgi PSI Evaporator PaperMariAle Droz CastroPas encore d'évaluation
- CEB2063 - Evaporation - Lecture 1 (Group 1)Document28 pagesCEB2063 - Evaporation - Lecture 1 (Group 1)Scorpion RoyalPas encore d'évaluation
- Calculations On An Adiabatic Continuous DryerDocument11 pagesCalculations On An Adiabatic Continuous DryerCaleb Somai0% (1)
- Heat Exchanger Specification Sheet SI UnitsDocument2 pagesHeat Exchanger Specification Sheet SI UnitssalamrefighPas encore d'évaluation
- FD Fan Sizing CalculationDocument3 pagesFD Fan Sizing CalculationkumarananyarupeshPas encore d'évaluation
- Liquid Distributor DesignDocument3 pagesLiquid Distributor Designanon_414493592Pas encore d'évaluation
- Basic Cooling Water Management IIDocument32 pagesBasic Cooling Water Management IIDiaa GobranPas encore d'évaluation
- Heat Exchanger CalculatorDocument6 pagesHeat Exchanger CalculatorJM Flores De SilvaPas encore d'évaluation
- Tripple Effect Evaporator Design CalculationDocument6 pagesTripple Effect Evaporator Design CalculationCathal McKeownPas encore d'évaluation
- Falling Film Heat Transfer CoefficientDocument22 pagesFalling Film Heat Transfer CoefficientZarra FaktPas encore d'évaluation
- Vapor Line Sizing-Mpp6Document10 pagesVapor Line Sizing-Mpp6Nitin KurupPas encore d'évaluation
- Ulman Part 10Document1 000 pagesUlman Part 10Yana RahmadaniPas encore d'évaluation
- Dimple Jacket Heat Transfer EstimationDocument3 pagesDimple Jacket Heat Transfer EstimationicingrockPas encore d'évaluation
- Evaporator (D-1) Design ExcelDocument7 pagesEvaporator (D-1) Design ExceldiRkdARyLPas encore d'évaluation
- Tank EductorDocument3 pagesTank Eductorkonainglincho001Pas encore d'évaluation
- Atfd Design Calculation: Data Energy Balance Agitator Shell DesignDocument1 pageAtfd Design Calculation: Data Energy Balance Agitator Shell DesignManoj BPas encore d'évaluation
- Pump Calculations, Pump EquationsDocument3 pagesPump Calculations, Pump EquationsKehinde AdebayoPas encore d'évaluation
- Jacketed Reactor Vessel PDFDocument1 pageJacketed Reactor Vessel PDFSH1961Pas encore d'évaluation
- Design Calculations of Pitch Blade TurbineDocument6 pagesDesign Calculations of Pitch Blade TurbineAyaz_HasanjiPas encore d'évaluation
- 1 TPH For 10.54P Boiler IBR Design Calculations - R2-6-2-13Document21 pages1 TPH For 10.54P Boiler IBR Design Calculations - R2-6-2-13Vishal KandPas encore d'évaluation
- Simulation of A Triple Effect EvaporatorDocument19 pagesSimulation of A Triple Effect EvaporatorAnonymous LSPoghJ5n100% (1)
- Veturi Design ProcedureDocument2 pagesVeturi Design Procedureshivanandr2481Pas encore d'évaluation
- Plate Heat ExchangersDocument7 pagesPlate Heat ExchangersBaneMarkovicPas encore d'évaluation
- 20tips Purchasing Bio ReactorDocument8 pages20tips Purchasing Bio Reactorglq223Pas encore d'évaluation
- Design 2 ReboilerDocument5 pagesDesign 2 ReboilerAbdulrazzaqAL-MalikyPas encore d'évaluation
- Is 14164 2008Document45 pagesIs 14164 2008Pukhraj DagaPas encore d'évaluation
- The Physical Properties of The Hot Fluid Have Been Extrapolated Beyond The Valid Temperature RangeDocument3 pagesThe Physical Properties of The Hot Fluid Have Been Extrapolated Beyond The Valid Temperature RangeSrihari KodimelaPas encore d'évaluation
- EIND 3184 15 Liquid Flash Vessel SizingDocument20 pagesEIND 3184 15 Liquid Flash Vessel SizingzamijakaPas encore d'évaluation
- TUBESHEETDocument5 pagesTUBESHEETMehta MehulPas encore d'évaluation
- Calculation of Heat Transfer Coefficients in Agitated VesselsDocument4 pagesCalculation of Heat Transfer Coefficients in Agitated Vesselsdesignselva100% (1)
- Calculate Heat-Cool Time - Batch ReactorDocument2 pagesCalculate Heat-Cool Time - Batch ReactorGargiulo Anita100% (1)
- Achieveing Zero Liquid Discharge Through Mechanical Vapour Recompression-2015Document25 pagesAchieveing Zero Liquid Discharge Through Mechanical Vapour Recompression-2015ansarPas encore d'évaluation
- Blowdown Economizer CalculationDocument2 pagesBlowdown Economizer CalculationSajjad AhmedPas encore d'évaluation
- Spreadsheet Problem Solving For Che FacultyDocument2 pagesSpreadsheet Problem Solving For Che FacultyLimanto LeePas encore d'évaluation
- Process Design: Vessel Sizing (Liquid & Vapour Separators)Document36 pagesProcess Design: Vessel Sizing (Liquid & Vapour Separators)Krishanu SahaPas encore d'évaluation
- Design For Sieve Plate ColumnDocument7 pagesDesign For Sieve Plate ColumnAyushi Jain100% (1)
- VenturiDocument2 pagesVenturiJIAPas encore d'évaluation
- Packed Tower Specification Sheet: Bed NumberDocument2 pagesPacked Tower Specification Sheet: Bed NumberJane UchulPas encore d'évaluation
- Agitator Power Requirement and Mixing Intensity CalculationDocument29 pagesAgitator Power Requirement and Mixing Intensity CalculationHimatush0% (1)
- First U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86D'EverandFirst U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 1.86Pas encore d'évaluation
- Kesehatan Dan Keselamatan Kerja: Materi 3Document37 pagesKesehatan Dan Keselamatan Kerja: Materi 3kevin candraPas encore d'évaluation
- EPA608 TrainingDocument338 pagesEPA608 Traininglecue21Pas encore d'évaluation
- 2008 NPRA Q&A and Technology ForumDocument90 pages2008 NPRA Q&A and Technology ForumTuan YusoffPas encore d'évaluation
- Optimizing Heat Transfer Fluid PerformanceDocument12 pagesOptimizing Heat Transfer Fluid PerformancedhavalmpPas encore d'évaluation
- SurveyScoringGuidelines W-HTX 2000Document58 pagesSurveyScoringGuidelines W-HTX 2000guzinetti100% (1)
- Chapter 7 Plant Layout SafetyDocument20 pagesChapter 7 Plant Layout SafetyaminPas encore d'évaluation
- 1-29 Reading - McMahon V Bunn-O-MaticDocument3 pages1-29 Reading - McMahon V Bunn-O-Maticmsegarra88Pas encore d'évaluation
- 2 Changes in State Lesson PlanDocument6 pages2 Changes in State Lesson PlanShane CantelaPas encore d'évaluation
- Properties of RefrigerantDocument8 pagesProperties of RefrigerantzesrdtfyghujPas encore d'évaluation
- Answer Sheet - 5 MelcDocument6 pagesAnswer Sheet - 5 MelcJemuel LuminariasPas encore d'évaluation
- Dynamic Simulation of Multi-Effect Evaporators PDFDocument10 pagesDynamic Simulation of Multi-Effect Evaporators PDFdesai sanketPas encore d'évaluation
- Distillation Is The Oldest Method Used For Separating Mixtures of LiquidsDocument4 pagesDistillation Is The Oldest Method Used For Separating Mixtures of LiquidsDanPas encore d'évaluation
- Aerospace Engineering Services JSCDocument76 pagesAerospace Engineering Services JSCThanh QuangPas encore d'évaluation
- Pressure CookerDocument2 pagesPressure CookerArnav SharmaPas encore d'évaluation
- Lab 2 - Distillation Column CompleteDocument18 pagesLab 2 - Distillation Column CompleteHadiChan100% (1)
- PV Tali Danes H Solution ManualDocument197 pagesPV Tali Danes H Solution ManualSarhad AhmedPas encore d'évaluation
- Petroleum Properties: Petroleum Fraction Distillation Interconversion) Api Methods)Document12 pagesPetroleum Properties: Petroleum Fraction Distillation Interconversion) Api Methods)Ali MahamadPas encore d'évaluation
- College Physics 7th Ed Serway Chapter 11Document30 pagesCollege Physics 7th Ed Serway Chapter 11Jorge GomezPas encore d'évaluation
- Astm d86Document28 pagesAstm d86Brenda Garcia AcostaPas encore d'évaluation
- Year 7 C-D Chemistry Term 1Document37 pagesYear 7 C-D Chemistry Term 1H ChowdreyPas encore d'évaluation
- CHEMISTRY 3rd Quarter ReviewerDocument9 pagesCHEMISTRY 3rd Quarter ReviewerJanelle NopuetoPas encore d'évaluation
- Evaporation EquipmentDocument13 pagesEvaporation EquipmentDDCMPas encore d'évaluation
- The War Gases by Dr. Mario Sartori (Most Sought After Out-Of-Print)Document364 pagesThe War Gases by Dr. Mario Sartori (Most Sought After Out-Of-Print)Professor100% (1)
- Practical Guide, Low Temp. RefrigerationDocument9 pagesPractical Guide, Low Temp. Refrigerationrelicario25Pas encore d'évaluation
- Hoffmann Crump HocottDocument10 pagesHoffmann Crump HocottAzliyama Md ZainuddinPas encore d'évaluation
- QuimicaDocument422 pagesQuimicaVernon SandovalPas encore d'évaluation
- ES DistillationDocument35 pagesES Distillationjoiesupremo100% (1)
- Science 7 DLPDocument18 pagesScience 7 DLPRjay Cada50% (2)
- HK-1003 User ManualDocument8 pagesHK-1003 User ManualtswPas encore d'évaluation
- 4) Multiple Choice Questions Type (20 Nos)Document5 pages4) Multiple Choice Questions Type (20 Nos)Fuck uPas encore d'évaluation
- Gen Chem 2 DLL Week 1Document7 pagesGen Chem 2 DLL Week 1Tristan PereyPas encore d'évaluation
- Evaporation: Central Institute of Technology KokrajharDocument42 pagesEvaporation: Central Institute of Technology KokrajharkennethmsorianoPas encore d'évaluation
- Chapter 1: Properties of Fluid: Lagatic, Raquel D. Laurden, Christine Q. Realda, Mark Anthony HDocument34 pagesChapter 1: Properties of Fluid: Lagatic, Raquel D. Laurden, Christine Q. Realda, Mark Anthony HChristine LaurdenPas encore d'évaluation
- Absorption Single Stage Engineering Guide PDFDocument44 pagesAbsorption Single Stage Engineering Guide PDFmgokten77Pas encore d'évaluation