Vous aimerez peut-être aussi
- Operating Instruction PWS 18-E (Gearbox) SEL 12 PDFDocument278 pagesOperating Instruction PWS 18-E (Gearbox) SEL 12 PDFGiannis MylonasPas encore d'évaluation
- Bevel Gear ManualDocument8 pagesBevel Gear ManualPiort ZelaskiPas encore d'évaluation
- Hydraulic Commissioning ManualDocument7 pagesHydraulic Commissioning Manualranjit2150Pas encore d'évaluation
- BP Planeteneinschubgetr 10s Engb 05 WebDocument10 pagesBP Planeteneinschubgetr 10s Engb 05 Websumohi100% (1)
- 5556 Setting Techniques For Timken Tapered Roller BearingsDocument20 pages5556 Setting Techniques For Timken Tapered Roller BearingsAnonymous Clyy9NPas encore d'évaluation
- Hs E10101 1-03-09 Hydrosaar SystemDocument6 pagesHs E10101 1-03-09 Hydrosaar SystemAlaa saidPas encore d'évaluation
- Slewing Bearings CatDocument33 pagesSlewing Bearings CatbennyfergusonPas encore d'évaluation
- 376 IBS V09-120327 Electro-Hydraulic-Thruster DIN15430 enDocument8 pages376 IBS V09-120327 Electro-Hydraulic-Thruster DIN15430 enrajeevkumarrajeevPas encore d'évaluation
- Bonfiglioli Products Range GuideDocument40 pagesBonfiglioli Products Range GuideTauseef EjazPas encore d'évaluation
- Tension of Pulley AlignmentDocument3 pagesTension of Pulley AlignmentnguyennhatbaoPas encore d'évaluation
- Fleet Angle SignificanceDocument13 pagesFleet Angle SignificanceAshish Kumar JhaPas encore d'évaluation
- Fluid couplings - optimize your electric motor starts with delayed fill technologyDocument32 pagesFluid couplings - optimize your electric motor starts with delayed fill technologyRuben CruzPas encore d'évaluation
- Grafica de Medidas para Recesion de Valvulas G3400Document3 pagesGrafica de Medidas para Recesion de Valvulas G3400carlos angelPas encore d'évaluation
- Slewing Bearing Catalogue - 06115 2 en TCM 12-182061Document120 pagesSlewing Bearing Catalogue - 06115 2 en TCM 12-182061Alvaro100% (1)
- Planetary Plug-In Gearboxes by LiebherrDocument12 pagesPlanetary Plug-In Gearboxes by LiebherrRachid Smaili100% (1)
- Manual Paramax9000 SMA-07.901.60Document40 pagesManual Paramax9000 SMA-07.901.60Hugo Duarte BatistaPas encore d'évaluation
- Slewing Bearing Inspection PDFDocument4 pagesSlewing Bearing Inspection PDFMalek Anas MahmoudPas encore d'évaluation
- Re92076 2005-03Document32 pagesRe92076 2005-03Şenol MemişPas encore d'évaluation
- Backlash in slew bearings reduced with all-electric drive systemDocument132 pagesBacklash in slew bearings reduced with all-electric drive systemEjeanteng100% (1)
- FLUID FILM BEARINGS Selection, Troubleshooting and RepairDocument30 pagesFLUID FILM BEARINGS Selection, Troubleshooting and RepairsurawutwijarnPas encore d'évaluation
- Plain BearingDocument20 pagesPlain BearingPanneer Selvam0% (1)
- Radial Shaft SealDocument4 pagesRadial Shaft SealPieter van der WaltPas encore d'évaluation
- Large Industrial Gearbox Brochure PDFDocument16 pagesLarge Industrial Gearbox Brochure PDFmuthushakibPas encore d'évaluation
- Bombas AllweilerDocument14 pagesBombas AllweilerCARLOS ANDRES CARVAJAL SUAREZPas encore d'évaluation
- Gearbox-Mounted Power Take Off: General InstructionsDocument4 pagesGearbox-Mounted Power Take Off: General InstructionsChimuonechi NyirendaPas encore d'évaluation
- Sehs8984 01Document11 pagesSehs8984 01NimPas encore d'évaluation
- Unalloy PewagDocument60 pagesUnalloy PewagtintucinbPas encore d'évaluation
- LW Sparepart Lw450eDocument59 pagesLW Sparepart Lw450eMatthew100% (1)
- Boom Drift Test TerexDocument4 pagesBoom Drift Test TerexKrum Kashavarov0% (1)
- Operating Instructions: Project: SONG THAO RM Hydraulic Cylinder 350/140x245Document20 pagesOperating Instructions: Project: SONG THAO RM Hydraulic Cylinder 350/140x245cakhokhe100% (1)
- Installation Procedure - RFN 7012Document3 pagesInstallation Procedure - RFN 7012Barry ChungPas encore d'évaluation
- 3.5 Mpa Hydraulic Cylinder 3.5 Mpa Hydraulic CylinderDocument18 pages3.5 Mpa Hydraulic Cylinder 3.5 Mpa Hydraulic CylinderĐen BáoPas encore d'évaluation
- CraneDocument80 pagesCranehoseinPas encore d'évaluation
- SKF Plain BearingDocument36 pagesSKF Plain Bearinga04205Pas encore d'évaluation
- Idoc - Pub Maintenance and LubricationDocument34 pagesIdoc - Pub Maintenance and LubricationEric GarciaPas encore d'évaluation
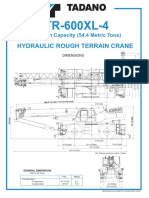
- TR-600XL-4 SpecificationsDocument12 pagesTR-600XL-4 SpecificationsPTCPas encore d'évaluation
- Maintenance and Lubrication EN PDFDocument38 pagesMaintenance and Lubrication EN PDFDaniel Castillo PeñaPas encore d'évaluation
- Toothed Coupling Installation and Maintenance Guide PDFDocument18 pagesToothed Coupling Installation and Maintenance Guide PDFrazvanPas encore d'évaluation
- Pedestal Crane Student ManualDocument25 pagesPedestal Crane Student ManualDangtrinh Nguyen100% (1)
- Brevini Power Transmission Products 2008 UKDocument14 pagesBrevini Power Transmission Products 2008 UKSabith MohammedPas encore d'évaluation
- 13 - Failure-Analysis Gear Pumps ParkerDocument91 pages13 - Failure-Analysis Gear Pumps ParkerEdison Andres Torres Osorio100% (2)
- A9 002 Crane Support TruckDocument2 pagesA9 002 Crane Support TruckalanparraPas encore d'évaluation
- Alatas inspection report details maintenance needs for 3 shipboard cranesDocument15 pagesAlatas inspection report details maintenance needs for 3 shipboard cranesFaraz AhmedPas encore d'évaluation
- SKF Bearing Handbook For Electric MotorsDocument32 pagesSKF Bearing Handbook For Electric Motorskuruvillaj2217100% (2)
- Understanding Crane Slew Bearing Grease Sampling GuidelinesDocument4 pagesUnderstanding Crane Slew Bearing Grease Sampling GuidelinesSCISTRTPas encore d'évaluation
- CKEG BMEG Crane CatalogDocument15 pagesCKEG BMEG Crane CatalogPhu DoPas encore d'évaluation
- SKF Angular Contact Ball Bearings - Your Key To Longer Service LifeDocument44 pagesSKF Angular Contact Ball Bearings - Your Key To Longer Service LifeBrunoPas encore d'évaluation
- Overrunning ClutchDocument6 pagesOverrunning ClutchThang LePas encore d'évaluation
- Catalog FFS PDFDocument24 pagesCatalog FFS PDFDANE80Pas encore d'évaluation
- Instruction Manual: Nash Type Vacuum PumpsDocument16 pagesInstruction Manual: Nash Type Vacuum Pumpsdiscovery channelPas encore d'évaluation
- Gleitlager enDocument32 pagesGleitlager enMarcelo Topon100% (1)
- Bowex Bowex Fle-Pa Bowex-Elastic Monolastic Pump Mounting FlangesDocument34 pagesBowex Bowex Fle-Pa Bowex-Elastic Monolastic Pump Mounting FlangesCarlosPas encore d'évaluation
- CouplingDocument92 pagesCouplingviksursPas encore d'évaluation
- Oil & GreaseDocument1 pageOil & Greaselipi80% (1)
- Installmanual Cotta Arreglado PDFDocument20 pagesInstallmanual Cotta Arreglado PDFCarlos Landeta GarciaPas encore d'évaluation
- ZOLLERN-Broschuere ZAT Drewerksgetriebe ENGDocument20 pagesZOLLERN-Broschuere ZAT Drewerksgetriebe ENGMomin G.S.100% (1)
- Considerations in Greasing Electric Motor Anti Friction BearingsDocument5 pagesConsiderations in Greasing Electric Motor Anti Friction BearingsSam ChengPas encore d'évaluation
- Bearing InspectionDocument20 pagesBearing InspectionMoustapha SeyePas encore d'évaluation
- SRBF8091 ролики 3500Document20 pagesSRBF8091 ролики 3500mohamed hamedPas encore d'évaluation
- Sebf 8054 Обмеры и Правка КвDocument33 pagesSebf 8054 Обмеры и Правка КванджелаPas encore d'évaluation
- Bearing InspectionDocument20 pagesBearing InspectionMoustapha SeyePas encore d'évaluation
- Plans CoffragesDocument1 pagePlans CoffragesMoustapha SeyePas encore d'évaluation
- Shell LubrifiantDocument8 pagesShell LubrifiantMoustapha SeyePas encore d'évaluation
- Grease Sampling SetDocument4 pagesGrease Sampling SetMoustapha SeyePas encore d'évaluation
- CavitationDocument13 pagesCavitationriyasarPas encore d'évaluation
- Surge ProblemDocument39 pagesSurge ProblemMoustapha SeyePas encore d'évaluation
- NetherLocks Process SafetyDocument9 pagesNetherLocks Process SafetyMoustapha SeyePas encore d'évaluation
- Inductive SensorsDocument96 pagesInductive SensorsMoustapha SeyePas encore d'évaluation
- WaterhammerDocument6 pagesWaterhammerMoustapha SeyePas encore d'évaluation
- ABB Electric Motor Water CooledDocument147 pagesABB Electric Motor Water CooledMoustapha SeyePas encore d'évaluation
- Chart RecordersDocument4 pagesChart RecordersRichard More Leon100% (1)
- Regasification HamworthyDocument19 pagesRegasification HamworthyMoustapha Seye100% (1)
- Water ChemistryDocument14 pagesWater ChemistryJosé Luis Nava RebollarPas encore d'évaluation
- Fundamentals of Electric Vehicles Lecture on Vehicle DynamicsDocument15 pagesFundamentals of Electric Vehicles Lecture on Vehicle DynamicsaerovinuPas encore d'évaluation
- Learnings from penetration testing a university websiteDocument3 pagesLearnings from penetration testing a university websiteLovepreetSidhu100% (1)
- Catalog 625-2 Trailblazer Air-Cooled Chillers: Model AMZ-A 10 To 40 Tons (35 To 140 KW) HFC-410A Refrigerant 60/50 HZDocument24 pagesCatalog 625-2 Trailblazer Air-Cooled Chillers: Model AMZ-A 10 To 40 Tons (35 To 140 KW) HFC-410A Refrigerant 60/50 HZIskandar FirdausPas encore d'évaluation
- Curriculum Vitae: Prakriti Kumar GhoshDocument41 pagesCurriculum Vitae: Prakriti Kumar GhoshaPas encore d'évaluation
- Using A System Cost Analysis ToDocument11 pagesUsing A System Cost Analysis Tosaa6383Pas encore d'évaluation
- CS C372/IS C362 - Operating System: Birla Institute of Technology & Science, Pilani QUIZ 2 - Closed BookDocument2 pagesCS C372/IS C362 - Operating System: Birla Institute of Technology & Science, Pilani QUIZ 2 - Closed BookVishal MittalPas encore d'évaluation
- REINFORCED CONCRETE SLAB DESIGNDocument23 pagesREINFORCED CONCRETE SLAB DESIGNMohamed AbdPas encore d'évaluation
- AI Based Design of A FLC Scheme For 2Document19 pagesAI Based Design of A FLC Scheme For 2Kafar KhanPas encore d'évaluation
- Computer History Timeline2Document31 pagesComputer History Timeline2Janina CalimlimPas encore d'évaluation
- Soft Computing Techniques for Neural Networks, Fuzzy Logic & Genetic AlgorithmsDocument2 pagesSoft Computing Techniques for Neural Networks, Fuzzy Logic & Genetic AlgorithmsPRANAV KUMAR 17BEC0473Pas encore d'évaluation
- Radiolysis of WaterDocument7 pagesRadiolysis of WaterMoh'd Riyas Rahmaniya0% (1)
- Isolation and Purification of Peroxidase From Shoots of OF TOMATODocument9 pagesIsolation and Purification of Peroxidase From Shoots of OF TOMATOPooja WalkePas encore d'évaluation
- Quantity SurveyDocument6 pagesQuantity Surveypmm05479Pas encore d'évaluation
- Snapdragon 730 Mobile Platform Product BriefDocument2 pagesSnapdragon 730 Mobile Platform Product Briefaswin acpPas encore d'évaluation
- PRACTICAL RESERVOIR MONITORING AND WATERFLOODINGDocument51 pagesPRACTICAL RESERVOIR MONITORING AND WATERFLOODINGDuddi Dennisuk100% (3)
- Innovations in Semiochemical FormulationDocument20 pagesInnovations in Semiochemical FormulationgfermatuPas encore d'évaluation
- CBSE Class 10 Science Question Paper SA1 2010Document9 pagesCBSE Class 10 Science Question Paper SA1 2010honey1002Pas encore d'évaluation
- Eng2001 NotesDocument12 pagesEng2001 NotesRohan KaickerPas encore d'évaluation
- 100 Years of The Quantum - Tegmark Wheeler 2000 PDFDocument9 pages100 Years of The Quantum - Tegmark Wheeler 2000 PDFTangthietgiap100% (1)
- Economics of Power GenerationDocument22 pagesEconomics of Power Generationbhaskar123321Pas encore d'évaluation
- Vertical Hollow Shaft (VHS), WPIDocument21 pagesVertical Hollow Shaft (VHS), WPIeliahudPas encore d'évaluation
- TMS320C64xx VLIW DSPDocument23 pagesTMS320C64xx VLIW DSPbibiameenaPas encore d'évaluation
- Construction Safety Inspection ChecklistDocument2 pagesConstruction Safety Inspection ChecklistDisenyo Arkitekto100% (1)
- Calculating torque, stresses, and bearing pressure for a C-clamp designDocument4 pagesCalculating torque, stresses, and bearing pressure for a C-clamp designSayed Mesallamy100% (3)
- 10 - 12 Fancy Yarn-1Document4 pages10 - 12 Fancy Yarn-1shahadat hossainPas encore d'évaluation
- Quantum Tech Fest 2024, Saveetha Institute of Medical and Technical Sciences Engineering, Technical Symposium, ChennaiDocument1 pageQuantum Tech Fest 2024, Saveetha Institute of Medical and Technical Sciences Engineering, Technical Symposium, Chennaimf42gcb8bdPas encore d'évaluation
- Eaton Quick Selector Reference GuideDocument36 pagesEaton Quick Selector Reference GuideReginald D. De GuzmanPas encore d'évaluation
- ODROID Magazine 201408Document49 pagesODROID Magazine 201408L0ck0utPas encore d'évaluation
- Refractory Design Effect On Submerged Arc Furnace Life and Production Performance - The Zimbabwe Alloys ExperienceDocument10 pagesRefractory Design Effect On Submerged Arc Furnace Life and Production Performance - The Zimbabwe Alloys ExperienceYasin GençPas encore d'évaluation