Vous aimerez peut-être aussi
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Calculation of Thermal Power Plant Steam BoilerDocument13 pagesCalculation of Thermal Power Plant Steam BoilerNenad JerinicPas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- ACERs Opinion 22-2019 Examples of CalculationDocument20 pagesACERs Opinion 22-2019 Examples of CalculationNenad JerinicPas encore d'évaluation
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Serbia - EPS Environmental Investment Project Cycle, Interview With Head of EPS Environment Directorate - Serbia EnergyDocument4 pagesSerbia - EPS Environmental Investment Project Cycle, Interview With Head of EPS Environment Directorate - Serbia EnergyNenad JerinicPas encore d'évaluation
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Serbia - EPS Environmental Investment Project Cycle, Interview With Head of EPS Environment Directorate - Serbia EnergyDocument4 pagesSerbia - EPS Environmental Investment Project Cycle, Interview With Head of EPS Environment Directorate - Serbia EnergyNenad JerinicPas encore d'évaluation
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Serbia - EPS Environmental Investment Project Cycle, Interview With Head of EPS Environment Directorate - Serbia EnergyDocument4 pagesSerbia - EPS Environmental Investment Project Cycle, Interview With Head of EPS Environment Directorate - Serbia EnergyNenad JerinicPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Serbia - EPS Environmental Investment Project Cycle, Interview With Head of EPS Environment Directorate - Serbia EnergyDocument4 pagesSerbia - EPS Environmental Investment Project Cycle, Interview With Head of EPS Environment Directorate - Serbia EnergyNenad JerinicPas encore d'évaluation
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Serbia - EPS Environmental Investment Project Cycle, Interview With Head of EPS Environment Directorate - Serbia EnergyDocument4 pagesSerbia - EPS Environmental Investment Project Cycle, Interview With Head of EPS Environment Directorate - Serbia EnergyNenad JerinicPas encore d'évaluation
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Appendix 7-Acceptance Test Procedures and StandardsDocument10 pagesAppendix 7-Acceptance Test Procedures and StandardsNenad JerinicPas encore d'évaluation
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
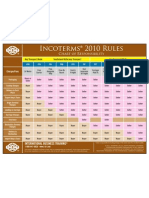
- Incoterms 2010 at A GlanceDocument1 pageIncoterms 2010 at A GlanceAftab UddinPas encore d'évaluation
- Serbia - EPS Environmental Investment Project Cycle, Interview With Head of EPS Environment Directorate - Serbia EnergyDocument4 pagesSerbia - EPS Environmental Investment Project Cycle, Interview With Head of EPS Environment Directorate - Serbia EnergyNenad JerinicPas encore d'évaluation
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- English Intermediate Review TestDocument6 pagesEnglish Intermediate Review TestNenad JerinicPas encore d'évaluation
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Serbia - EPS Environmental Investment Project Cycle, Interview With Head of EPS Environment Directorate - Serbia EnergyDocument4 pagesSerbia - EPS Environmental Investment Project Cycle, Interview With Head of EPS Environment Directorate - Serbia EnergyNenad JerinicPas encore d'évaluation
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Amateur Photographer 201407012Document84 pagesAmateur Photographer 201407012James Nguyen100% (1)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- Fidic Users Guide A Practical Guide To The 1999 Red and Yellow BooksDocument30 pagesFidic Users Guide A Practical Guide To The 1999 Red and Yellow Booksilroy71% (17)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- AD1015 - Pulverized Coal in Power PlantsDocument16 pagesAD1015 - Pulverized Coal in Power PlantsNenad JerinicPas encore d'évaluation
- EU Pellet HandbookDocument86 pagesEU Pellet HandbookTran Xuan DamPas encore d'évaluation
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- PEOPLE V JAURIGUE - Art 14 Aggravating CircumstancesDocument2 pagesPEOPLE V JAURIGUE - Art 14 Aggravating CircumstancesLady Diana TiangcoPas encore d'évaluation
- Tamilnadu Shop and Establishment ActDocument6 pagesTamilnadu Shop and Establishment ActShiny VargheesPas encore d'évaluation
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Review - Practical Accounting 1Document2 pagesReview - Practical Accounting 1Kath LeynesPas encore d'évaluation
- 2005 Harley Davidson Sportster 883 66418Document136 pages2005 Harley Davidson Sportster 883 66418Josef Bruno SchlittenbauerPas encore d'évaluation
- 208-Audit Checklist-Autoclave Operation - FinalDocument6 pages208-Audit Checklist-Autoclave Operation - FinalCherry Hope MistioPas encore d'évaluation
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- EP500 Standard Electropneumatic Positioner: Installation and Maintenance InstructionsDocument28 pagesEP500 Standard Electropneumatic Positioner: Installation and Maintenance InstructionsAlan ValdezPas encore d'évaluation
- Pe 3 Syllabus - GymnasticsDocument7 pagesPe 3 Syllabus - GymnasticsLOUISE DOROTHY PARAISO100% (1)
- Maxillofacial Notes DR - Mahmoud RamadanDocument83 pagesMaxillofacial Notes DR - Mahmoud Ramadanaziz200775% (4)
- Advances of Family Apocynaceae A Review - 2017Document30 pagesAdvances of Family Apocynaceae A Review - 2017Владимир ДружининPas encore d'évaluation
- Mixed Topic Revision 4Document18 pagesMixed Topic Revision 4YaakkwPas encore d'évaluation
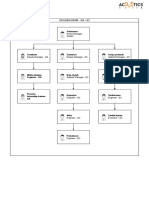
- Organogram - Qa / QC: Srinivasan SrinivasanDocument4 pagesOrganogram - Qa / QC: Srinivasan SrinivasanGowtham VenkatPas encore d'évaluation
- Brody2012 PDFDocument13 pagesBrody2012 PDFfrancisca caceresPas encore d'évaluation
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- ZX110to330 ELEC E PDFDocument1 pageZX110to330 ELEC E PDFYadi100% (1)
- Registration Statement (For Single Proprietor)Document2 pagesRegistration Statement (For Single Proprietor)Sherwin SalanayPas encore d'évaluation
- ASOTDocument4 pagesASOTemperors_nestPas encore d'évaluation
- G103 Remov Waste Dust Extraction UnitDocument2 pagesG103 Remov Waste Dust Extraction UnitJoseCRomeroPas encore d'évaluation
- Updoc - Tips Dictionar Foraj e RDocument37 pagesUpdoc - Tips Dictionar Foraj e RDaniela Dandea100% (1)
- Dri InternshipDocument38 pagesDri InternshipGuruprasad Sanga100% (3)
- Bedwetting TCMDocument5 pagesBedwetting TCMRichonyouPas encore d'évaluation
- Riber 6-s1 SP s17-097 336-344Document9 pagesRiber 6-s1 SP s17-097 336-344ᎷᏒ'ᏴᎬᎪᏚᎢ ᎷᏒ'ᏴᎬᎪᏚᎢPas encore d'évaluation
- Chapter 2 Unfinished RRLDocument22 pagesChapter 2 Unfinished RRLGM XylerPas encore d'évaluation
- Multi-Wing Engineering GuideDocument7 pagesMulti-Wing Engineering Guidea_salehiPas encore d'évaluation
- Employment Offer: 1. Employer InformationDocument2 pagesEmployment Offer: 1. Employer InformationnavidPas encore d'évaluation
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Entitlement Cure SampleDocument34 pagesEntitlement Cure SampleZondervan100% (1)
- Neurocisticercosis PDFDocument7 pagesNeurocisticercosis PDFFiorella Alexandra HRPas encore d'évaluation
- ACF5950 - Assignment # 7 Semester 2 2015: The Business Has The Following Opening Balances: Additional InformationDocument2 pagesACF5950 - Assignment # 7 Semester 2 2015: The Business Has The Following Opening Balances: Additional InformationkietPas encore d'évaluation
- AMS 48 - 2000-n - D0114354 - 055 - 00Document116 pagesAMS 48 - 2000-n - D0114354 - 055 - 00wanhall100% (1)
- Drug-Nutrient Interaction in Prescriptions ForDocument7 pagesDrug-Nutrient Interaction in Prescriptions ForRafika DitaPas encore d'évaluation
- Aldehydes, Ketones, Carboxylic Acids, and EstersDocument11 pagesAldehydes, Ketones, Carboxylic Acids, and EstersNATURE COMPUTERPas encore d'évaluation
- Lichens - Naturally Scottish (Gilbert 2004) PDFDocument46 pagesLichens - Naturally Scottish (Gilbert 2004) PDF18Delta100% (1)
- Practical Reservoir Engineering and CharacterizationD'EverandPractical Reservoir Engineering and CharacterizationÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Well Integrity for Workovers and RecompletionsD'EverandWell Integrity for Workovers and RecompletionsÉvaluation : 5 sur 5 étoiles5/5 (3)