Vous aimerez peut-être aussi
- ASME IX Temper Bead WeldingDocument4 pagesASME IX Temper Bead WeldingAhmadiBinAhmadPas encore d'évaluation
- Temper Bead Welding WPS and PQRDocument27 pagesTemper Bead Welding WPS and PQRSandeep Parmar100% (3)
- Temper Bead Welding 36036664Document9 pagesTemper Bead Welding 36036664sv1xv100% (1)
- Welding Inspection Questions WisDocument5 pagesWelding Inspection Questions WisBhavani PrasadPas encore d'évaluation
- 625 Overlay WeldingDocument9 pages625 Overlay Weldingdaviesgang360100% (2)
- If The Misalignment Between The Head and Shell in A Pressure Vessel Exceeds The ASME Requirement1Document8 pagesIf The Misalignment Between The Head and Shell in A Pressure Vessel Exceeds The ASME Requirement1yogacruisePas encore d'évaluation
- Thickness Qualification Range For PQR and WPQDocument5 pagesThickness Qualification Range For PQR and WPQOuled BladiPas encore d'évaluation
- Wps & Pqr-013 (Ss Gtaw-Smaw TGS)Document17 pagesWps & Pqr-013 (Ss Gtaw-Smaw TGS)Atuk SafizPas encore d'évaluation
- 510 Open Exam B. Rev7Document15 pages510 Open Exam B. Rev7yrdna nawaiteosPas encore d'évaluation
- API 570 Practice Questions PDFDocument147 pagesAPI 570 Practice Questions PDFjasminnee100% (1)
- API 1104 - Sample Quiz - 2012Document42 pagesAPI 1104 - Sample Quiz - 2012장재성Pas encore d'évaluation
- API 510 Petrosync Course PDFDocument301 pagesAPI 510 Petrosync Course PDFAkramKassis100% (1)
- HT Chart For ASME Material-B31.3Document1 pageHT Chart For ASME Material-B31.3MurugananthamParamasivamPas encore d'évaluation
- Asme Sec Ix - Short NotesDocument20 pagesAsme Sec Ix - Short NotesParvee K NakwalPas encore d'évaluation
- Api 653 9.8Document3 pagesApi 653 9.8yamen-691904Pas encore d'évaluation
- Esab Inconel 625 InfoDocument1 pageEsab Inconel 625 InforinshadPas encore d'évaluation
- OCS Engineering & Construction Visual Inspection ReportDocument1 pageOCS Engineering & Construction Visual Inspection ReportvinothPas encore d'évaluation
- Feritescope MP30 TrainingDocument20 pagesFeritescope MP30 Trainingafnene1Pas encore d'évaluation
- Uphill Versus Downhill Welding PDFDocument4 pagesUphill Versus Downhill Welding PDFPatrick DominguezPas encore d'évaluation
- Wis5 WPS 05Document22 pagesWis5 WPS 05Gibson FisherPas encore d'évaluation
- ASME Plant Inspector Level 1 BoK: Inspection KnowledgeDocument5 pagesASME Plant Inspector Level 1 BoK: Inspection KnowledgeNnamdi Celestine NnamdiPas encore d'évaluation
- API 510 Study GuideDocument3 pagesAPI 510 Study GuidedanikakaPas encore d'évaluation
- Asme Section Ix InterpretationsDocument77 pagesAsme Section Ix Interpretationsippon_osoto100% (1)
- API 510 QUIZ No.4Document5 pagesAPI 510 QUIZ No.4Hatem RagabPas encore d'évaluation
- Welding Qualification SAMI CMI - AWS D1.2Document26 pagesWelding Qualification SAMI CMI - AWS D1.2Ouni AchrefPas encore d'évaluation
- Asme Sec 9 - ADocument144 pagesAsme Sec 9 - Anidhinchandranvs67% (3)
- Duplex Ss WPSDocument8 pagesDuplex Ss WPSVinu Raveendran100% (1)
- CWI TEST Flashcards PDFDocument30 pagesCWI TEST Flashcards PDFGary Oporto cabasPas encore d'évaluation
- (PDF) PRACTICE QUESTIONS FOR API RP 577 Quizlet - Gustavo HC - Academia - EduDocument4 pages(PDF) PRACTICE QUESTIONS FOR API RP 577 Quizlet - Gustavo HC - Academia - EduKumar R100% (1)
- CV - Fabio Madeira en - 082018Document3 pagesCV - Fabio Madeira en - 082018inspetorfabiomadeiraPas encore d'évaluation
- Asme PCCDocument6 pagesAsme PCCajaysharma_1009100% (2)
- PENETRANT OIL TEST TANKS PROCEDUREDocument4 pagesPENETRANT OIL TEST TANKS PROCEDUREhasan_676489616Pas encore d'évaluation
- NACE Standards Guide Pipeline Corrosion AssessmentDocument22 pagesNACE Standards Guide Pipeline Corrosion AssessmentAngelTinocoPas encore d'évaluation
- API 653 MSTS Preeparation Feb09Document5 pagesAPI 653 MSTS Preeparation Feb09Anuradha SivakumarPas encore d'évaluation
- Hydrogen Cracking Causes and PreventionDocument6 pagesHydrogen Cracking Causes and Preventionshahid khanPas encore d'évaluation
- Astm A335 p91 PipeDocument1 pageAstm A335 p91 PipeBhagwati SteelagePas encore d'évaluation
- 6GR RequirementsDocument1 page6GR Requirementswalitedison100% (1)
- CBT QuestionsDocument17 pagesCBT QuestionsNaseer Ahmed SokhalPas encore d'évaluation
- Api 510 CourseDocument13 pagesApi 510 CourseRami GhorbelPas encore d'évaluation
- Weld Fit Up Inspection Employee TrainingDocument10 pagesWeld Fit Up Inspection Employee TrainingBadiuzzama Azmi100% (1)
- Butt JointsDocument21 pagesButt JointsRaj1-23Pas encore d'évaluation
- P1 To P8Document9 pagesP1 To P8Pat AuffretPas encore d'évaluation
- API 574pdfDocument4 pagesAPI 574pdfOlajide Nasir OlayinkaPas encore d'évaluation
- API 570qa177Document55 pagesAPI 570qa177SSK100% (1)
- 09 Sec 09 - ASME IX Summary-07revisedCCDocument38 pages09 Sec 09 - ASME IX Summary-07revisedCCamalhaj2013Pas encore d'évaluation
- Industrial radiography A Complete Guide - 2019 EditionD'EverandIndustrial radiography A Complete Guide - 2019 EditionPas encore d'évaluation
- API 577 Reading ChecklistDocument1 pageAPI 577 Reading ChecklistbacabacabacaPas encore d'évaluation
- 17 Multiple Choice Questions: No Answer GivenDocument5 pages17 Multiple Choice Questions: No Answer GivenAkram AlhaddadPas encore d'évaluation
- Essential and Non-Essential Variables For WPS - PQRDocument4 pagesEssential and Non-Essential Variables For WPS - PQRNatarajan MurugesanPas encore d'évaluation
- 1 - API 570 Exam A (150 QS)Document35 pages1 - API 570 Exam A (150 QS)Mohammed KadhimPas encore d'évaluation
- WCMJT Painting Inspection Grade 3/2 CourseDocument71 pagesWCMJT Painting Inspection Grade 3/2 CourseAhmedA.HassanPas encore d'évaluation
- 3.4 Arc Length: The Distance From The Tip of The WeldingDocument7 pages3.4 Arc Length: The Distance From The Tip of The WeldingMohammed IlliasuddinPas encore d'évaluation
- API 653 Above Ground Storage Tanks Inspector 08-July-2023Document8 pagesAPI 653 Above Ground Storage Tanks Inspector 08-July-2023RAVI0% (1)
- CSWIP-WI-6-92 14th Edition April 2017Document17 pagesCSWIP-WI-6-92 14th Edition April 2017mullanjiPas encore d'évaluation
- API 1169 - Prep Test #3: Written by Dale Honn, P.E., P.L.SDocument45 pagesAPI 1169 - Prep Test #3: Written by Dale Honn, P.E., P.L.SHeartyscorpionPas encore d'évaluation
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingD'EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghPas encore d'évaluation
- Critical To Quality in Welding-1Document29 pagesCritical To Quality in Welding-1aadmaadmPas encore d'évaluation
- Prevent hydrogen cracking in steels with preheating and low-hydrogen weldingDocument6 pagesPrevent hydrogen cracking in steels with preheating and low-hydrogen weldingguru_terexPas encore d'évaluation
- AbstractDocument9 pagesAbstractC-dek MuzzammilPas encore d'évaluation
- Gas Metal Arc Welding (GMAW)Document16 pagesGas Metal Arc Welding (GMAW)Akmal Bin Saipul AnuarPas encore d'évaluation
- PMI Alloy Verification ProcedureDocument3 pagesPMI Alloy Verification ProceduresusanwebPas encore d'évaluation
- Us DM4 DLDocument38 pagesUs DM4 DLBalan DanutPas encore d'évaluation
- A78857-2 2.21 Hydrostaticting Testing Standard - A5E3L0Document32 pagesA78857-2 2.21 Hydrostaticting Testing Standard - A5E3L0susanwebPas encore d'évaluation
- British Standards For WeldingDocument8 pagesBritish Standards For Weldingsusanweb100% (2)
- WTIA-TN07 Health and Safety in Welding PDFDocument148 pagesWTIA-TN07 Health and Safety in Welding PDFMphilipTPas encore d'évaluation
- PMI ProcedureDocument7 pagesPMI Procedureosito1214100% (1)
- Dye Penetrant Inspection ProcedureDocument13 pagesDye Penetrant Inspection ProcedureHafidzManaf100% (1)
- Magnetic Particle Inspection ProcedureDocument9 pagesMagnetic Particle Inspection Procedurentah84100% (1)
- Positive Material Identification (Pmi)Document2 pagesPositive Material Identification (Pmi)MurugadossRajendranPas encore d'évaluation
- 484 Welding Guidelines For Design EngineersDocument4 pages484 Welding Guidelines For Design EngineersPham Song Hong100% (1)
- PmiDocument6 pagesPmiSai FujiwaraPas encore d'évaluation
- WeldingFumesGases 1990 PDFDocument38 pagesWeldingFumesGases 1990 PDFsusanwebPas encore d'évaluation
- Schaeffler DiagramDocument1 pageSchaeffler Diagrambmdbmdbmd100% (1)
- What Is A Steel Casting Casting Process ASMDocument5 pagesWhat Is A Steel Casting Casting Process ASMsusanwebPas encore d'évaluation
- Welding SymbolsDocument78 pagesWelding Symbolsuttamtm100% (1)
- Weld Filler Metal SelectionDocument7 pagesWeld Filler Metal SelectionsusanwebPas encore d'évaluation
- Casting, Forming & WeldingDocument90 pagesCasting, Forming & WeldingmahdiPas encore d'évaluation
- Fundamentals of Visual InspectionDocument49 pagesFundamentals of Visual InspectionsusanwebPas encore d'évaluation
- TGN-PE-02 Temper Bead WeldingDocument9 pagesTGN-PE-02 Temper Bead WeldingNatrajiPas encore d'évaluation
- Exploring Temper Bead Welding TechniquesDocument11 pagesExploring Temper Bead Welding TechniquesvaseaPas encore d'évaluation
- The Alternative To PWHT Temper Bead Welding by Walter J SperkoDocument64 pagesThe Alternative To PWHT Temper Bead Welding by Walter J Sperkosusanweb100% (3)
- Measurement and Numerical Prediction of Residual Stresses in Steel Welds Subject To Heat TreatmentDocument29 pagesMeasurement and Numerical Prediction of Residual Stresses in Steel Welds Subject To Heat TreatmentsusanwebPas encore d'évaluation
- RT Level Iii TestDocument4 pagesRT Level Iii Testsusanweb0% (1)
- Welding of Nickel AlloysDocument12 pagesWelding of Nickel Alloysaj87_goswamiPas encore d'évaluation
- NDTDocument9 pagesNDTDenzil D'SouzaPas encore d'évaluation
- Welding Advanced Chromium Alloys for High-Temperature ServiceDocument5 pagesWelding Advanced Chromium Alloys for High-Temperature Servicesaji_t1984100% (1)
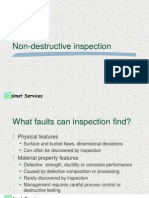
- Non Destructive EvaluationDocument25 pagesNon Destructive EvaluationsusanwebPas encore d'évaluation
- Non Destructive InspectionDocument41 pagesNon Destructive InspectionsusanwebPas encore d'évaluation
- NDTDocument9 pagesNDTDenzil D'SouzaPas encore d'évaluation
- DC 163Document2 pagesDC 163manox007Pas encore d'évaluation
- AMS-2249-Chemical Check Analysis LimitsDocument6 pagesAMS-2249-Chemical Check Analysis LimitsSinan Yıldız100% (1)
- Consolidated 1811 SeriesDocument16 pagesConsolidated 1811 Seriesivan_fuenzalida_1Pas encore d'évaluation
- CO2 Arc Welding ProcessDocument4 pagesCO2 Arc Welding ProcessHari krishnan100% (1)
- Palm Oil MSDSDocument5 pagesPalm Oil MSDSCaliche Omn100% (1)
- Impulse Steam Turbines Explained in 40 CharactersDocument5 pagesImpulse Steam Turbines Explained in 40 CharactersBharani100% (1)
- Madpenguin - Ca-Tutorial Use An Old Inkjet Printer To Learn Servo Motor Control With EMC2 Part 2Document7 pagesMadpenguin - Ca-Tutorial Use An Old Inkjet Printer To Learn Servo Motor Control With EMC2 Part 2Rudi AribowoPas encore d'évaluation
- Sealbond Etl-100: Epoxy Tank Lining (100% Solids) Solvent Free System Food GradeDocument2 pagesSealbond Etl-100: Epoxy Tank Lining (100% Solids) Solvent Free System Food GradegregPas encore d'évaluation
- AMMIE 2023 Conference on Advanced Materials and ManufacturingDocument9 pagesAMMIE 2023 Conference on Advanced Materials and ManufacturingrjPas encore d'évaluation
- Replacement of bucket elevator projectDocument3 pagesReplacement of bucket elevator projectChoo Weng HoePas encore d'évaluation
- Job-Mix Formula (Sample)Document18 pagesJob-Mix Formula (Sample)Mohammad Ali Salem Mauna25% (4)
- ST101 Kiln Over-Temperature TripDocument2 pagesST101 Kiln Over-Temperature TripDave WalkerPas encore d'évaluation
- P055azr 05P00 3059 01Document1 pageP055azr 05P00 3059 01Deshwa SaravananPas encore d'évaluation
- History of Flexible Pavement Design in IRC 37 GuidelinesDocument41 pagesHistory of Flexible Pavement Design in IRC 37 GuidelinesUday KumarPas encore d'évaluation
- Transporte IntermodalDocument8 pagesTransporte IntermodalDavid LatorrePas encore d'évaluation
- Heat Load Calculation IIDocument2 pagesHeat Load Calculation IIsiruslara6491Pas encore d'évaluation
- Color Coding On Ships: Trainees DigestDocument2 pagesColor Coding On Ships: Trainees DigestmmakdPas encore d'évaluation
- Flow Diagram SymbolsDocument5 pagesFlow Diagram SymbolshussainPas encore d'évaluation
- Delta Industrial Knife Gate ValvesDocument28 pagesDelta Industrial Knife Gate ValvesAlin AllinPas encore d'évaluation
- Battery Manufacturing: Etools Home: Scope - References - Glossary - Viewing / Printing Instructions - CreditsDocument146 pagesBattery Manufacturing: Etools Home: Scope - References - Glossary - Viewing / Printing Instructions - CreditsLo Siento de VerdadPas encore d'évaluation
- 12 18 13polyaspartic Webinar CommercialDocument48 pages12 18 13polyaspartic Webinar CommercialAelya SanPas encore d'évaluation
- KSB OmegaDocument2 pagesKSB OmegaAnne 90Pas encore d'évaluation
- ME2112-Lab Manual-1 (Vs Rev)Document5 pagesME2112-Lab Manual-1 (Vs Rev)ZihPas encore d'évaluation
- Chapter 4 - Kinematics of Mechanisms - 1Document52 pagesChapter 4 - Kinematics of Mechanisms - 1ﺃﻧﺲﺻﺪﻳﻖPas encore d'évaluation
- Colby - Sapac BrochureDocument16 pagesColby - Sapac Brochureshogun billings100% (1)
- Chapter 2 (Lecture 3)Document25 pagesChapter 2 (Lecture 3)SchaieraPas encore d'évaluation
- Aci 318R 08Document1 pageAci 318R 08Sayed Diab AlsayedPas encore d'évaluation
- Check List Roll Handling System - Tissue LineDocument17 pagesCheck List Roll Handling System - Tissue LineDinhnamsgpPas encore d'évaluation
- Pavement Materials: Highway and Transportation Engineering (Faculty of Engineering)Document38 pagesPavement Materials: Highway and Transportation Engineering (Faculty of Engineering)atharPas encore d'évaluation