Vous aimerez peut-être aussi
- Mantenimiento del sistema de arranque del motor del vehículo. TMVG0209D'EverandMantenimiento del sistema de arranque del motor del vehículo. TMVG0209Évaluation : 5 sur 5 étoiles5/5 (2)
- Montaje de conjuntos y estructuras fijas o desmontables. FMEE0108D'EverandMontaje de conjuntos y estructuras fijas o desmontables. FMEE0108Pas encore d'évaluation
- FRESADORADocument17 pagesFRESADORADante Cesar Castañeda SilvaPas encore d'évaluation
- Torno VerticalDocument3 pagesTorno VerticalKin Claudia Garcia FigueroaPas encore d'évaluation
- Electroerosionadora de HiloDocument8 pagesElectroerosionadora de HiloJoshua RomeroPas encore d'évaluation
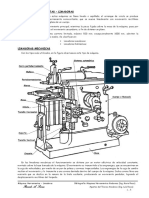
- LimadorasDocument5 pagesLimadorasTomasPas encore d'évaluation
- Servo Válvulas, Servomotores AcDocument14 pagesServo Válvulas, Servomotores AcNatalia SanchezPas encore d'évaluation
- Taller FluidSimDocument3 pagesTaller FluidSimAndrea MirandaPas encore d'évaluation
- Graf CetDocument16 pagesGraf CetFrey EspadaPas encore d'évaluation
- TECNOLOGÌA DE LAS MAQUINAS HERRAMIENTA Unidad 2Document9 pagesTECNOLOGÌA DE LAS MAQUINAS HERRAMIENTA Unidad 2Julio C. Camargo Santos100% (1)
- Informe Codigos GDocument26 pagesInforme Codigos GByron Montero0% (1)
- Que Es Un PLCDocument2 pagesQue Es Un PLCFabiancho MartinezPas encore d'évaluation
- Practica 1-Motores-2019Document8 pagesPractica 1-Motores-2019Adriana RomeroPas encore d'évaluation
- Manual de Seguridad Brazo RoboticoDocument7 pagesManual de Seguridad Brazo RoboticoSabrina Benítez SegarraPas encore d'évaluation
- Maquinaria RectificadorasDocument6 pagesMaquinaria RectificadorasPilar Chiroque SuyonPas encore d'évaluation
- TORNO - InformeDocument4 pagesTORNO - InformeErickCV0% (1)
- Informe CNCDocument15 pagesInforme CNCLuis MuyulemaPas encore d'évaluation
- Fresadora 1Document3 pagesFresadora 1Javi PagePas encore d'évaluation
- RechazadoDocument11 pagesRechazadoUriel Chino100% (1)
- Torno CNC WikiDocument12 pagesTorno CNC WikiAlex_199050% (2)
- TransistoresDocument4 pagesTransistoresrasel palaciosPas encore d'évaluation
- Conceptos Básicos de AutomatizaciónDocument5 pagesConceptos Básicos de AutomatizaciónAdrien BáezPas encore d'évaluation
- Circuito ServomotorDocument10 pagesCircuito ServomotorOctavio Enrique Bustamante RiquelmePas encore d'évaluation
- Diseño y Construccion de Una Maquina Embolsadora PDFDocument12 pagesDiseño y Construccion de Una Maquina Embolsadora PDFMartin CépedaPas encore d'évaluation
- Laboratorio de CNC TornoDocument34 pagesLaboratorio de CNC TornoMónica VessaliusPas encore d'évaluation
- Informe de TornoDocument18 pagesInforme de TornoNicolásFriasBarrios100% (1)
- Diagrama de Procesos de Un EngraneDocument2 pagesDiagrama de Procesos de Un EngraneluisPas encore d'évaluation
- Programación de Máquinas de CNC Con Códigos G&M - TecnoEduDocument17 pagesProgramación de Máquinas de CNC Con Códigos G&M - TecnoEduHector HectorPas encore d'évaluation
- CNC TeoriaDocument61 pagesCNC TeoriaEvelin MamaniPas encore d'évaluation
- Evaluación 2 S7 1200Document6 pagesEvaluación 2 S7 1200juankPas encore d'évaluation
- Tipo de Máquinas TaladradorasDocument3 pagesTipo de Máquinas TaladradorasfernandoPas encore d'évaluation
- Partes de Màquina CNCDocument17 pagesPartes de Màquina CNCNIreth LunaPas encore d'évaluation
- 81214N Position 2021 EspDocument19 pages81214N Position 2021 EspMiguel LopezPas encore d'évaluation
- Compuertas UniversalesDocument5 pagesCompuertas UniversalesAnthony Saavedra GarciaPas encore d'évaluation
- Estructura y Principales FresadoraDocument18 pagesEstructura y Principales FresadoraLuis VelasquezPas encore d'évaluation
- Conceptos de MecatrónicaDocument4 pagesConceptos de Mecatrónicaskallden100% (3)
- Cuestinario 1 TM 2020 Navarro, SamantaDocument10 pagesCuestinario 1 TM 2020 Navarro, SamantaPablo PerezPas encore d'évaluation
- Procesos de ManufacturaDocument21 pagesProcesos de ManufacturacarPas encore d'évaluation
- Cuestionario de ManufacturaDocument3 pagesCuestionario de Manufacturahazz22100% (1)
- Sensor de FuerzaDocument2 pagesSensor de FuerzaDarwin CarrilloPas encore d'évaluation
- Herramientas de MecanizadoDocument17 pagesHerramientas de MecanizadomorihnoPas encore d'évaluation
- Como Construir Una Fresadora CNC Casera de 3 Ejes Con Arduino y A4988Document28 pagesComo Construir Una Fresadora CNC Casera de 3 Ejes Con Arduino y A4988Salva ManceraPas encore d'évaluation
- Herramientas de Sujeción ElectroerosiònadoraDocument11 pagesHerramientas de Sujeción ElectroerosiònadoraCony Mont0% (1)
- Francisco Morales Investigacion Ingenieria Mecatronica 8 9Document31 pagesFrancisco Morales Investigacion Ingenieria Mecatronica 8 9F Morales MedelesPas encore d'évaluation
- Actividad 2 CAD-CAM - José Luis EscalanteDocument13 pagesActividad 2 CAD-CAM - José Luis EscalanteJl EscalantePas encore d'évaluation
- Software CosimirDocument8 pagesSoftware CosimirCarlos PavaPas encore d'évaluation
- S3 ARI ContenidoDocument19 pagesS3 ARI ContenidoNicole OssandonPas encore d'évaluation
- Historia de Los PLC de 1990Document3 pagesHistoria de Los PLC de 1990Mario Cadena PoncePas encore d'évaluation
- FMS-200 SMC PDFDocument38 pagesFMS-200 SMC PDFluy_angelPas encore d'évaluation
- Trabajo de Tipos de TornosDocument35 pagesTrabajo de Tipos de TornosJean Paul Villa RealPas encore d'évaluation
- Trabajo Sobre El TornoDocument21 pagesTrabajo Sobre El TornoAndry GomezPas encore d'évaluation
- Investigación General Sobre TornosDocument10 pagesInvestigación General Sobre TornosMiguel Ángel Ariaz CórdovaPas encore d'évaluation
- El Torno Paralelo HorizontalDocument66 pagesEl Torno Paralelo Horizontaljuan david lucumiPas encore d'évaluation
- Evaluacion 1Document30 pagesEvaluacion 1Julio AlvaradoPas encore d'évaluation
- Máquinas Herramienta Con Arranque de VirutasDocument11 pagesMáquinas Herramienta Con Arranque de VirutasMonica Janeth Zapata100% (2)
- Que Es El TornoDocument6 pagesQue Es El Tornoharry93543640Pas encore d'évaluation
- Investigación General Sobre TornosDocument13 pagesInvestigación General Sobre Tornososcar_callizaya2818Pas encore d'évaluation
- Presentacion TallerDocument3 pagesPresentacion TallergustavoPas encore d'évaluation
- Torno Fresadora MandrinadoraDocument39 pagesTorno Fresadora MandrinadoraOrlando MollejaPas encore d'évaluation
- Preparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309D'EverandPreparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309Pas encore d'évaluation
- MANUALDEOPERACiio CNC PDFDocument126 pagesMANUALDEOPERACiio CNC PDFMigue HernandezPas encore d'évaluation
- Cableado Alimentacion BeymaDocument9 pagesCableado Alimentacion BeymaEnrique García RipollPas encore d'évaluation
- Unidad 1 PDFDocument20 pagesUnidad 1 PDFjosé_mercado_23Pas encore d'évaluation
- Materiales FerrososDocument22 pagesMateriales FerrososOmar H TreviñoPas encore d'évaluation
- Reforma Educativa Marco Normativo PDFDocument198 pagesReforma Educativa Marco Normativo PDFManue CabreraPas encore d'évaluation
- Instalacion FotovoltaicaDocument12 pagesInstalacion FotovoltaicaOmar H TreviñoPas encore d'évaluation
- Tornillos GeneralidadesDocument63 pagesTornillos GeneralidadesWinsy Johan Diaz VanegasPas encore d'évaluation
- Horarios 201502 Grupos ProfesorDocument119 pagesHorarios 201502 Grupos ProfesorOmar H TreviñoPas encore d'évaluation
- Ejercicios de Calculo DiferencialDocument12 pagesEjercicios de Calculo DiferencialOmar H TreviñoPas encore d'évaluation
- Mejoramiento de La Eficiencia de Un Motor de Combustion InternaDocument16 pagesMejoramiento de La Eficiencia de Un Motor de Combustion InternaOmar H TreviñoPas encore d'évaluation
- Instalaciones Electricas en GeneralDocument30 pagesInstalaciones Electricas en GeneralOmar H TreviñoPas encore d'évaluation
- Manual Embobinado Motores Paso A PasoDocument143 pagesManual Embobinado Motores Paso A PasoOmar H Treviño94% (108)
- Calculo y Dibujo de EngranesDocument16 pagesCalculo y Dibujo de EngranesOmar Saul92% (66)
- Intercambiadores de CalorDocument20 pagesIntercambiadores de CalorOmar H TreviñoPas encore d'évaluation
- Carbon Nanotube Fiber Based Stretchable Conductor EspañolDocument6 pagesCarbon Nanotube Fiber Based Stretchable Conductor EspañolOmar H TreviñoPas encore d'évaluation
- Clase2 Como Controlar Sus PensamientosDocument8 pagesClase2 Como Controlar Sus PensamientosOmar H TreviñoPas encore d'évaluation
- Motor de Combustion InternaDocument2 pagesMotor de Combustion InternaOmar H TreviñoPas encore d'évaluation
- Proyecto Memoria Tecnica Descriptiva de Instalacion ElectricaDocument12 pagesProyecto Memoria Tecnica Descriptiva de Instalacion ElectricaOmar H Treviño50% (2)
- Terminación y Mto de PozosDocument105 pagesTerminación y Mto de PozosOmar H TreviñoPas encore d'évaluation
- Fundamentos de Las Pruebas de PozosDocument3 pagesFundamentos de Las Pruebas de PozosHector MartínezPas encore d'évaluation
- Cap 43Document25 pagesCap 43pycpycPas encore d'évaluation
- Codigos de g0 A g99Document13 pagesCodigos de g0 A g99aamd-100% (1)
- Soldadura Oxacetiléno y Por ArcoDocument24 pagesSoldadura Oxacetiléno y Por ArcoOmar H TreviñoPas encore d'évaluation
- NanoindentaciónDocument18 pagesNanoindentaciónWendy PhPas encore d'évaluation
- Sistemas Basicos Del Equipo de PerforacionDocument32 pagesSistemas Basicos Del Equipo de PerforacionOmar H TreviñoPas encore d'évaluation
- Clasificacion Aceros AISI SAEDocument6 pagesClasificacion Aceros AISI SAEprocesosun2010100% (3)
- Articulo de NeumaticosDocument6 pagesArticulo de NeumaticosOmar H TreviñoPas encore d'évaluation
- Conf MiraveteDocument16 pagesConf MiraveteFernando EspejoPas encore d'évaluation
- John Deere 6081TF & AF Motores Diesel 8.1 L Power Tech Manual Tecnico Motor Basico CTM94 PDFDocument510 pagesJohn Deere 6081TF & AF Motores Diesel 8.1 L Power Tech Manual Tecnico Motor Basico CTM94 PDFBismarck Roberto Rojas Duran94% (71)
- EvaluacinnnnMotoresnnn16613aaee82ccb0nnnnn1n 21613abeae01085Document4 pagesEvaluacinnnnMotoresnnn16613aaee82ccb0nnnnn1n 21613abeae01085Diego CuadradoPas encore d'évaluation
- Taller Refrigeracion y RadiadorDocument2 pagesTaller Refrigeracion y RadiadorLuis BaronPas encore d'évaluation
- Método de La Viga ConjugadaDocument3 pagesMétodo de La Viga ConjugadaFrank JsPas encore d'évaluation
- Inyección Electrónica de CombustibleDocument8 pagesInyección Electrónica de Combustiblemonica naranjo100% (1)
- UnionesDocument12 pagesUnionesRené FierroPas encore d'évaluation
- Silabo Concreto Armado 2019-1Document4 pagesSilabo Concreto Armado 2019-1Romario Egoavil SantosPas encore d'évaluation
- Problemas1,6 Equipo1 PS3.Document36 pagesProblemas1,6 Equipo1 PS3.Karel GerardoPas encore d'évaluation
- Refrigeracion LiquidaDocument4 pagesRefrigeracion LiquidaRonald Alejandro Flores VillanuevaPas encore d'évaluation
- Manual PreGp125Document51 pagesManual PreGp125Alejandro InfantePas encore d'évaluation
- Unidad I - Cinema TicaDocument14 pagesUnidad I - Cinema TicaJavier OrdoñezPas encore d'évaluation
- HG 5340212Document2 pagesHG 5340212Victor Daniel Piñeros ZubietaPas encore d'évaluation
- Tema 4 Sistema Plunger Lifth PDFDocument52 pagesTema 4 Sistema Plunger Lifth PDFISIDRO MirandaPas encore d'évaluation
- Cuestionario Unidad 1Document5 pagesCuestionario Unidad 1Kaztheny De la CruzPas encore d'évaluation
- ALAR Carreras IngenieriaDocument10 pagesALAR Carreras IngenieriaFranklin MarchettiPas encore d'évaluation
- TP2 - 2020 - RespuestasDocument24 pagesTP2 - 2020 - RespuestasLeguidenPas encore d'évaluation
- Lf1 09 A m1 Máquina de Atwood RevisadoDocument5 pagesLf1 09 A m1 Máquina de Atwood RevisadoDaniel Alexander AlvarezPas encore d'évaluation
- LAB 05 Curva Caracteristica de Bomba-Caida de Presion en Valv.Document10 pagesLAB 05 Curva Caracteristica de Bomba-Caida de Presion en Valv.Toxic FherPas encore d'évaluation
- 7 Movimiento Circular Uniforme IIDocument4 pages7 Movimiento Circular Uniforme IIErlin Diaz LatorrePas encore d'évaluation
- Trabajo FísicaDocument23 pagesTrabajo FísicaAlejandra DulceyPas encore d'évaluation
- WdwdwdwadDocument20 pagesWdwdwdwadEalbert IezsPas encore d'évaluation
- Bomba Rotativa de Inyecció1Document2 pagesBomba Rotativa de Inyecció1Yimmy Alexander Parra Marulanda100% (1)
- 27INTERCAMBIADORES1FDocument10 pages27INTERCAMBIADORES1FSpanishRacingPas encore d'évaluation
- LSP P2 Jácome PillajoDocument7 pagesLSP P2 Jácome PillajoDanilo PillajoPas encore d'évaluation
- Freightliner FLD112SDDocument2 pagesFreightliner FLD112SDJOSE MANUEL PERALTILLA ARANA0% (1)
- RESORTESDocument28 pagesRESORTESTeio EstPas encore d'évaluation
- BERNOULLIDocument25 pagesBERNOULLIJesús Serquén EffioPas encore d'évaluation
- Diseño de Una Zapata CorridaDocument26 pagesDiseño de Una Zapata CorridaCarlos RodriguezPas encore d'évaluation
- Informe Del Sistema de Frenos PDFDocument15 pagesInforme Del Sistema de Frenos PDFJimmy SánchezPas encore d'évaluation
- Introduccion A La CantidadDocument10 pagesIntroduccion A La Cantidad47richard47Pas encore d'évaluation