Vous aimerez peut-être aussi
- Sonometro ManualDocument20 pagesSonometro ManualOscar OlivaresPas encore d'évaluation
- Espesor Tanque GNVDocument12 pagesEspesor Tanque GNVOscar OlivaresPas encore d'évaluation
- Expoinnova 2020-2 Modo RemotoDocument15 pagesExpoinnova 2020-2 Modo RemotoOscar OlivaresPas encore d'évaluation
- Proroga GNVDocument3 pagesProroga GNVOscar OlivaresPas encore d'évaluation
- BATERIAS GENERADOR ATLAS COPCO Modelo QAS 95Document3 pagesBATERIAS GENERADOR ATLAS COPCO Modelo QAS 95Oscar OlivaresPas encore d'évaluation
- Vehiculos de ColeccionDocument6 pagesVehiculos de ColeccionOscar OlivaresPas encore d'évaluation
- Especificaciones de Servicio Web 01-03-2018Document12 pagesEspecificaciones de Servicio Web 01-03-2018Oscar OlivaresPas encore d'évaluation
- Ci117-201501-Manual de CampoDocument18 pagesCi117-201501-Manual de CampoOscar OlivaresPas encore d'évaluation
- Norma Tecnica Peruana GLP Motores PDFDocument25 pagesNorma Tecnica Peruana GLP Motores PDFOscar OlivaresPas encore d'évaluation
- Requisitos Taller GNVDocument9 pagesRequisitos Taller GNVOscar OlivaresPas encore d'évaluation
- PARA GLP - RELACION DE EQUIPOS, MAQUINARIAS Y HERRAMIENTAS - Numeral 6.1.S DIRECTIVA N - 005-2007-MTC15Document2 pagesPARA GLP - RELACION DE EQUIPOS, MAQUINARIAS Y HERRAMIENTAS - Numeral 6.1.S DIRECTIVA N - 005-2007-MTC15Oscar Olivares100% (1)
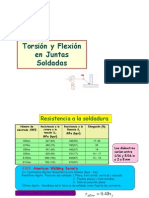
- Calculo SoldaduraDocument22 pagesCalculo SoldaduraOscar OlivaresPas encore d'évaluation
- Diseño de CalderasDocument27 pagesDiseño de CalderasOscar Olivares100% (3)
- Rendimiento de Maquinaria Pesada PDFDocument74 pagesRendimiento de Maquinaria Pesada PDFDavid Atilio Dominguez Pozo86% (21)
- Mantenimiento de Maquinaria PesadaDocument66 pagesMantenimiento de Maquinaria PesadaOscar Olivares80% (5)
- Duplex Inoxidable PrenDocument222 pagesDuplex Inoxidable PrenFIORELLA GIANINA CHIPANA OCHOAPas encore d'évaluation
- Valvula - Globo - Rosca ChaulDocument9 pagesValvula - Globo - Rosca ChaulAlfredo Mitzi HernandezPas encore d'évaluation
- Catalogo LarkinDocument15 pagesCatalogo LarkinNORA YANETH BETANCOURTPas encore d'évaluation
- Avesta RedOne Pickling Spray 240 EspDocument2 pagesAvesta RedOne Pickling Spray 240 EspGnomo GnominPas encore d'évaluation
- Expo Proceso CluDocument12 pagesExpo Proceso CluJosé RodríguezPas encore d'évaluation
- Corrosion - 9 CicloDocument14 pagesCorrosion - 9 CicloMarcos Cunza EspinozaPas encore d'évaluation
- Lista de ExigenciasDocument34 pagesLista de Exigenciasomar pintoPas encore d'évaluation
- CorrosionDocument18 pagesCorrosionFrancisco Javier Checho VicencioPas encore d'évaluation
- Catalogo AGM 2022 1Document60 pagesCatalogo AGM 2022 1Jonathan JimenezPas encore d'évaluation
- Cap - 5 EsDocument64 pagesCap - 5 EsalejandrodlcPas encore d'évaluation
- Valvulas de Macho ConicoDocument4 pagesValvulas de Macho ConicoCarlos MartinezPas encore d'évaluation
- Soldadura para El MantenimientoDocument141 pagesSoldadura para El Mantenimientoluisja051Pas encore d'évaluation
- .. La Paloma Metales ..Document5 pages.. La Paloma Metales ..ZobyPas encore d'évaluation
- Diseno de MazarotasDocument19 pagesDiseno de MazarotasRonald Gomez OrellanaPas encore d'évaluation
- Gaestopas Catálogo Ca71 BridasDocument24 pagesGaestopas Catálogo Ca71 BridasVEMATELPas encore d'évaluation
- Catalogo Aceros Kupfer PDFDocument35 pagesCatalogo Aceros Kupfer PDFmegalexxx100% (5)
- 4ta Conferencia Internacional de Aeronáutica - ICA 2020Document18 pages4ta Conferencia Internacional de Aeronáutica - ICA 2020Emiliano HernándezPas encore d'évaluation
- Materiales de Ingeniería Taller 3Document4 pagesMateriales de Ingeniería Taller 3MaikyVillegasPas encore d'évaluation
- Ventajas y Desventajas Del AceroDocument6 pagesVentajas y Desventajas Del AceroChristianVelasquezPas encore d'évaluation
- Her Raj Espar Avid RioDocument48 pagesHer Raj Espar Avid RioMobecaPas encore d'évaluation
- Metalurgia de La SoldaduraDocument117 pagesMetalurgia de La SoldaduraPer DC80% (5)
- Acero Inoxidable 316 Ficha Tecnica, Acero AISI 316 Propiedades, Inox 316 S - Material Mundial GradosDocument1 pageAcero Inoxidable 316 Ficha Tecnica, Acero AISI 316 Propiedades, Inox 316 S - Material Mundial Gradosvictor lopezPas encore d'évaluation
- Presentacion Metalografia 15 2021Document47 pagesPresentacion Metalografia 15 2021Benjamin MoralesPas encore d'évaluation
- Novedades: Aros de Acero Inoxidable - CalidadDocument3 pagesNovedades: Aros de Acero Inoxidable - CalidadAdrian Matias UrresPas encore d'évaluation
- Planta Piloto - Ficha Tecnica TecsupDocument29 pagesPlanta Piloto - Ficha Tecnica TecsupIngTermineitorQuispePas encore d'évaluation
- Por Qué Se Oxida El Acero InoxidableDocument9 pagesPor Qué Se Oxida El Acero InoxidableDANIEL GUILLERMO CALDERON SOLORZANOPas encore d'évaluation
- Mano MetrosDocument31 pagesMano MetrosBlAdE 12Pas encore d'évaluation
- Manual Tecno Lab CFHDocument15 pagesManual Tecno Lab CFHCarolina LopezPas encore d'évaluation
- HT 116 Soldinox Ed 07 PDFDocument1 pageHT 116 Soldinox Ed 07 PDFjuan fuentesPas encore d'évaluation
- Trabajo Práctico AceroDocument7 pagesTrabajo Práctico AceroDaniel Cruz100% (1)
- Arizona, Utah & New Mexico: A Guide to the State & National ParksD'EverandArizona, Utah & New Mexico: A Guide to the State & National ParksÉvaluation : 4 sur 5 étoiles4/5 (1)
- Japanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensD'EverandJapanese Gardens Revealed and Explained: Things To Know About The Worlds Most Beautiful GardensPas encore d'évaluation
- The Bahamas a Taste of the Islands ExcerptD'EverandThe Bahamas a Taste of the Islands ExcerptÉvaluation : 4 sur 5 étoiles4/5 (1)
- Naples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoD'EverandNaples, Sorrento & the Amalfi Coast Adventure Guide: Capri, Ischia, Pompeii & PositanoÉvaluation : 5 sur 5 étoiles5/5 (1)
- South Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptD'EverandSouth Central Alaska a Guide to the Hiking & Canoeing Trails ExcerptÉvaluation : 5 sur 5 étoiles5/5 (1)
- New York & New Jersey: A Guide to the State & National ParksD'EverandNew York & New Jersey: A Guide to the State & National ParksPas encore d'évaluation