Vous aimerez peut-être aussi
- Biodiesel Methyl EsterDocument10 pagesBiodiesel Methyl EsterCiobanu MihaiPas encore d'évaluation
- Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerD'EverandThermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerPas encore d'évaluation
- Sweet SorghumDocument67 pagesSweet Sorghumest_nuPas encore d'évaluation
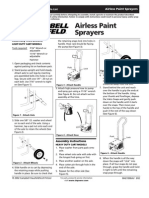
- Titan Campbell HousfeldDocument24 pagesTitan Campbell HousfeldairmacmexPas encore d'évaluation
- Airless Owners ManualDocument12 pagesAirless Owners ManualJorge GomezPas encore d'évaluation
- 4 Microwave DeviceDocument38 pages4 Microwave DevicemaddumabanPas encore d'évaluation
- Development of An Enhanced Biomass Gasifier Charcoal StoveDocument9 pagesDevelopment of An Enhanced Biomass Gasifier Charcoal StoveInternational Journal of Innovative Science and Research TechnologyPas encore d'évaluation
- Energy Production From Steam Gasification Processes and Parameters That Contemplate in Biomass Gasifier - A ReviewDocument11 pagesEnergy Production From Steam Gasification Processes and Parameters That Contemplate in Biomass Gasifier - A ReviewAyush dave100% (1)
- Syngas Production Using Natural Gas From The EnvirDocument19 pagesSyngas Production Using Natural Gas From The EnvirAdi Gunawan PrasetiaPas encore d'évaluation
- Plasma Assisted CombustionDocument8 pagesPlasma Assisted CombustionEddie WinklerPas encore d'évaluation
- Synthesis GasDocument8 pagesSynthesis GasTotok IswantoPas encore d'évaluation
- Hydrogen As A FuelDocument26 pagesHydrogen As A FuelLdrago Terrorincarnated100% (1)
- Microwave TubesDocument58 pagesMicrowave TubesDhyey DesaiPas encore d'évaluation
- Application of SyngasDocument10 pagesApplication of SyngasJaydeep Patel100% (1)
- Structure and Properties of Mullite PDFDocument16 pagesStructure and Properties of Mullite PDFFelipe Kellyta SouzaPas encore d'évaluation
- "Bioethanol From Non-Conventional Sources": José A. TeixeiraDocument34 pages"Bioethanol From Non-Conventional Sources": José A. TeixeiraPeyman SazandehchiPas encore d'évaluation
- Wheelhub Integration of Electric Motor in FSEDocument35 pagesWheelhub Integration of Electric Motor in FSEShivam WankhedePas encore d'évaluation
- 7585102-Yamaha Teos Xn125 Xn150 Workshop Repair Manual DownloadDocument259 pages7585102-Yamaha Teos Xn125 Xn150 Workshop Repair Manual Downloadwww1234maxcom67% (3)
- Sorghum PDFDocument8 pagesSorghum PDFmominhadiPas encore d'évaluation
- Flow in The CylinderDocument24 pagesFlow in The CylinderFernando AndradePas encore d'évaluation
- Design, Process Simulation and Construction of An Atmospheric Dual Fluidized Bed CombustionDocument9 pagesDesign, Process Simulation and Construction of An Atmospheric Dual Fluidized Bed Combustionapi-3799861Pas encore d'évaluation
- 2014 Potential Role of A Superheated Steam Dryer in An Energy Cane Sweet Sorghum Biorefinery PDFDocument21 pages2014 Potential Role of A Superheated Steam Dryer in An Energy Cane Sweet Sorghum Biorefinery PDFSolooloo Kebede NemomsaPas encore d'évaluation
- Alternative FuelsDocument28 pagesAlternative FuelsDileep Kumar ManjhiPas encore d'évaluation
- Dellorto Manual A Guide 1.1Document22 pagesDellorto Manual A Guide 1.1viktormotoPas encore d'évaluation
- Chemical Looping Syngas Production by Partial Oxidation of Mixed Iron Oxides and Methane Thermodynamic Evaluation and Process SimulationDocument29 pagesChemical Looping Syngas Production by Partial Oxidation of Mixed Iron Oxides and Methane Thermodynamic Evaluation and Process SimulationAlejandro López OrtizPas encore d'évaluation
- Design of Exhaust ManifoldDocument10 pagesDesign of Exhaust ManifoldAafreen MushtaqPas encore d'évaluation
- Improving Two-Stroke Engine PerformanceDocument117 pagesImproving Two-Stroke Engine Performancerukmini_ramkiPas encore d'évaluation
- The Dellorto PHBG Tuning Textbook?Document11 pagesThe Dellorto PHBG Tuning Textbook?Kjell G HaldorsenPas encore d'évaluation
- BIOMASS GASIFICATION FOR TRANSPORTDocument72 pagesBIOMASS GASIFICATION FOR TRANSPORTBruno NavarroPas encore d'évaluation
- Effect of HHO Gas Enrichment On Performance and Emissions of A Diesel Engine Fueled by Biodiesel Blend With Kerosene AdditiveDocument7 pagesEffect of HHO Gas Enrichment On Performance and Emissions of A Diesel Engine Fueled by Biodiesel Blend With Kerosene AdditiveNam starePas encore d'évaluation
- Guidelines For Diesel Engines Lubrication: Number 20 2002Document20 pagesGuidelines For Diesel Engines Lubrication: Number 20 2002nestor mospanPas encore d'évaluation
- SAE Technical Paper FormatDocument2 pagesSAE Technical Paper FormatudaykanthPas encore d'évaluation
- Appendiks ADocument107 pagesAppendiks APuttanara Deo100% (1)
- Chemical Lopping CombustionDocument19 pagesChemical Lopping CombustionAstha YadavPas encore d'évaluation
- DS L275eDocument2 pagesDS L275edespadaPas encore d'évaluation
- Install Keihin PE28 Carburetor Kit PDFDocument4 pagesInstall Keihin PE28 Carburetor Kit PDFJontu In-PhPas encore d'évaluation
- MV Agusta f4 S FT R RR Y10 Y11 Engine Manual Ed2Document140 pagesMV Agusta f4 S FT R RR Y10 Y11 Engine Manual Ed2Duarte Homem de FigueiredoPas encore d'évaluation
- English Handheld1 PDFDocument64 pagesEnglish Handheld1 PDFPaul VadasPas encore d'évaluation
- LPG vs CNG - Comparing liquefied petroleum gas and compressed natural gasDocument3 pagesLPG vs CNG - Comparing liquefied petroleum gas and compressed natural gasMuhammad Arham100% (1)
- Tadpole Tandem Electrically Assisted Tricycle PDFDocument186 pagesTadpole Tandem Electrically Assisted Tricycle PDFFrank Gil PanillaPas encore d'évaluation
- Advances in The Design of Two-Stroke, High Speed, Compression Ignition EnginesDocument34 pagesAdvances in The Design of Two-Stroke, High Speed, Compression Ignition EnginesenjpetPas encore d'évaluation
- Harnessing Hydrogen For Power: Hydrogen Cars: Sunny Saini Branch: M.EDocument18 pagesHarnessing Hydrogen For Power: Hydrogen Cars: Sunny Saini Branch: M.ELuis NunesPas encore d'évaluation
- Six Stroke EngineDocument36 pagesSix Stroke EngineAmandeep Tanwar100% (2)
- Bio-Diesel Paper PresentationDocument13 pagesBio-Diesel Paper PresentationJigar Mevada50% (2)
- Extraction of Methane From Biogas - FinalDocument23 pagesExtraction of Methane From Biogas - FinaldhanushPas encore d'évaluation
- Types of Carburetors Explained (Under 40Document24 pagesTypes of Carburetors Explained (Under 40Syed Imtinan Ahmed100% (1)
- The Foster Wheeler Gasification Technology For Biofuels: Refuse-Derived Fuel (RDF) Power GenerationDocument17 pagesThe Foster Wheeler Gasification Technology For Biofuels: Refuse-Derived Fuel (RDF) Power Generationib4uPas encore d'évaluation
- Acceleration Test Method For A High Performance Two-Stroke Racing EngineDocument10 pagesAcceleration Test Method For A High Performance Two-Stroke Racing EngineFull ThrottlePas encore d'évaluation
- Hydrogen Gas Production by Partial OxidaDocument69 pagesHydrogen Gas Production by Partial OxidaChinwuba Samuel EbukaPas encore d'évaluation
- Heat Transfer Analysis of Toyota Rush RadiatorDocument15 pagesHeat Transfer Analysis of Toyota Rush RadiatorDebasis Saran50% (2)
- Uso de HHO Gas para reducir el consumo de combustible y las emisiones en motores de combustiónDocument86 pagesUso de HHO Gas para reducir el consumo de combustible y las emisiones en motores de combustiónSergio Ballestas100% (1)
- Petroleum ProductsDocument32 pagesPetroleum ProductsBharat Kumar HaraniPas encore d'évaluation
- Ansmann 21 Motor Tuning GuideDocument2 pagesAnsmann 21 Motor Tuning Guidebaggy trousersPas encore d'évaluation
- MZ Instruction and Maintenance ManualDocument25 pagesMZ Instruction and Maintenance ManualLakiLakicPas encore d'évaluation
- Wiseco Piston LT250r Instruction SheetDocument2 pagesWiseco Piston LT250r Instruction SheetchristPas encore d'évaluation
- ICE EngineDocument102 pagesICE EngineyanPas encore d'évaluation
- Adsorption Equilibria ExamplesDocument31 pagesAdsorption Equilibria ExamplesNagwa MansyPas encore d'évaluation
- Lab List CPB 30303Document2 pagesLab List CPB 30303Robert GilmorePas encore d'évaluation
- 1 s2.0 S1876610215000648 MainDocument8 pages1 s2.0 S1876610215000648 MainRobert GilmorePas encore d'évaluation
- 0 Deec 53506 A 6313 F 14000000Document6 pages0 Deec 53506 A 6313 F 14000000Robert GilmorePas encore d'évaluation
- The Concept of Social CohesionDocument19 pagesThe Concept of Social CohesionRobert GilmorePas encore d'évaluation
- Groups and TeamsDocument9 pagesGroups and TeamsAnjali KumariPas encore d'évaluation
- 3027 9108 1 PB OPtimization RSMDocument9 pages3027 9108 1 PB OPtimization RSMRobert GilmorePas encore d'évaluation
- SOLTEQDocument4 pagesSOLTEQRobert GilmorePas encore d'évaluation
- The Concept of Social CohesionDocument19 pagesThe Concept of Social CohesionRobert GilmorePas encore d'évaluation
- Moisture Volatile OilDocument2 pagesMoisture Volatile OilRobert GilmorePas encore d'évaluation
- Chapter 2 - Enzyme Kinetics and Industrial EnzymologyDocument58 pagesChapter 2 - Enzyme Kinetics and Industrial EnzymologyRobert GilmorePas encore d'évaluation
- Iodine ValueDocument4 pagesIodine ValueRobert Gilmore100% (4)
- Chapter 8Document11 pagesChapter 8Robert GilmorePas encore d'évaluation
- Renewable resins and additives for powder coatings and alkyd paintsDocument10 pagesRenewable resins and additives for powder coatings and alkyd paintsRobert GilmorePas encore d'évaluation
- Student Guide: Oil and Fat Process TechnologyDocument7 pagesStudent Guide: Oil and Fat Process TechnologyRobert GilmorePas encore d'évaluation
- 14Document11 pages14Harry LaksanaPas encore d'évaluation
- 23Document97 pages23NethiyaaPas encore d'évaluation
- Vapour Compression RefrigerationDocument38 pagesVapour Compression RefrigerationArvind75% (4)
- Find Saponification Values of Industrial OilsDocument2 pagesFind Saponification Values of Industrial OilsRobert Gilmore100% (1)
- 14 Olive OilDocument29 pages14 Olive OilMukti UtamaPas encore d'évaluation
- Mini Project CPB 30303Document1 pageMini Project CPB 30303Robert GilmorePas encore d'évaluation
- Renewable resins and additives for powder coatings and alkyd paintsDocument10 pagesRenewable resins and additives for powder coatings and alkyd paintsRobert GilmorePas encore d'évaluation
- Ch2-Distillation (Part 2) UpdatedDocument29 pagesCh2-Distillation (Part 2) UpdatedRobert GilmorePas encore d'évaluation
- Altis 2014 PDFDocument1 pageAltis 2014 PDFIdris AhmadPas encore d'évaluation
- 3 - 1 Quantification of WasteDocument9 pages3 - 1 Quantification of WasteRobert GilmorePas encore d'évaluation
- Refrigeration Cycle Demonstration UnitDocument76 pagesRefrigeration Cycle Demonstration UnitRobert Gilmore100% (1)
- Vapor Compression Refrigeration CycleDocument9 pagesVapor Compression Refrigeration CycleNisha KuttanPas encore d'évaluation
- Measure and calibrate liquid level in open and closed tanksDocument12 pagesMeasure and calibrate liquid level in open and closed tanksRobert GilmorePas encore d'évaluation
- Experiment No: 4 (Reaction Turbine) : CLB 2O703: Chemical Engineering Thermodynamics Exp. 4: Reaction Turbine 1Document8 pagesExperiment No: 4 (Reaction Turbine) : CLB 2O703: Chemical Engineering Thermodynamics Exp. 4: Reaction Turbine 1Robert GilmorePas encore d'évaluation
- Experiment 1 - Control ValveDocument13 pagesExperiment 1 - Control ValveRobert Gilmore100% (3)