Vous aimerez peut-être aussi
- ENSC3007 Lab Write UpDocument9 pagesENSC3007 Lab Write UpammtstPas encore d'évaluation
- Life Cycle Assessment of Wind Power: Comprehensive Results From A State-Of-The-Art ApproachDocument12 pagesLife Cycle Assessment of Wind Power: Comprehensive Results From A State-Of-The-Art ApproachammtstPas encore d'évaluation
- Ads RackselDocument3 pagesAds RackselKiem TaPas encore d'évaluation
- Fluid Mechanics CHPR2433 Examination Paper 2009 Semester 1Document9 pagesFluid Mechanics CHPR2433 Examination Paper 2009 Semester 1ammtstPas encore d'évaluation
- Heat Exchanger DesignDocument13 pagesHeat Exchanger DesignDaksh Parashar80% (5)
- Working For The GuildDocument2 pagesWorking For The Guildammtst0% (1)
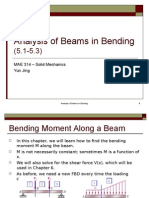
- Chapter5 Bending DesignDocument18 pagesChapter5 Bending DesignammtstPas encore d'évaluation
- 2011 SolutionsDocument4 pages2011 SolutionsammtstPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Water Steam Chemistry OptimizationDocument4 pagesWater Steam Chemistry OptimizationAshish ParasharPas encore d'évaluation
- Chapter 2 SolutionsDocument71 pagesChapter 2 Solutionssisay SolomonPas encore d'évaluation
- HVAC Validation TestsDocument4 pagesHVAC Validation TestsemonwrePas encore d'évaluation
- ISC Class 12 Chemistry Practical SyllabusDocument3 pagesISC Class 12 Chemistry Practical SyllabusmaniksinghmehraPas encore d'évaluation
- QSonic Brochure 209Document12 pagesQSonic Brochure 209Anish DonaldPas encore d'évaluation
- Nutritive Evaluation of Ammoniated Benggala GrassDocument2 pagesNutritive Evaluation of Ammoniated Benggala GrassRolan TuturoongPas encore d'évaluation
- PPT1 Plastics Product DesignDocument7 pagesPPT1 Plastics Product DesignLalitya KrishnanPas encore d'évaluation
- BC7068 E-TdsDocument3 pagesBC7068 E-TdsHoài NguyễnPas encore d'évaluation
- Everything About Alkynes - Q&ADocument22 pagesEverything About Alkynes - Q&AJoostGoPas encore d'évaluation
- Scotch Tape Method: Producing Graphene FlakesDocument3 pagesScotch Tape Method: Producing Graphene Flakestaniya balochPas encore d'évaluation
- FTJ Series Product Guide PDFDocument12 pagesFTJ Series Product Guide PDFJhon SendokPas encore d'évaluation
- Shear Friction MattockDocument10 pagesShear Friction MattockSisina Anish100% (1)
- 160930115120Document47 pages160930115120Vinh HoangPas encore d'évaluation
- TemperatureDocument51 pagesTemperaturekartheek viswanathPas encore d'évaluation
- M20Document54 pagesM20Mijail Pérez Miranda100% (1)
- Welding Guide For Rina-EngDocument75 pagesWelding Guide For Rina-EngReaz UddinPas encore d'évaluation
- Lighting Techniques TVDocument29 pagesLighting Techniques TVMireya FernandezPas encore d'évaluation
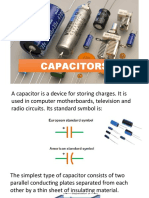
- CapacitorsDocument25 pagesCapacitorsAlbert Rosete0% (1)
- Niobium and Heat Affected Zone MythologyDocument42 pagesNiobium and Heat Affected Zone MythologyLayzza TardinPas encore d'évaluation
- Fluid Flow Pressure Drop and Friction LossDocument148 pagesFluid Flow Pressure Drop and Friction Losslkjasdf8879100% (1)
- ELITE™ AT 6900: The Dow Chemical Company - Enhanced Polyethylene ResinDocument2 pagesELITE™ AT 6900: The Dow Chemical Company - Enhanced Polyethylene ResinLeductoan LePas encore d'évaluation
- Temperature Recovery FactorsDocument64 pagesTemperature Recovery FactorsGokul NathPas encore d'évaluation
- Polyurea Resistance ChartDocument1 pagePolyurea Resistance ChartTanmay GorPas encore d'évaluation
- Manometer Pressure DifferenceDocument5 pagesManometer Pressure DifferenceBlue SkyPas encore d'évaluation
- Sat Vocabulary 6000 Words PDFDocument151 pagesSat Vocabulary 6000 Words PDFUman100% (1)
- Chemistry and Technology of Honey Production PDFDocument47 pagesChemistry and Technology of Honey Production PDFsedianpo100% (1)
- Coil SelectionDocument5 pagesCoil SelectionMohsin Shaikh100% (1)
- Demand Defrost Strategies in Supermarket Refrigeration SystemsDocument33 pagesDemand Defrost Strategies in Supermarket Refrigeration SystemsHoàngViệtAnhPas encore d'évaluation
- Aerospace Standard: (R) Fittings, Straight Threaded Boss or Flanged, Fluid ConnectionDocument16 pagesAerospace Standard: (R) Fittings, Straight Threaded Boss or Flanged, Fluid ConnectionAlberto De La CruzPas encore d'évaluation
- NEET-2021 (Paper Analysis) FinalDocument32 pagesNEET-2021 (Paper Analysis) FinalMahasina BegumPas encore d'évaluation