Vous aimerez peut-être aussi
- Recuperação 3º AnoDocument3 pagesRecuperação 3º AnoSAVITAR YTPas encore d'évaluation
- Sumol Compal - RelatorioDocument18 pagesSumol Compal - Relatoriogonçalo ribeiroPas encore d'évaluation
- CARASEK - Argamassas - IBRACON PDFDocument52 pagesCARASEK - Argamassas - IBRACON PDFKimberley Holland75% (12)
- Projeto Olaria Comunitária - Construção Com Tijolo EcológicoDocument7 pagesProjeto Olaria Comunitária - Construção Com Tijolo Ecológicoapi-3704111100% (1)
- NEJEDocument12 pagesNEJEJair ArmandoPas encore d'évaluation
- Trelleborg VisualFolder BRDocument8 pagesTrelleborg VisualFolder BRVitchenzoPas encore d'évaluation
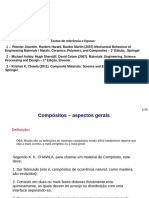
- Compositos 2023 SlidesDocument40 pagesCompositos 2023 Slides570701Pas encore d'évaluation
- Análise de Viabilidade Da Produção de EtanolDocument19 pagesAnálise de Viabilidade Da Produção de EtanolBruno JoãoPas encore d'évaluation
- N-0009 Hidrojateamento em AcoDocument16 pagesN-0009 Hidrojateamento em AcodanieljmoraisPas encore d'évaluation
- Relatorio Diario Montagem de AndaimesDocument3 pagesRelatorio Diario Montagem de AndaimesRodrigo WillianPas encore d'évaluation
- Apresentação TCC 02.12Document39 pagesApresentação TCC 02.12Fábio HenriquePas encore d'évaluation
- Ensaios de StuttgartDocument48 pagesEnsaios de StuttgartMarcílio GoivinhoPas encore d'évaluation
- A Empresa e Os Recursos HumanosDocument19 pagesA Empresa e Os Recursos HumanosAcigua GuaranésiaPas encore d'évaluation
- Paulo SalomãoDocument19 pagesPaulo SalomãoPensamento Silva CalaboçoPas encore d'évaluation
- EmpuxoDocument16 pagesEmpuxoNicole Arnaud de AguiarPas encore d'évaluation
- Recuperaçao 9° ATV 1 GeoDocument2 pagesRecuperaçao 9° ATV 1 GeoEscola Coração de Maria CDMPas encore d'évaluation
- C6.6 - RelatorioDocument6 pagesC6.6 - RelatorioLuckaszMendesPas encore d'évaluation
- As Grandes Doutrinas EconómicasDocument34 pagesAs Grandes Doutrinas EconómicasAlberto LoboPas encore d'évaluation
- PVC Janela Salamander Brugmann Bluevolution 82Document4 pagesPVC Janela Salamander Brugmann Bluevolution 82pipoka tvPas encore d'évaluation
- Liofilizador de Bancada LJJ 2 A 4kgDocument3 pagesLiofilizador de Bancada LJJ 2 A 4kgESPAÇO TERAPÊUTICO MAIS VIDAPas encore d'évaluation
- Atuadores Lineares 2011Document16 pagesAtuadores Lineares 2011Ângelo Rafael AraújoPas encore d'évaluation
- DSS1Document9 pagesDSS1Vanessa PereiraPas encore d'évaluation
- SessaoPortucel Taquiri FalcaoDocument3 pagesSessaoPortucel Taquiri FalcaopedroPas encore d'évaluation
- CNI. (2018) - Mapa Estratégico Da Indústria 2018-2022Document48 pagesCNI. (2018) - Mapa Estratégico Da Indústria 2018-2022KFerrazPas encore d'évaluation
- 3 Usinagem TorneamentoDocument211 pages3 Usinagem TorneamentoSilvio Eduardo100% (3)
- Aula 4 - Impermeabilização Parte 1Document47 pagesAula 4 - Impermeabilização Parte 1Jéssika BezerraPas encore d'évaluation
- CustosDocument97 pagesCustosMatheus MontezPas encore d'évaluation
- Instalação de Válvulas de Expansão TermostáticaDocument10 pagesInstalação de Válvulas de Expansão TermostáticaLuis CoutinhoPas encore d'évaluation
- Suatrans Resíduos e Embalagens Vazias Modelo PDFDocument48 pagesSuatrans Resíduos e Embalagens Vazias Modelo PDFBaerlocher Equipe Gestão SGIPas encore d'évaluation
- NBR 11726 - 79 (EB-629) - Espuma Rígida de Poliuretano para Fins de Isolação Térmica - 6pagDocument6 pagesNBR 11726 - 79 (EB-629) - Espuma Rígida de Poliuretano para Fins de Isolação Térmica - 6pagClaudio LorenzoniPas encore d'évaluation
- Focar: Supere a procrastinação e aumente a força de vontade e a atençãoD'EverandFocar: Supere a procrastinação e aumente a força de vontade e a atençãoÉvaluation : 4.5 sur 5 étoiles4.5/5 (53)
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisD'EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisÉvaluation : 4.5 sur 5 étoiles4.5/5 (169)
- Os Códigos do Mindset da Prosperidade: destrave os bloqueios em sua mente e cresça em todos os aspectos de sua vidaD'EverandOs Códigos do Mindset da Prosperidade: destrave os bloqueios em sua mente e cresça em todos os aspectos de sua vidaPas encore d'évaluation
- Técnicas Proibidas de Manipulação Mental e PersuasãoD'EverandTécnicas Proibidas de Manipulação Mental e PersuasãoÉvaluation : 5 sur 5 étoiles5/5 (3)
- Bololô: contém ferramentas de treinamento para pais e filhosD'EverandBololô: contém ferramentas de treinamento para pais e filhosPas encore d'évaluation
- Psicologia sombria: Poderosas técnicas de controle mental e persuasãoD'EverandPsicologia sombria: Poderosas técnicas de controle mental e persuasãoÉvaluation : 4 sur 5 étoiles4/5 (92)
- Técnicas De Terapia Cognitivo-comportamental (tcc)D'EverandTécnicas De Terapia Cognitivo-comportamental (tcc)Pas encore d'évaluation
- Diálogo entre Terapia do Esquema e Terapia Focada na Compaixão: Contribuição à integração em Psicoterapias Cognitivo-ComportamentaisD'EverandDiálogo entre Terapia do Esquema e Terapia Focada na Compaixão: Contribuição à integração em Psicoterapias Cognitivo-ComportamentaisÉvaluation : 5 sur 5 étoiles5/5 (1)