Vous aimerez peut-être aussi
- Diseño de Reactores en Reacciones Simples PDFDocument10 pagesDiseño de Reactores en Reacciones Simples PDFJorgito ChávezPas encore d'évaluation
- Diseño Control y Obtencion de Acetato de ButiloDocument33 pagesDiseño Control y Obtencion de Acetato de ButiloAnthony N. Mego0% (1)
- Guia 5 - Destilacion MulticomponentesDocument3 pagesGuia 5 - Destilacion MulticomponentesLucePas encore d'évaluation
- Informe Extracción MecánicaDocument4 pagesInforme Extracción MecánicaValentina_Naranjo_Pas encore d'évaluation
- Ejercicio Actividad 6Document6 pagesEjercicio Actividad 6Francisco LaraPas encore d'évaluation
- Deshidrogenación Catalítica Del IsopropanolDocument21 pagesDeshidrogenación Catalítica Del IsopropanolSHELSEA MARY CARPIO CARPIOPas encore d'évaluation
- Sintesis Cap 8Document2 pagesSintesis Cap 8Rafita Mabarak BorjaPas encore d'évaluation
- Cálculo Del Volumen de Un Reactor Flujo PistónDocument8 pagesCálculo Del Volumen de Un Reactor Flujo PistónRJ CantoPas encore d'évaluation
- Ejercicios de Torres Agotamiento y EnriqueciminetoDocument1 pageEjercicios de Torres Agotamiento y EnriqueciminetoCristhian CarrizalesPas encore d'évaluation
- Caso de Estudio Plantas Criogenicas de Separacion de AireDocument8 pagesCaso de Estudio Plantas Criogenicas de Separacion de AireCAMACHOACOSTAPas encore d'évaluation
- Trabajo Ciclohexilamina 2Document1 pageTrabajo Ciclohexilamina 2Andrea Rodriguez0% (1)
- Polímeros Por CoordinaciónDocument15 pagesPolímeros Por Coordinaciónedcarchv100% (1)
- Pasos para Diseñar Una Torre de Extraccion Liquido-Liquido Con RellenoDocument16 pagesPasos para Diseñar Una Torre de Extraccion Liquido-Liquido Con Rellenokikin312012Pas encore d'évaluation
- Problemas Sieder LimpioDocument12 pagesProblemas Sieder LimpioGerardo Mejia100% (1)
- Primer Avance Diseño de PlantasDocument55 pagesPrimer Avance Diseño de PlantasricardoPas encore d'évaluation
- Análisis de Un Reactor de Membrana de Lecho Fluidizado para La Oxidación Parcial de Butano A Anhídrido Maleico-Modelado 2d.en - EsDocument11 pagesAnálisis de Un Reactor de Membrana de Lecho Fluidizado para La Oxidación Parcial de Butano A Anhídrido Maleico-Modelado 2d.en - EsJenny Ojeda CastillonPas encore d'évaluation
- Problemas Sieder LimpioDocument12 pagesProblemas Sieder LimpioLety GuybrushPas encore d'évaluation
- Ejercicios Grupo 1 - 6Document9 pagesEjercicios Grupo 1 - 6Douglas SchmidtPas encore d'évaluation
- D CD102088 PDFDocument271 pagesD CD102088 PDFGonzalo BenavidesPas encore d'évaluation
- Mapa Conceptual.... G.DDocument1 pageMapa Conceptual.... G.DAngie Lorena Diaz ArocaPas encore d'évaluation
- Actividad Extraccion Liquido-LiquidoDocument6 pagesActividad Extraccion Liquido-LiquidoRafael RamirezPas encore d'évaluation
- Producción de NH3 Mediante Oxidación ParcialDocument10 pagesProducción de NH3 Mediante Oxidación ParcialLuis CallePas encore d'évaluation
- Operaciones IndustrialesDocument1 pageOperaciones IndustrialesElio MenesesPas encore d'évaluation
- Metalurgica y CementoDocument4 pagesMetalurgica y CementoPablo Jo Go RamirezPas encore d'évaluation
- SINTESISDocument4 pagesSINTESISOMAR ALDO VEGA MAMANIPas encore d'évaluation
- ACETONA AGUA DestilacionDocument16 pagesACETONA AGUA DestilacionBryan Carrera0% (1)
- Métodos RigurososDocument4 pagesMétodos Rigurosossilver---ioriPas encore d'évaluation
- Desarrollo de Hojas de Cálculo Excel Con Macros para La Resolución de Problemas de DestilaciónDocument48 pagesDesarrollo de Hojas de Cálculo Excel Con Macros para La Resolución de Problemas de DestilaciónRicardo Rivas GonzálezPas encore d'évaluation
- Guia de Problemas Nº6 - Reacciones Entre Solidos y FluidosDocument4 pagesGuia de Problemas Nº6 - Reacciones Entre Solidos y FluidosNicolas Tupac Alvarado VaamondePas encore d'évaluation
- Cuaderno Liquid o Liquid oDocument52 pagesCuaderno Liquid o Liquid oCatalina Camargo Angarita89% (9)
- PC7 - Trabajo Domiciliario - 221214 - 025352Document3 pagesPC7 - Trabajo Domiciliario - 221214 - 025352Angella Marie Iness Valladares BacilioPas encore d'évaluation
- Anexo Del Dimensionamiento.Document10 pagesAnexo Del Dimensionamiento.colombianobucPas encore d'évaluation
- Problemario 1Document6 pagesProblemario 1lightninfire0% (1)
- Laboratorio 6 Resolución de Las Composiciones en Una Columna de Platos Por Medio de Gauss-Jordan y Método de MontanteDocument6 pagesLaboratorio 6 Resolución de Las Composiciones en Una Columna de Platos Por Medio de Gauss-Jordan y Método de MontanteEnrique DelgadoPas encore d'évaluation
- Problema 5Document6 pagesProblema 5Ing. Santos BlackPas encore d'évaluation
- TALLER Ingeniería de Las Reacciones Químicas 1 PDFDocument4 pagesTALLER Ingeniería de Las Reacciones Químicas 1 PDFAndres LlorentePas encore d'évaluation
- Absorcion No IsotermicaDocument12 pagesAbsorcion No IsotermicaRafael Eder Camarena GamarraPas encore d'évaluation
- Transferencia de CalorDocument8 pagesTransferencia de CalorXeronimo Hernandez AroldoPas encore d'évaluation
- 001 PolibutadienoDocument22 pages001 Polibutadienojuan carlosPas encore d'évaluation
- Balance Térmico Del Bucle de Recirculado en Régimen EstacionarioDocument2 pagesBalance Térmico Del Bucle de Recirculado en Régimen EstacionarioDavid XaviPas encore d'évaluation
- Diseño de Un Reactor Químico para La Fabricación de JabónDocument5 pagesDiseño de Un Reactor Químico para La Fabricación de JabónRaul Andres Giler VelizPas encore d'évaluation
- Examen de Polimeros Marquez Sanchez Jose LuisDocument3 pagesExamen de Polimeros Marquez Sanchez Jose LuisJosé LuisPas encore d'évaluation
- Deshidratación Catalizada de D-Xilosa para La Obtención de FurfuralDocument4 pagesDeshidratación Catalizada de D-Xilosa para La Obtención de FurfuralFernando HuarocPas encore d'évaluation
- Artículo de Revisión Produccion Acetato de IsoamiloDocument6 pagesArtículo de Revisión Produccion Acetato de IsoamiloAndrés Esteban Granada ZapataPas encore d'évaluation
- Modelado de Un Reactor Quimico Tipo CSTR y EvaluacDocument17 pagesModelado de Un Reactor Quimico Tipo CSTR y Evaluacsamara navasPas encore d'évaluation
- CalorDocument4 pagesCalorguillermo_17ktsPas encore d'évaluation
- Simulación de Un PFR AdiabáticoDocument8 pagesSimulación de Un PFR AdiabáticoLucio David Ramírez GarcíaPas encore d'évaluation
- Selección de Materiales para La Construcción Del Reactor de Esterificacion en La Producción de Ácido Láctico: Parte IDocument15 pagesSelección de Materiales para La Construcción Del Reactor de Esterificacion en La Producción de Ácido Láctico: Parte IFranky Bedoya Lora25% (4)
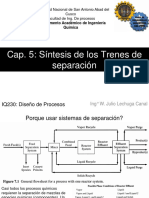
- 5 Trenes de Separacion PDFDocument37 pages5 Trenes de Separacion PDFmetalonPas encore d'évaluation
- Area BetDocument10 pagesArea BetNoemi Rosas MéndezPas encore d'évaluation
- Tipo de Reactores de La Industria PetroquimicaDocument47 pagesTipo de Reactores de La Industria PetroquimicaWilCalamani100% (1)
- Diseño de Una Torre de Destilacion Atmosferica de CrudoDocument9 pagesDiseño de Una Torre de Destilacion Atmosferica de CrudoAndres PerezPas encore d'évaluation
- Guia G5 Prevención y Control de La Contaminación en Materia de Residuos Sólidos.Document16 pagesGuia G5 Prevención y Control de La Contaminación en Materia de Residuos Sólidos.AntonioPas encore d'évaluation
- Diseño y El Metodo de La CebollaDocument3 pagesDiseño y El Metodo de La CebollaLuis Alberto Flores RiojaPas encore d'évaluation
- Reporte 1. Evaporación Película Ascendente EquipoDocument20 pagesReporte 1. Evaporación Película Ascendente EquipoCindy MuñozPas encore d'évaluation
- Simulación de Un Tren de DestilaciónDocument12 pagesSimulación de Un Tren de DestilaciónKelvyn Baruc Sánchez-SánchezPas encore d'évaluation
- Taller1 INGEPRODocument10 pagesTaller1 INGEPROpaola diazPas encore d'évaluation
- CumenoDocument8 pagesCumenoNathalia F. Nariño AparicioPas encore d'évaluation
- Destilacion MulticomponenteDocument11 pagesDestilacion MulticomponenteJuan Antonio Torres Altamirano100% (6)
- Problemario Solo Ejercicios ResuletosDocument26 pagesProblemario Solo Ejercicios ResuletosKaren Gonzalez S67% (12)
- FARMACOCINETICADocument2 pagesFARMACOCINETICAKaren Gonzalez SPas encore d'évaluation
- 1 FarmacognosiaDocument3 pages1 FarmacognosiaKaren Gonzalez SPas encore d'évaluation
- ES Paracetamol PDFDocument26 pagesES Paracetamol PDFKaren Gonzalez SPas encore d'évaluation
- Alanis Suarez - LauraAngelica - M01S1AI1Document5 pagesAlanis Suarez - LauraAngelica - M01S1AI1Frank Arriaga GaribayPas encore d'évaluation
- Trabajo Colaborativo Fisica Moderna 2Document11 pagesTrabajo Colaborativo Fisica Moderna 2Erika YulePas encore d'évaluation
- Examen Sesion 8Document52 pagesExamen Sesion 8Angel Alcides Atencio CarhuaricraPas encore d'évaluation
- Senasag BPM CaincoDocument35 pagesSenasag BPM CaincoKaren SoledadPas encore d'évaluation
- PANCREASDocument41 pagesPANCREASPepe Bueno100% (1)
- Directorio de Correos Electrónicos de Oficinas de La Escuela de PosgradoDocument2 pagesDirectorio de Correos Electrónicos de Oficinas de La Escuela de PosgradoDavid Atencio100% (1)
- 02 Oncología. Tópicos Selectos-InterioresDocument385 pages02 Oncología. Tópicos Selectos-InterioresfelipePas encore d'évaluation
- BULLYING TripticoDocument2 pagesBULLYING TripticoJorge Luis Viera Peña100% (4)
- NivelaciónDocument20 pagesNivelaciónJimmy Alberto Rocha QuirogaPas encore d'évaluation
- Cgeu - Cgeu-114 - Formatoalumnotrabajofinal Calidad TotalDocument8 pagesCgeu - Cgeu-114 - Formatoalumnotrabajofinal Calidad Total꧁NINJA ༒fɩre꧂Pas encore d'évaluation
- Mal Uso de La TecnologiaaDocument9 pagesMal Uso de La TecnologiaaLuciana RodriguezPas encore d'évaluation
- Características de Los Fluidos Reales e IdealesDocument24 pagesCaracterísticas de Los Fluidos Reales e IdealesHrnanDz IsaacPas encore d'évaluation
- La Epidemiología: ObjetivosDocument5 pagesLa Epidemiología: ObjetivoskiravsnaoPas encore d'évaluation
- Triptico Farmacia ClinicaDocument2 pagesTriptico Farmacia ClinicaWalter Cerna Quevedo0% (1)
- Matriz PQRSFDocument6 pagesMatriz PQRSFDIEGO JHOAN ARAQUE ROZOPas encore d'évaluation
- Ebook Landing Page Optimization BlueCaribu PDFDocument28 pagesEbook Landing Page Optimization BlueCaribu PDFRolandoPas encore d'évaluation
- Informe Técnico de Mantenimiento Del Desfibrador de Caña AuroraDocument10 pagesInforme Técnico de Mantenimiento Del Desfibrador de Caña Aurorakelwin hampier hernandez rosasPas encore d'évaluation
- Cuestionario de KillmanDocument7 pagesCuestionario de KillmansendyPas encore d'évaluation
- U R A U R A U R A: Certificado de Incapacidad / Licencia Nro. 0 - 38354289Document1 pageU R A U R A U R A: Certificado de Incapacidad / Licencia Nro. 0 - 38354289Alex GaviriaPas encore d'évaluation
- SESION DE MAT DENTRO Y FUERA de AbrilDocument9 pagesSESION DE MAT DENTRO Y FUERA de AbrilLuisG.SaraviaPas encore d'évaluation
- Determinar Las Dificultades de Lectoescritura en Niños y Niñas de Primer Ciclo de Educacion Basica PDFDocument140 pagesDeterminar Las Dificultades de Lectoescritura en Niños y Niñas de Primer Ciclo de Educacion Basica PDFEver CruzPas encore d'évaluation
- Planeacion Didactica PreescolarDocument9 pagesPlaneacion Didactica PreescolarMass SpinolaPas encore d'évaluation
- Examen Medico PrevueloDocument33 pagesExamen Medico PrevueloVivi D Arkness100% (1)
- Envases, Empaques, Embalaje, Características y PropiedadesDocument4 pagesEnvases, Empaques, Embalaje, Características y PropiedadesSALMA ARISAI HERNANDEZ LAZARO100% (1)
- Plantilla Presentación Gratis GalvestonDocument28 pagesPlantilla Presentación Gratis GalvestonDiana Paola Garcia FigueroaPas encore d'évaluation
- TitulosDocument2 pagesTitulosAndresz1Pas encore d'évaluation
- 50 Problemas de Conversion de Unidades Resueltos 282556 Downloable 1681769Document66 pages50 Problemas de Conversion de Unidades Resueltos 282556 Downloable 1681769orlando naim lozano olivasPas encore d'évaluation
- Beca de Pregrado 2017 (Postulantes Aptos para Exámenes) : (Leer Notas A Pie de Página) (Document3 pagesBeca de Pregrado 2017 (Postulantes Aptos para Exámenes) : (Leer Notas A Pie de Página) (GilmerYhonContrerasPas encore d'évaluation
- Ritmos Cardíacos, Electrocardiograma PDFDocument28 pagesRitmos Cardíacos, Electrocardiograma PDFDiana100% (1)
- Triptico Vela EcologicaDocument3 pagesTriptico Vela EcologicaHilmer Luna Victoria Cabrera67% (3)