Vous aimerez peut-être aussi
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
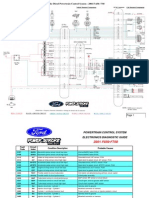
- F650 F750 PowerstrokeDocument3 pagesF650 F750 Powerstrokemiguelcastillo100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Daily Tool Pusher ChecklistDocument2 pagesDaily Tool Pusher ChecklistKaleem UllahPas encore d'évaluation
- Service 3121852 04-20-07 CE EnglishDocument136 pagesService 3121852 04-20-07 CE EnglishWere WolfPas encore d'évaluation
- Double Hull TankersDocument57 pagesDouble Hull TankersSahil MishraPas encore d'évaluation
- Marine Generator Service Manual"The provided title "TITLE Marine Generator Service ManualDocument120 pagesMarine Generator Service Manual"The provided title "TITLE Marine Generator Service ManualAnonymous M0OEZEKoGiPas encore d'évaluation
- Pressure Systems Safety Regulations 2000Document10 pagesPressure Systems Safety Regulations 2000Alberico MuratoriPas encore d'évaluation
- Mud Pump - High Pressure Lines PDFDocument7 pagesMud Pump - High Pressure Lines PDFKaleem UllahPas encore d'évaluation
- Prevent Stuck PipeDocument65 pagesPrevent Stuck Pipeafreis29100% (2)
- Intermediate Inspection Criteria, Well Control Equipment: Equipment Group: Shooting NippleDocument2 pagesIntermediate Inspection Criteria, Well Control Equipment: Equipment Group: Shooting NippleKaleem UllahPas encore d'évaluation
- Synthetic Lubricant Base Stocks Formulations Guide enDocument54 pagesSynthetic Lubricant Base Stocks Formulations Guide enSaheed Poyil100% (1)
- FFC Sample PaperDocument44 pagesFFC Sample Paperarslan50% (2)
- Drilling Fluid Systems: © 2004 Baker Hughes Incorporated All Rights ReservedDocument33 pagesDrilling Fluid Systems: © 2004 Baker Hughes Incorporated All Rights ReservedKaleem UllahPas encore d'évaluation
- Red Baron General CatalogDocument40 pagesRed Baron General CatalogKaleem Ullah100% (1)
- ICIS PetrochemicalsPosterDocument1 pageICIS PetrochemicalsPosterKinoiPas encore d'évaluation
- Fluor 2013 CW Case StudyDocument6 pagesFluor 2013 CW Case StudyImad MobayedPas encore d'évaluation
- Coflexip User Guide PDFDocument40 pagesCoflexip User Guide PDFKaleem UllahPas encore d'évaluation
- Coflexip User Guide PDFDocument40 pagesCoflexip User Guide PDFKaleem UllahPas encore d'évaluation
- Refinery Shift Supervisors Reports - Night ShiftDocument10 pagesRefinery Shift Supervisors Reports - Night ShiftRebekah SchmidtPas encore d'évaluation
- Pakinstan Glycol PresentationDocument19 pagesPakinstan Glycol PresentationKaleem UllahPas encore d'évaluation
- FSC Trigonometric Values HandoutDocument2 pagesFSC Trigonometric Values HandoutMuhammad AhmadPas encore d'évaluation
- Kelly Hose PDFDocument2 pagesKelly Hose PDFKaleem UllahPas encore d'évaluation
- High Pressure Lines PDFDocument3 pagesHigh Pressure Lines PDFKaleem UllahPas encore d'évaluation
- High Pressure Lines PDFDocument3 pagesHigh Pressure Lines PDFKaleem UllahPas encore d'évaluation
- Kelly Cocks PDFDocument2 pagesKelly Cocks PDFKaleem UllahPas encore d'évaluation
- Intermediate Well Control Equipment Inspection Criteria: Equipment Group: Mud / Gas SeparatorDocument2 pagesIntermediate Well Control Equipment Inspection Criteria: Equipment Group: Mud / Gas SeparatorKaleem Ullah0% (1)
- PDF - Filtration Services - 4135100 - 01 PDFDocument42 pagesPDF - Filtration Services - 4135100 - 01 PDFKaleem UllahPas encore d'évaluation
- Intermediate Well Control Equipment Inspection Criteria: Equipment Group: Choke Line Coflexip Type HoseDocument2 pagesIntermediate Well Control Equipment Inspection Criteria: Equipment Group: Choke Line Coflexip Type HoseKaleem UllahPas encore d'évaluation
- Fuid End PDFDocument2 pagesFuid End PDFKaleem UllahPas encore d'évaluation
- PDF - Filtration Services - 4135100 - 01 PDFDocument42 pagesPDF - Filtration Services - 4135100 - 01 PDFKaleem UllahPas encore d'évaluation
- Adapters and Drilling SpoolsDocument2 pagesAdapters and Drilling SpoolsKaleem UllahPas encore d'évaluation
- Intermediate Inspection CriteriaDocument2 pagesIntermediate Inspection CriteriaKaleem UllahPas encore d'évaluation
- Products and ApplicationsDocument54 pagesProducts and ApplicationsKaleem UllahPas encore d'évaluation
- Field Eng Trainee - Wellsite GuidelinesDocument2 pagesField Eng Trainee - Wellsite GuidelinesKaleem UllahPas encore d'évaluation
- Schlum-Abandon & Plugg - PresenatationDocument33 pagesSchlum-Abandon & Plugg - PresenatationKaleem UllahPas encore d'évaluation
- Pakistan Silicate-Based Fluids PresentationDocument19 pagesPakistan Silicate-Based Fluids PresentationKaleem UllahPas encore d'évaluation
- KCAD HBW M1 Entry TestDocument12 pagesKCAD HBW M1 Entry TestKaleem UllahPas encore d'évaluation
- B+V MANUAL TONG Type BV65 VS09 A4Document2 pagesB+V MANUAL TONG Type BV65 VS09 A4Kaleem UllahPas encore d'évaluation
- 2-Pakistan Product Concentrations PresentationDocument26 pages2-Pakistan Product Concentrations PresentationKaleem UllahPas encore d'évaluation
- Solid Control Circulating SystemDocument55 pagesSolid Control Circulating SystemKaleem UllahPas encore d'évaluation
- Pakistan Oil-Based Fluids PresentationDocument42 pagesPakistan Oil-Based Fluids PresentationKaleem UllahPas encore d'évaluation
- Production and Comparative Fuel Properties of Biodiesel From Non-Edible Oils Jatropha Curcas, Sterculia Foetida and Ceiba PentandraDocument11 pagesProduction and Comparative Fuel Properties of Biodiesel From Non-Edible Oils Jatropha Curcas, Sterculia Foetida and Ceiba PentandraNashiha SakinaPas encore d'évaluation
- Pump GreaseDocument46 pagesPump GreaseFco JavierPas encore d'évaluation
- Lucchini Poly MilanoDocument26 pagesLucchini Poly MilanoAghajaniPas encore d'évaluation
- CB-8264 Electric Boiler Brochure - LR PDFDocument4 pagesCB-8264 Electric Boiler Brochure - LR PDFAdrianaPas encore d'évaluation
- Affect of Liquid Levels On Heat Duty in A Recirculating System Without A Baffle - Petroleum Refinery Naphtha SplitterDocument6 pagesAffect of Liquid Levels On Heat Duty in A Recirculating System Without A Baffle - Petroleum Refinery Naphtha Splittermurugan1984Pas encore d'évaluation
- Seminar Application of Nitrous Oxide in AutomobilesDocument20 pagesSeminar Application of Nitrous Oxide in AutomobilesSaikat BadyakarPas encore d'évaluation
- 3540 Iom PDFDocument7 pages3540 Iom PDFAnonymous 7xHNgoKE6ePas encore d'évaluation
- 875542-QA-Combustion and FlameDocument7 pages875542-QA-Combustion and FlameNikita RajPas encore d'évaluation
- Std07 Science EM 2Document114 pagesStd07 Science EM 2vijay_music88Pas encore d'évaluation
- Section A: Types of Receprocating EnginesDocument2 pagesSection A: Types of Receprocating EnginesChelsea EspirituPas encore d'évaluation
- Paints and VarnishDocument46 pagesPaints and VarnishnasirPas encore d'évaluation
- Fuel Supply System of Petrol EngineDocument8 pagesFuel Supply System of Petrol EngineSeena Sharma0% (1)
- Tatsuno Europe: Installation and User ManualDocument141 pagesTatsuno Europe: Installation and User ManualJuan ToledoPas encore d'évaluation
- Sk220xdlc IndiaDocument16 pagesSk220xdlc IndiashekharPas encore d'évaluation
- Crude Palm Oil Biodiesel Viscosity ReductionDocument5 pagesCrude Palm Oil Biodiesel Viscosity ReductionSudsiri HemsriPas encore d'évaluation
- Manual de Operación y MantenimientoDocument66 pagesManual de Operación y MantenimientoJohnnatan DuquePas encore d'évaluation
- Combustion AssignmentDocument3 pagesCombustion AssignmentAbinashSahooPas encore d'évaluation
- Spray Cone AngleDocument18 pagesSpray Cone Anglesumit100% (1)
- Seal Gas Conditioning Skid To Solar Tie-In DWG No. 3P961-149446 / SHEET 8 OF 20 Rev BDocument1 pageSeal Gas Conditioning Skid To Solar Tie-In DWG No. 3P961-149446 / SHEET 8 OF 20 Rev BHoney TiwariPas encore d'évaluation
- DB S60 1DS GB 3231171 112010 PDFDocument2 pagesDB S60 1DS GB 3231171 112010 PDFjhonmarcPas encore d'évaluation